

1.2 Особливості холодної прокатки на роликових станах хптр
Схема деформації металу на роликових станах (рис.2.2.1) холодної прокатки труб ХПТР аналогічна схемі холодної прокатки труб на валкових станах . Прокатка труб проводиться на циліндричній оправці за допомогою трьох або чотирьох робочих роликів , по периметру яких нарізаний круглий струмок постійного радіуса, рівного радіусу готової труби. Наприкінці довжини прямого ходу кліті в поперечному перерізі ролики утворюють замкнутий круглий калібр. Особливістю роликових станів є складне зворотно- поступальний рух, в якому знаходяться ролики з сепаратором та опорні планки з робочою кареткою (кліттю). Це створюється системою важеля, пов'язаної через робочу каретку з кривошипно -шатунним механізмом.
Роликові стани періодичної дії ХПТР призначені для холодної прокатки особливо тонкостінних труб діаметром 4-120 мм і товщиною стінки 0,03-3 мм. Загальна відносна деформація труби за один прохід 80-85% досягається в основному за рахунок зменшення товщини стінки, так як по діаметру труба може бути зменшена на 2-4 мм. Стани ХПТР забезпечують виробництво труб з високим ( 4 - 6м) класом шорсткості поверхні , малими допусками по товщині стінки 5 - 10 % і ставленням діаметра до товщини стінки 150:1 . Роликові стани по сортаменту прокочується труб випускаються п'яти типорозмірів : ХПТР 4-15 , ХПТР 8-15 , ХПТР 15-30 , ХПТР 30-60 і ХПТР 60-120 ; стани ХПТР 8-15 і ХПТР 15-30 виготовляються також у двонитковому виконанні.
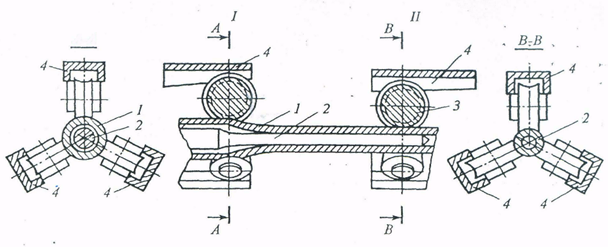
1 - трубна заготовка; 2 - циліндрична оправка; 3 - ролики; 4-опорні планки (I-переднє, II-заднє положення кліті)
Рис.1.2.1. Схема прокатки труб на роликовому стані ХПТР
 При
прокатці труб на роликових станах в
результаті переміщення опорної планки
робочі ролики, затиснуті між опорною
поверхнею планки і робочим
При
прокатці труб на роликових станах в
результаті переміщення опорної планки
робочі ролики, затиснуті між опорною
поверхнею планки і робочим
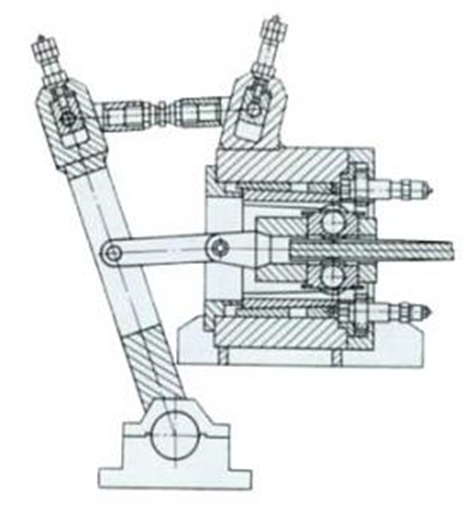
Рис.1.2.2. Кінематична схема приводу сепаратора стана ХПТР.
конусом, отримують обертальний рух. При цьому виключається можливість прослизання роликів по опорній поверхні планок. В іншому випадку процес порушується у зв'язку з заклинюванням роликів.
1.3 Волочіння труб
Холодне волочіння труб проводять різними способами без оправки, на короткій оправці, на самовстановлювальній (плаваючій, вільній) оправці на довгій оправці, роздачею, розтягуванням, роздачею на упор, проштовхуванням труби в волоку.
У ТВЦ застосовується тільки безоправочне волочіння.
Волочіння труб без оправлення (рис.2.3.1 ) застосовується для зменшення тільки діаметра труби. Волочіння здійснюють через волоку, закріплену в люнеті волочильного стану. Діаметр труби при проходженні через волоку зменшується до величини, що відповідає діаметру волоки. Товщина стінки труби при безоправочному волочінні також може змінюватися. Обтиснення труб по діаметру за прохід при цьому способі волочіння залежно від розміру труб і марки сталі практично сортаментом ТВЦ допускається до 6мм , але для більшості маршрутів складає 2-3мм. Для труб малого діаметра абсолютне обтиснення зменшується. Деформація труби за прохід становить не більше 10-17 %.
Рис.1.3.2 Схема волочіння труби без оправки.