

ВСТУП
МЕТАЛУРГІЙНЕ ПІДПРИЄМСТВО ПрАТ «СЕНТРАВІС ПРОДАКШН ЮКРЕЙН»
Компанія СЕНТРАВІС є провідним глобальним постачальником високоякісних рішень в сегменті безшовних нержавіючих труб, займаючи за обсягами продажів 2 місце в СНД, 4 місце в ЄС та 6 місце у світі із загальною часткою на рівні 3,8%.
СЕНТРАВІС поставляє свою продукцію у всі ключові регіони світу через розгалужену мережу торгових представництв у Росії , Україні , Узбекистані , Німеччині , Швейцарії , Італії та США , а також мережа торгових агентів в інших частинах світу , таких як Бразилія , Близький Схід , Корея , Австралія і інші . Всього географія поставок Компанії охоплює 70 країн. Вигідне географічне розташування у поєднанні з розвиненим сортаментом і західними стандартами ведення бізнесу , дозволили СЕНТРАВІС зайняти унікальну позицію на світовому ринку безшовних нержавіючих труб. Майже 60 % продукції реалізується в країнах Євросоюзу , тоді як інші 40 % припадають на ринок СНД , Північну Америку і решту світу .
Багато років поспіль СЕНТРАВІС є лідируючим постачальником безшовних нержавіючих труб для АЕС і ТЕС в Росії та СНД. З початку поточного року компанія підписала c російськими компаніями кілька великих контрактів на поставку парогенераторних труб для проектів АЕС по всьому світу загальною вартістю понад 30 млн. дол США . Не менш активно в цьому напрямку виробник співпрацює і з європейськими партнерами. СЕНТРАВІС поставляв продукцію для таких відомих атомних проектів , як будівництво атомної електростанції потужністю 1650 МВт у м. Фламанвілль ( Франція ) та реалізації проекту Реактора "Жюль Хоровіц " в іншому французькому місті Кадараш . Компанія також домоглася значних успіхів у поставках інструментальних труб для відомих європейських автомобільних брендів.
Виробничий майданчик Компанії ПрАТ «СЕНТРАВІС ПРОДАКШН ЮКРЕЙН» (м. Нікополь, Дніпропетровська обл., Україна), одне з найбільших у Європі спеціалізованих підприємств з виробництва безшовних нержавіючих труб.
Основною продукцією ПрАТ "СЕНТРАВІС ПРОДАКШН ЮКРЕЙН" є безшовні труби з нержавіючих сталей , призначені для застосування в умовах широкого спектру корозійних середовищ і температур , насамперед , в хімічній і нафтохімічній індустрії , атомній і тепловій енергетиці , кольоровій металургії , машино -і суднобудуванні , харчової промисловості та інших галузях. До складу підприємства входять два основних цехи з виробництва нержавіючих труб з корозійностійких сталей аустенітного , напівферитного і феритного класів і сплавів на основі нікелю : цехи гарячого пресування і холодної прокатки . Цех гарячого пресування призначений для виготовлення безшовних нержавіючих труб діаметром 57-168 мм з товщиною стінки 4-18 мм.
Цех холодної прокатки виробляє труби діаметром 4-90 ( 108 ) мм і з товщиною стінки 0.2-12,0 мм.
На всіх виробничих ділянках заводу впроваджений поопераційний контроль технологічного процесу та система забезпечення якості за EN ISO 9001/ 94 .
В даний час завод виготовляє нержавіючі труби відповідно до 72 вітчизняними та міжнародними стандартами , в т.ч. по:
ГОСТ 9940-81 , ГОСТ 9941-81 , ТУ 14 - 3Р - 197 - 2001
ТУ 14-3-796-79 , ТУ 14 - 3Р -55- 2001 , ТУ 14-3-460-75
ГОСТ 19277-73 , ТУ 14-3-520-76 , ТУ 14-3-771-78
DIN 17458 і DIN 17459 , SEW 400
ASTM A312/A530 , ASTM А213/А450 , ASTM A269
Ведуться роботи з освоєння випуску продукції по ASTM А790 , ASTM A511 , NF A49 - 117 .
1.Виробництво холоднодеформованих труб
У ТВЦ при виробництві холоднодеформованих труб використовується тепла і холодна прокатка на станах ХПТ, плющення на роликових станах ХПТР і безоправочне волочіння.
1.1Холодна періодична прокатка труб на станах хпт
Процес прокатки на станах ХПТ має періодичний характер. Деформація ділянки металу відбувається на нерухомій конічній оправці при нерухомій заготовці і зворотно- поступальному русі робочої кліті.
Характерною особливістю і гідністю станів холодної прокатки труб є можливість здійснення значних деформацій за один цикл прокатки (ступінь деформації до 80 % і більше ) і можливість прокатки труб з низько пластичних сталей і сплавів.
