

ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ «МИСиС»

ИНСТИТУТ ЭКОТЕХНОЛОГИЙ И ИНЖИНИРИНГА
КАФЕДРА ТЕХНОЛОГИИ И ОБОРУДОВАНИЯ ТРУБНОГО ПРОИЗВОДСТВА
НАПРАВЛЕНИЕ___150100_________________ ГРУППА__ММО-14-2_________
КУРСОВОЙ ПРОЕКТ ПО НАПРАВЛЕНИЮ ПОДГОТОВКИ №1, ЧАСТЬ 1
Тема:Технология производства электросварных прямошовных труб газо-нефтяного сортамента на участке ПШФ линии ТЭСА - 1420 в условиях ОАО «ВМЗ».
Магистрант Чалышев М.С.
Руководитель проекта Самусев С.В.
Оценка выполнения курсового проекта ___________________________
Москва 2014/2015
ЗАДАНИЕ
на выполнение курсового проекта
Магистранту группыММО-13-2Голышкову Илье Алексеевичу
Тема Технология производства электросварных прямошовных труб газо-нефтяного сортамента на участке ПШФ линии ТЭСА - 1420 в условиях ОАО «ВМЗ».
Исходные данные (в том числе проектная и технологическая документация и основная литература)
1. Современные методырасчета калибровок валков трубоэлектросварочных станов: Учеб.- метод. пособие/ Самусев С.В., Михайлов В. К., Иванова Е.Ю., Терентьев В.В. - М.: МИСиС, 2004. – 114 с.2. Машины и агрегаты трубного производства: Учебное пособие/ Коликов А.П., Романенко В.П., Самусев СВ. - М.: МИСиС, 1998. – 528 с.3. Технология производства бесшовных и сварных труб: Лабораторный практикум/ Рымов В.А., Самусев СВ. Фадеев А. М. - М: МИСиС, 1987. – 97 с.4. Производство труб большого диаметра: Учебное пособие для вузов/ Розов Н.В. - М.: Металлургия, 1975. – 386 с.5. Методы расчета калибровок инструмента и энергосиловых параметров процесса производства сварных труб в линии прессов и ТЭСА: Сборник задач/ С. В. Самусев, А. Н. Фортунатов, Н. А. Фролова, Н. Г. Пашков, 2006. – 155 с.6. Инструкция по эксплуатации пресса подгибки кромок.7. Технологическая инструкция ТЭСК ТБД, регистрационный номер ТИ 153 - ТР. ТС - 41 – 2005.
Перечень подлежащих разработке вопросов:
Сортамент производимых труб. Базовый технологический процесс производства труб большого диаметр. Дефекты.
Расчетная часть. Рассчитать параметры процесса формовки трубной заготовки 1420×21,6 мм
Графическая часть презентация, технологическая схема производства труб в линии 1420,
Сроки начала и окончания проектирования октябрь-декабрь 2013г.
Задание выдано октябрь 2013г.
Руководитель проекта Самусев С.В.
З
(подпись)
адание принял к исполнению студент Голышков И.А.
Содержание
Введение 4
1 Основные процессы формовки трубной заготовки в технологии производства
труб большого диаметра (ТБД) 5
1.1 Формовка трубной заготовки в вальцах («3-RollingBending») 5
1.2 Формовка трубной заготовки по способу «UOE» 6
1.3 Формовка трубной заготовки по способу «JCOE» 7
2 Сравнительный анализ процессов формовки 11
3 Сортамент выпускаемой продукции и маркировки сталей 12
4 Расчетная часть 15
4.1 Расчет геометрических параметров трубной заготовки при JCOE формовке труб 15
4.2 Расчет сборки профиля трубной заготовки в готовую трубу 20
Заключение 25
Список использованных источников 26
Введение
Стальные трубы широко применяются во всех отраслях промышленности для добычи, транспортировки и переработки полезных ископаемых и, прежде всего, нефти, газа, в энергетике и машиностроении, авиации, ракетно-космической технике, сельском хозяйстве и т.д. Они используются для сооружения магистральных нефтепроводов.
Широкое применение труб обусловлено их разнообразным сортаментом по диаметру и толщине стенки, профилю поперечного сечения, материалу, экономичностью их производства. Общая потребность в трубах большого диаметра складывается из спроса труб на ремонт и реконструкцию действующих магистральных трубопроводов и на строительство новых.
Все более суровые условия эксплуатации и необходимость сокращения затрат на последующих этапах обработки продукции обусловливают повышение требований кхарактеристикам труб большого диаметра.
Кроме того, существует насущная необходимость в использовании более высококачественных сортов стали, ввиду увеличения сложности процессов добычи и транспортировки природного газа.
Наиболее важными характеристиками труб большого диаметра являются:
- прочность;
- ударная вязкость;
- свариваемость в условиях стройплощадки;
- стойкость к высокосернистым веществам;
- геометрическая форма и соблюдение допусков.
На сегодняшний день существует лишь небольшое число промышленных методов изготовления труб большого диаметра из листовой или полосовой стали. Эти методы отличаются друг от друга, главным образом, технологией формовки.
В основе технологии производства труб большого диаметра лежит процесс формовки, во многом определяющий как номенклатуру производимой продукции, выбор марки стали, размеры, так и производительность линии.
1 Основные процессы формовки трубной заготовки в технологии производства труб большого диаметра (тбд)
1.1 Формовка трубной заготовки в вальцах («3-RollingBending»)
При гибке в вальцах (рисунок 1)лист изгибается между тремя или четырьмя валками. В трехвалковых вальцах диаметр верхнего валка примерно в 1,5 раза больше диаметра нижних валков. В процессе формовки валки совершают реверсивное движение, при этом верхний валок может подниматься и опускаться для регулировки диаметра формуемой заготовки.
При этом способе формовки крайние участки листа, длина которых равна половине расстояния между нижними валками, получаются плоскими. Для устранения этого недостатка приходится либо предварительно подгибать концы на прессе или на валковом стане, либо после формовки основного профиля заготовка поступает в машину доформовки кромок. Основным недостатком является прогиб или непараллельности осей валков при толстостенном сортаменте, в результате чего возможно получение неравномерного зазора между кромками, или неравномерная кривизна по длине заготовки.
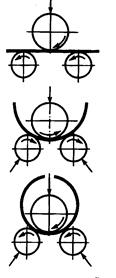
Рисунок 1 – Схема формовки трубной заготовки в гибочных вальцах