6.2.3. Прошивки.
Основные конструктивные элементы прошивок те же, что и протяжек (рис.6.2).
|
Рис.6.2. Элементы конструкции прошивки: 1 – прошивка, 2 – заготовка, 3 – приспособление, 4 – стол.
|
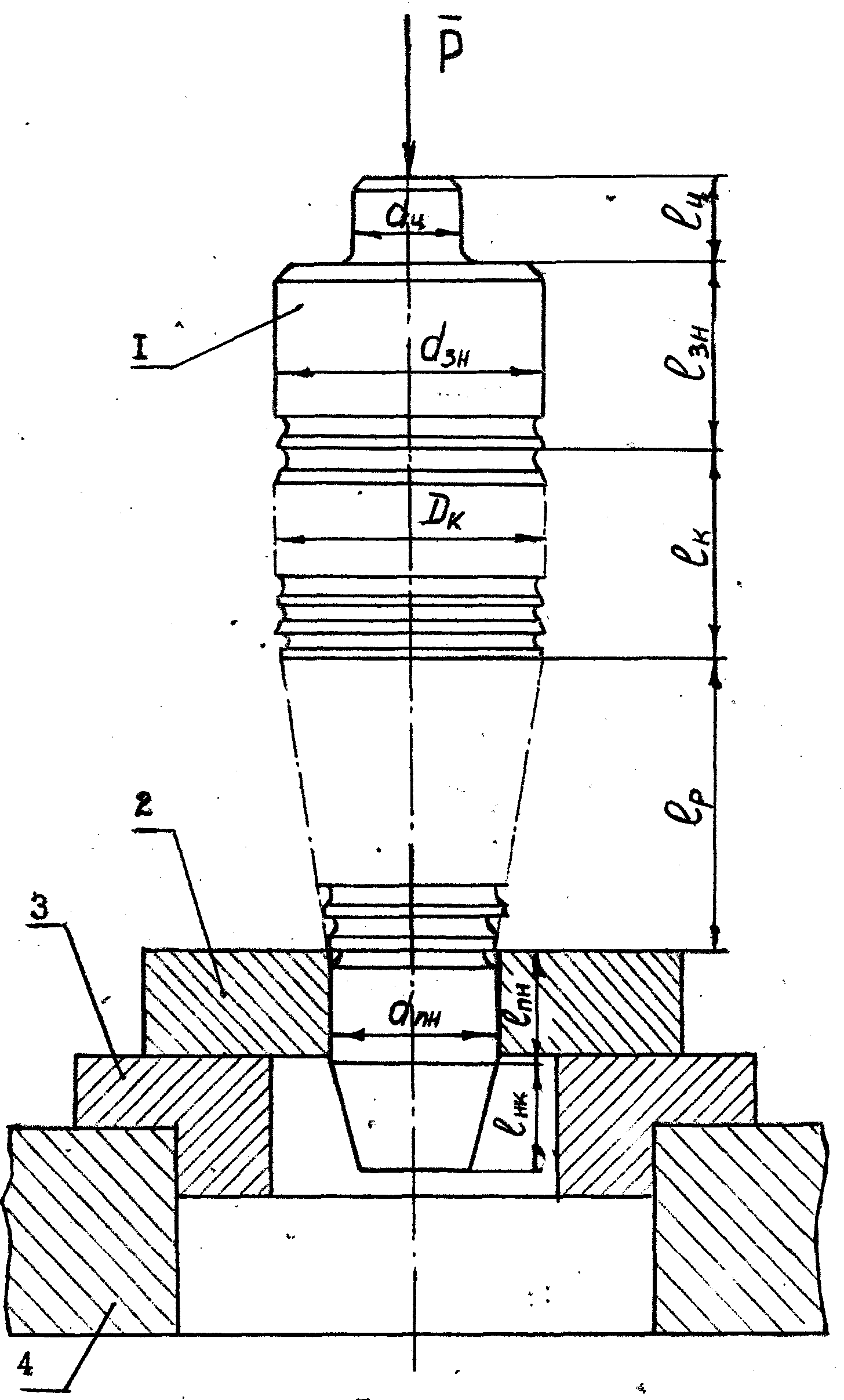
Особенности:
1. протяжка не тянется, а толкается, т.е. работает не на растяжение, а на сжатие.
2.Поэтому отсутствует хвостовик и шейка.
3. Подвержена продольному изгибу, поэтому длина их ограничена.
4.Припуск можно снимать небольшой.
Применяются прошивки при снятии малых припусков.
