

Получение полимерных пленочных материалов
Пленки – это тонкие полимерные материалы толщиной до 100-200 мкр. без основы. Основным сырьем для производства пленок является ПЭ, ПП, ПА, ПВХ, ПС, ПВС, ПЭТФ и др. Наиболее крупнотоннажными из перечисленных, которые преимущественно используются в легкой индустрии, являются ПЭ, ПЭТФ и реже ПА. Пленки можно получать из расплавов, растворов и дисперсии. Наиболее распространенный способ получения пленок (95%) – получение из расплавов. По структуре пленки делят на пористые, монолитные, пористо-монолитные, однослойные, многослойные и армированные.
Основными способами получения пленок из расплавов являются:
Метод экструзии.
Метод каландрования.
3. Переносной метод.
Метод экструзии
Имеет две разновидности:
Метод экструзии рукава с раздувом – продавливание расплава через кольцевую головку экструдера.
Метод плоскощелевой экструзии – продавливание расплава через плоскощелевую головку экструдера.
С последующей фиксацией структуры в обоих случаях методом охлаждения.
Технология получения пленок методом экструзии рукава с раздувом
Наиболее распространенный из всех способов производства пленок. Основное сырье ПЭ высокого давления (низкой плотности), но можно использовать и другие марки ПЭНД, ПП, ПС, ПВХ и другие полимеры.
Сырье для данного метода представляет собой гранулы ПЭ, которые могут быть прозрачными или окрашенными в массе, в этом случае получают полупрозрачные окрашенные пленки. Часто для получения окрашенных пленок добавляют суперконцентрат – гранулированный краситель (пигмент), распределенный в матрице полимера.
Преимущества метода:
– гибкость и универсальность;
– простота;
– возможность получения пленок разной толщины и разной степени ориентации;
– отсутствие отходов;
– возможность получения пленок шириной до 24 м;
– возможность получения многослойных пленок;
– возможность одновременного получения рукавной пленки и заполнения рукава сыпучими ингредиентами (продуктами).
Недостатки:
– большие энергозатраты;
– большие габариты оборудования;
–требования по высоте цехов и отсутствию сквозняков;
Блок схема производства блок – схема производства
|
|
|
Анализ сырья и материалов |
|
|
|
|
|
|
↓ |
|
|
|
|
|
|
Подача гранул в загрузочную воронку экструдера |
|
|
|
|
|
|
↓ |
|
|
|
|
|
|
Нагрев, смешение пластикация, плавление и гомогенизация расплава |
|
|
|
|
|
|
↓ |
|
|
|
|
|
|
Формирование расплава в кольцевой головке экструдера |
|
|
|
|
|
|
↓ |
|
|
|
|
|
|
Раздув рукава и его одновременное охлаждение |
|
|
|
|
|
|
↓ |
|
|
|
|
|
|
Намотка пленки с одновременной обрезкой кромок и (или) разрезанием рукава |
|
|
|
|
|
|
↓ |
|
|
|
|
|
|
Сортировка, маркировка, упаковка |
|
|
|
Для реализации этой блок – схемы используется оборудование, представляющее собой агрегаты со следующей маркировкой:
АРП – агрегат рукавной пленки;
УРП – установка по производству рукавной пленки;
АРП – 1500 – 45 ( 1500- ширина пленки, 45 – диаметр червяка экструдера)
Иногда маркируется не сама установка, а только экструдер УП – 20 - 25 червячный, 20– диаметр червяка, 25 – соотношение червяка и его диаметра. УП –2 – 20 – 25 (двухчервячный экструдер).
Формирование рукава может осуществляться вертикально (1) или горизонтально(2), что зависит от конструкции установки. У вертикального раздува есть преимущество. При переходе с одной ширины на другую не надо менять кольцевую головку, а изменить лишь степень раздува. Только при вертикальном раздуве можно получать как изотропные, так и ориентационные пленки.