Формозміна заготовки при холодній прокаті труб відбувається наступним чином. У вихідному положенні робочої кліті (рис. 2.1.2,а) подається заготовка, і робочий конус переміщається в напрямку прокатки на відстань m ; при цьому внутрішня поверхня робочого конуса відходить від поверхні оправки, утворюючи зазор Δ. Для вільного здійснення подачі і повороту труби в крайньому задньому і передньому положеннях кліті калібруванням передбачені холості ділянки з великою глибиною ручею, так звані зеви . При русі кліті вперед відбувається редукування робочого конуса по діаметру до зіткнення його внутрішньої поверхні з оправкою, після чого обтиснення по діаметру супроводжується обтисненням по стінці.

1-конічна оправка; 2 - кільцевий зазор; 3 - ручей калібрів; 4 - прокатуєма труба; 5-робочі валки (I - переднє, II - заднє положення кліті)
Рис. 1.1.1 Схема прокатки труб на стані ХПТ
У міру руху кліті вперед і перекочування калібрів, що мають робочий ручей поступово зменшуючогося перетину, відбувається деформація металу, і ділянка робочого конуса, розташований попереду калібрів, рухається вперед (рис.2.1.2,б). При цьому безперервно збільшується зазор Δ між внутрішньою поверхнею робочого конуса і оправкою на ділянках попереду калібрів .
У процесі прокатки задній кінець заготовки нерухомо затиснутий в осьовому напрямку. У крайньому передньому положенні робочої кліті (рис. 2.1.2,в) відбувається поворот прокатуваної заготовки разом з оправкою на 60-90 °, і кліть починає рухатися назад. При зворотному хід кліті здійснюється розкочування металу знаходився у випусках калібрів .
У вихідному положенні робочої кліті (рис.2.1.2, а ) закінчується прокатка ділянки труби , одержуваного за цикл роботи стану.
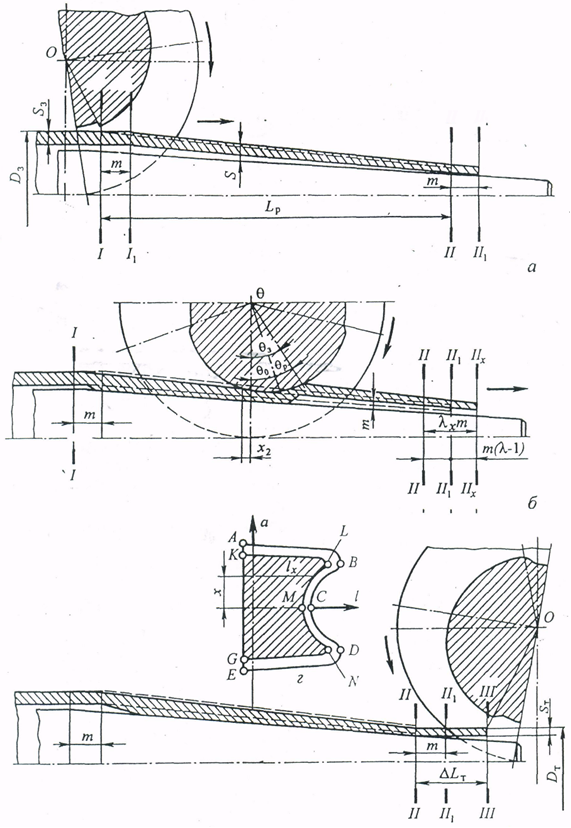
Рис. 1.1.2 Схеми формозміни металу (а-в) та контактна поверхню (г) (АВСDЕ-горизонтальна проекція контактної поверхні металу з валком; КLМNG - горизонтальна проекція контактної поверхні в зоні обтиснення стінки труби) при холодній прокатці труб