6.2.4. Протяжки для наружных поверхностей.
|
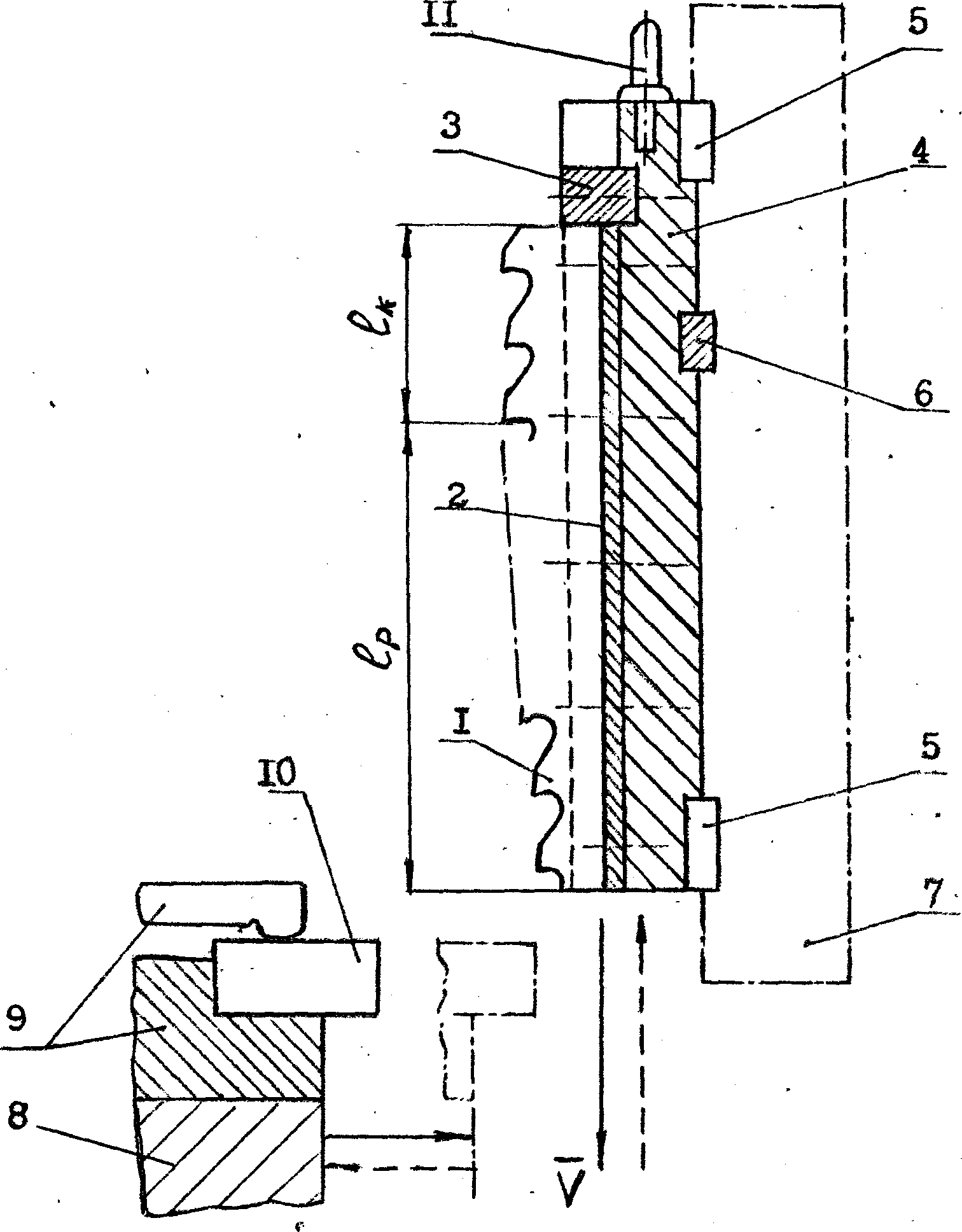
Рис.6.3. Элементы конструкции протяжек для наружных поверхностей: 1 – секция протяжки; 2 – регулировочная прокладка или клин; 3 – упор; 4 – корпус; 5 – продольная шпонка; 6 – поперечная шпонка; 7 – ползун станка; 8 – стол станка; 9 – приспособление; 10 – заготовка; 11 – грузовой винт (рым-болт).
|
Протяжки для наружных поверхностей разделяются на 2-а вида:
работающие на растяжение, которые имеют те же конструктивные элементы, что и внутренние протяжки, и работают ими на тех же станках;
работающие на сжатие, которые имеют значительное отличие от первых, и для их работы применяют другие станки.
Протяжки, работающие на сжатие.
Протяжка имеет секции, которые крепятся в корпусе, а последний крепится на ползуне станка (рис.6.3). Для восприятия усилий резания имеется упор и поперечная шпонка, а для восприятия боковых усилий и, в основном, для центрирования две продольные шпонки.
Принцип работы.
Заготовка закрепляется в приспособлении на столе станка. Стол перемещается в рабочее положение. Ползун с протяжкой совершает рабочий ход. Стол и ползун возвращаются в исходное положение. Деталь снимается, и устанавливается новая заготовка, и после чего цикл повторяется.
Особенности.
Протяжка жестко направляется ползуном станка, поэтому направляющие части отсутствуют.