Схема
1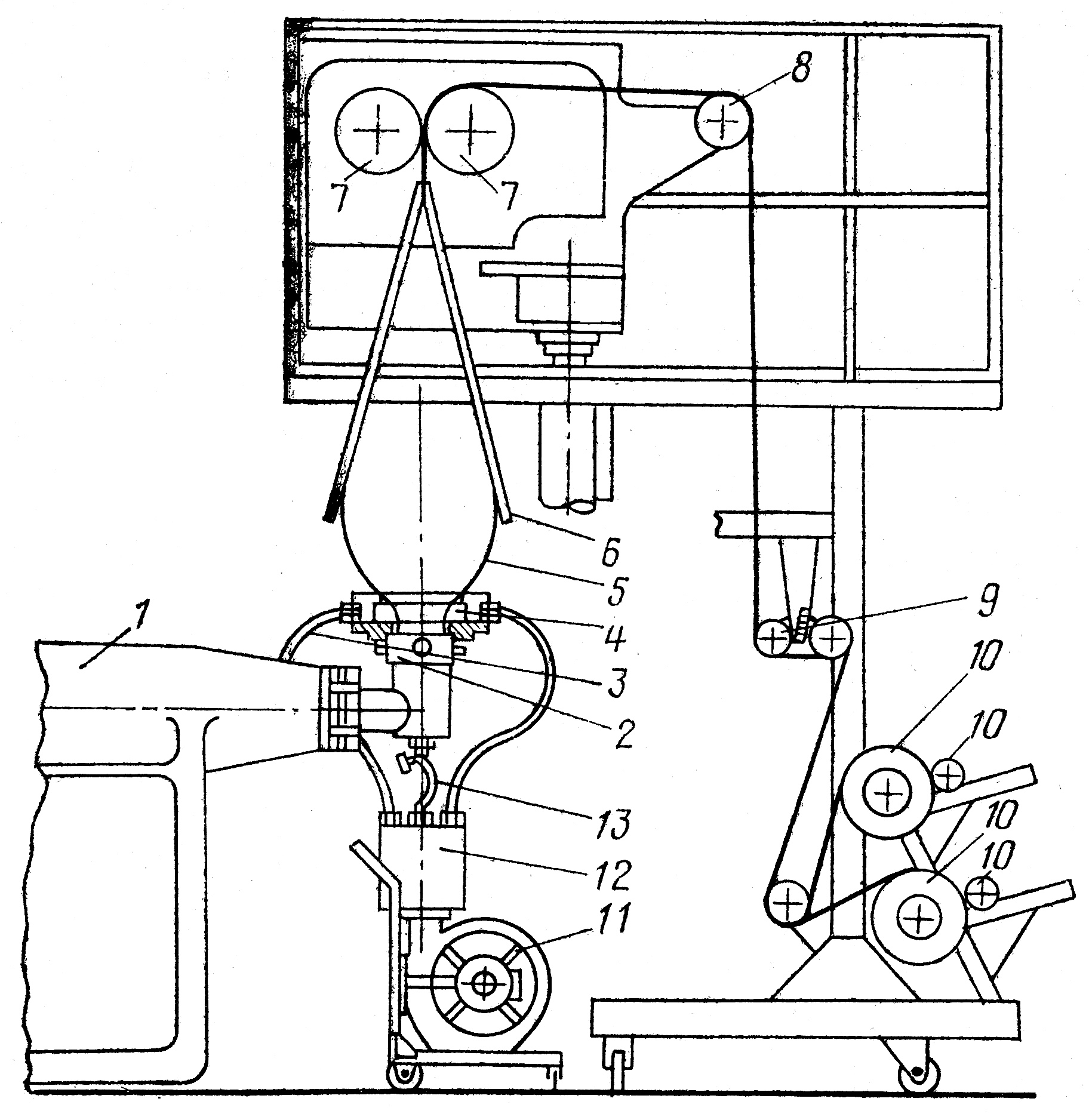
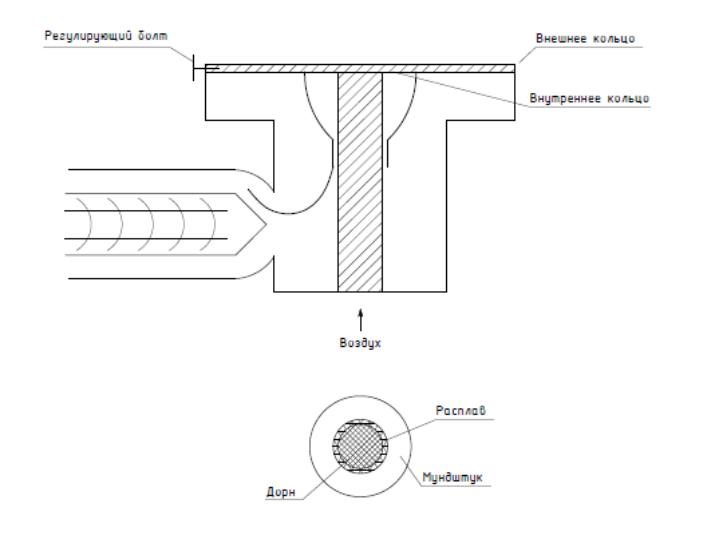
Схема 2
дозирующий бункер;
экструдер;
3-угловая (схема 1) или прямоточная (схема2) кольцевая головка;
рукав;
приспособление для складывания рукава – щечки;
тянульные валы (приемные);
направляющие валики;
устройство для разрезания рукава или обрезки кромок;
намоточное устройство.