І- зона редукування ; ІІ - обтискна зона ; ІІІ - передоздоблювальна ділянка;
IV - калібруюча ділянка
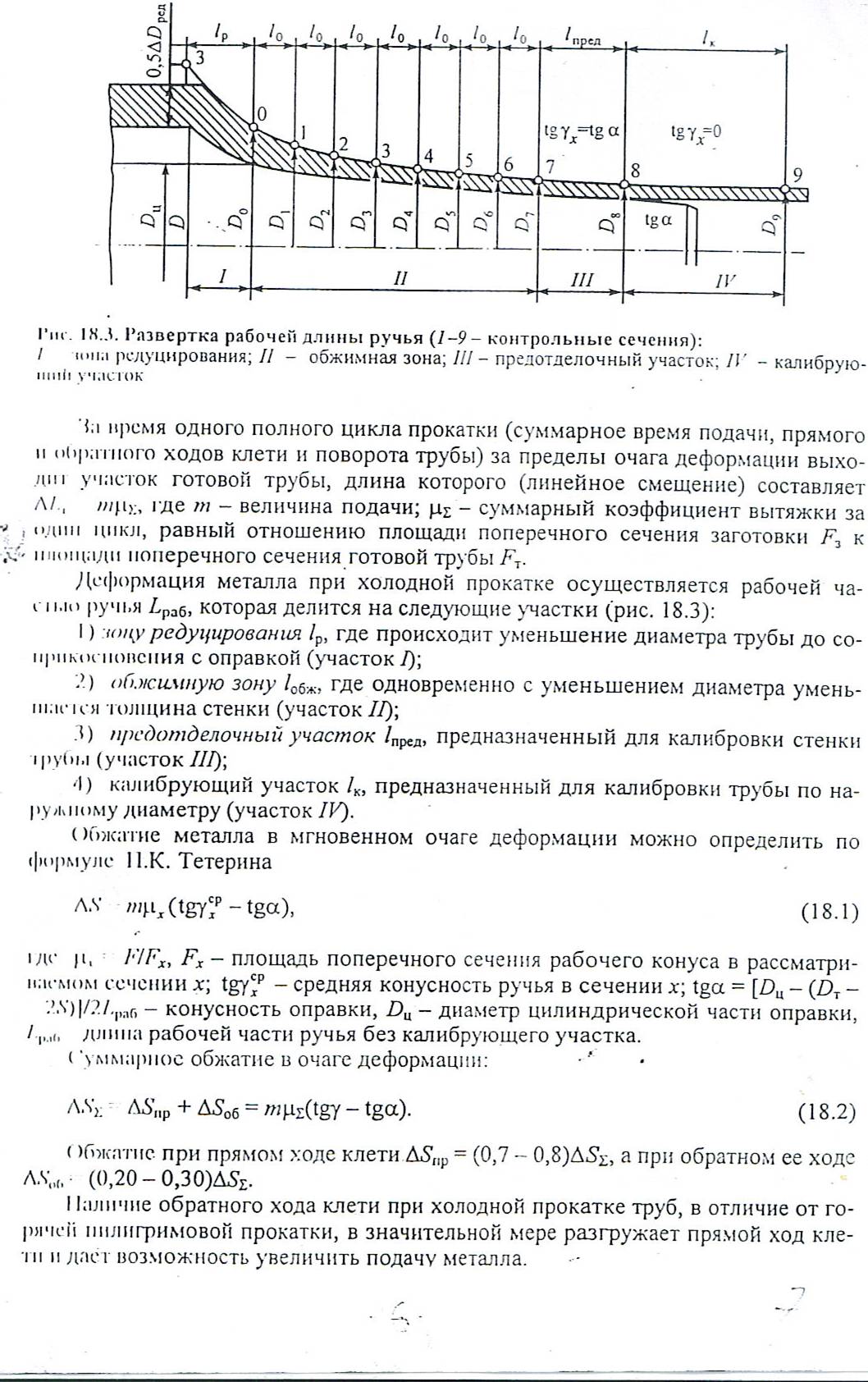
Рис.1.1.3 Розгортка робочої довжини струмка (1-9 - контрольні перетину)
За час одного повного циклу прокатки (сумарний час подачі,прямого і зворотнього ходів кліті і повороту труби) за межі осередку деформації виходить ділянка готової труби , довжина якого (лінійне зміщення ) складає:
Δl = mμΣ ;
де m - величина подачі;
μΣ - сумарний коефіцієнт витяжки за один цикл, рівний відношенню площі поперечного перерізу заготовки F3 до площі поперечного перерізу готової труби Fт.
Деформація металу при холодній прокатці здійснюється робочою частиною ручея Lраб, яка ділиться на ділянки ( рис.2.1.3 ) :
1 ) зону редукування lp , де відбувається зменшення діаметра труби до дотику з оправкою (ділянка І);
2 ) обтискну зону lобж , де одночасно із зменшенням діаметра зменшується товщина стінки (ділянка ІІ ) ;
3 ) передоздоблювальну ділянку lпред призначену для калібрування стінки труби (ділянка ІІІ ) ;
4 ) калібруючу ділянку lк , призначену для калібрування труби по наружному діаметру (ділянка IV).
Таблиця Технічна характеристика станів ХПТ
Параметри |
ХПТ-32 |
ХПТ-55 |
ХПТ-90 |
ХПТ6-20 |
ХПТ40-8 |
KPW25LC |
Діаметр заготовки, мм |
22-46 |
38-79 |
57-102 |
12-26 |
24-45 |
12-26 |
|
|
|
|
0.8-3 |
1.4-6 |
0.8-3 |
Довжина заготовки (найбільша), мм |
5000;8000 |
5000;8000 |
5000;8000 |
6500 |
8000 |
8000 |
Довжина заготовки (найменьша), мм |
1500 |
1500 |
1500 |
2000 |
2000 |
3000 |
Діаметр готової труби,мм |
16-32 |
25-55 |
40-90 |
6-20 |
12-35 |
8-30 |
Товщина стінки готової труби, мм |
0,4-5 |
0,5-10 |
0,75-18 |
0.25-2.0 |
0.5-4.0 |
0.5-4.5 |
Число подвійних ходів кліти, хв-1 |
80-150 |
68-30 |
60-100 |
20-140 |
20-220 |
15-320 |
Подача за один хід, мм |
2-30 |
2-30 |
2-30 |
(1,5-5)х2 |
1-10 |
0-8 |
Зменьшення поперечного перерізу (найбільше),% |
|
|
|
|
|
|
нержавеючих сталей |
70 |
70 |
70 |
73 |
|
|
Потужність электродвигуна головного приводу, кВТ |
70 |
110 |
150 |
50 |
110 |
90 |