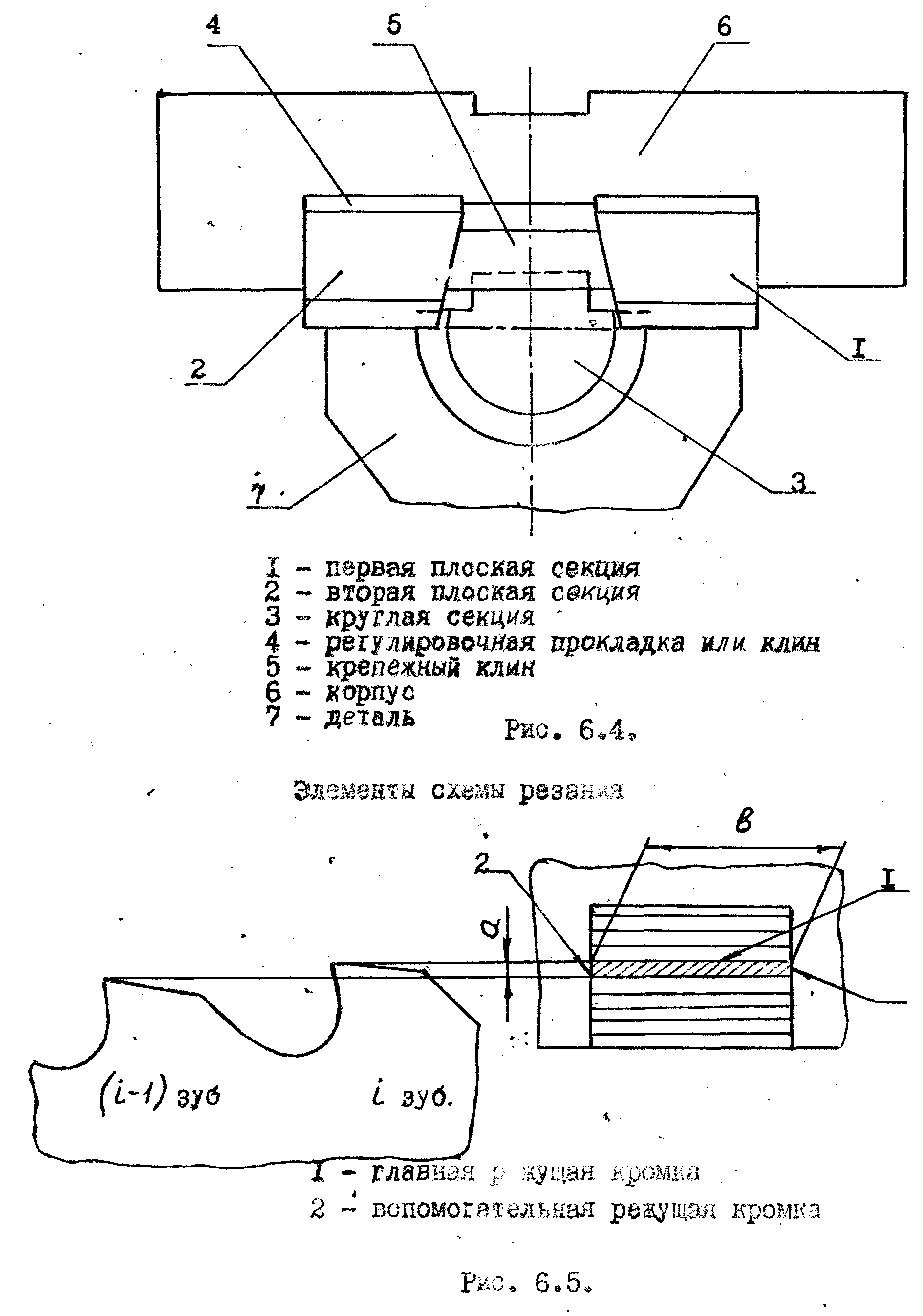
Сложная обрабатываемая поверхность детали разделяется на простые участки, каждый из которых обрабатывается отдельной секцией (рис.6.4). Все секции собираются в корпусе.
Секции протяжек работают на сжатие, а упорные планки и шпонки на срез и смятие. Поэтому требуются соответствующие проверки.
При затуплении протяжки смена и регулировка положения секций ведется двумя способами.
При первом – секции меняют и регулируют, не снимая корпуса протяжки со станка.
При втором способе сменяют целиком протяжку, а затупившиеся секции заменяют и регулируют вне станка, что уменьшает простой оборудования. Для регулировки секций в конструкции протяжки предусматриваются регулировочные клинья и прокладки.
6.3. Схемы резания.
6.3.1. Понятие о схеме резания.
Схемой резания называется картина последовательного удаления припуска. Она является важнейшим элементом, от которого зависят показатели инструмента: точность и качество обработанной поверхности, усилия резания, стойкость, производительность, размеры, расход инструментального материала и др.
Основными элементами схемы резания являются (рис.6.5):
а) параметры срезаемого слоя a и b
б) расположение главных и вспомогательных кромок относительно заданной поверхности детали.
Имеется весьма большое разнообразие схем резания в зависимости от конструктивного оформления протяжек. Однако, их можно классифицировать по двум принципам:
по характеру срезаемых слоев и
по способу формирования обработанной поверхности.
|
Рис.6.4. Пример расположения секций при обработке протяжкой сложной наружной поверхности. |
Рис.6.5. Элементы схемы резания. |