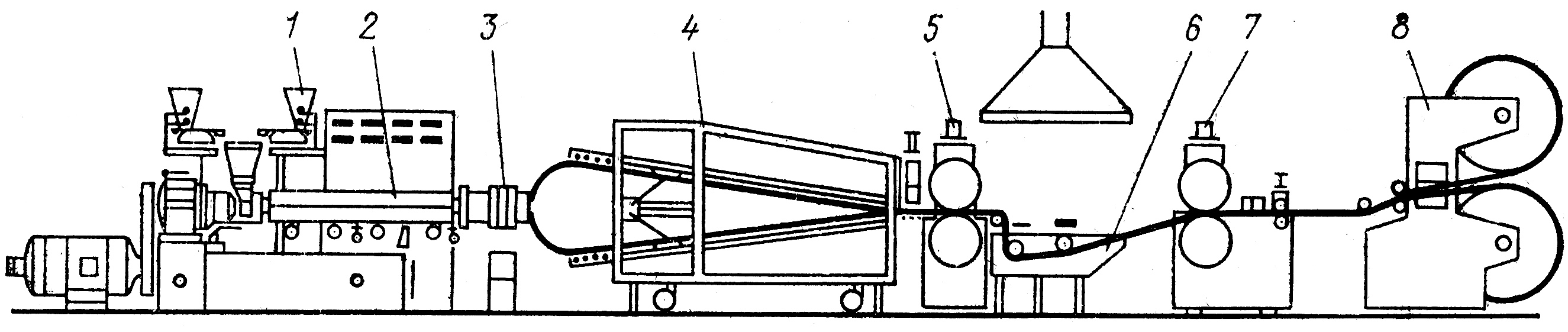
Схема работает следующим образом:
Гранулы сырья, предварительно прошедшие анализ на соответствие требованиям ТУ, через загрузочный бункер подаются в загрузочную воронку литьевого экструдера. В результате прохождения полимера через цилиндр экструдера происходят процессы пластикации, плавления, гомогенизации расплава. При этом температура регулируется по зонам. Для ПЭВД ( Т пл = 103-110°С) температура по зонам составляет от 125 до 145° С. Для ПЭНД ( Т пл= 125-145°С) температура по зонам составляет от 140 до 185° С, Для ПП ( Т пл=170-190°С) 185-245°С
Расплав полимера, пойдя экструдер, под давлением продавливается через кольцевую головку. Кольцевой канал – это зазор между дорном и мундштуком. Толщина канала может регулироваться и составляет она от 0,35 до 1 мм (для однослойных пленок). Дорн закреплен с помощью дорнодержателя, который рассекает расплав на струйки, которые, пройдя через канал, вновь собираются вместе. Как правило, кольцевая головка осцилисцирующая, т. е находится в колебании, для обеспечения однородности пленки. Между экструдером и головкой стоит фильтр. После выхода расплава из головки он подвергается раздуву при одновременном растяжении вдоль направления движения. Охлаждение осуществляется холодным воздухом, который подается снизу и снаружи через охлаждающееся обдувочное кольцо. Обдувочное кольцо может перемещаться по рукаву и тем самым происходит изменение положения линии кристаллизации. Степень раздува обозначается Ер = Др/Дд отношение диаметра рукава к диаметру дорна. Степень раздува определяется продольной вытяжкой Ер = Vв/Vэ – отношение скорости вытяжки к скорости экструзии.
Схема формирования рукава
В зоне 1 – ниже линии кристаллизации происходит разбухание экструдата, и неустойчивое течение расплава вследствие чего происходит накопление высокоэластических деформаций, происходит раздув трубчатой заготовки, охлаждение рукава и кристаллизация расплава. При этом форма рукава и положение линии кристаллизации могут быть различными. А – очень медленное охлаждение (пленка ориентируется преимущественно вдоль); В – быстрое охлаждение, доля высокоэластической деформации очень большая и пленка обладает большой усадкой до 20-40 %; Б – оптимальное охлаждение, пленка одновременно ориентирована и вдоль и поперек, минимальная усадка, и минимальная анизотропия свойств.