

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСУДАРСТВЕННОЕ И БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Материаловедение в машиностроении»
Расчетно-графическая работа
по курсу: «Обработка художественных изделий давлением»
Тема: «Технологический процесс изготовления вешалки с помощью художественной ковки»
Факультет: механико-технологический Преподаватель:
Группа: ТХ -802 Попелюх А.И.
Студент: Рыжевалова Н.О.
Новосибирск 2011
СОДЕРЖАНИЕ
Введение
Разработка эскиза изделия
Выбор материала для изготовления
Расчет массы и размеров исходных заготовок
Выбор режимов нагрева и технологического оборудования для нагрева детали
Разработка технических переходов и выбор технологической оснастки для изготовления отдельных элементов
Расчет продолжительности ковки
Выбор кузнечнопрессового технологического оборудования для ковки
Выбор режима для окончательного охлаждения деталей
Описание сборочных операций
Составление маршрутной карты изготовление изделия
Заключение
Приложения
Приложение А. Спецификация
Приложение Б. Сборочный чертеж
Приложение В. Деталировка
Приложение Г. Маршрутная карта
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Художественная ковка черных (железных) сплавов — один из древнейших способов обработки металлов. Его истоки на Руси связаны с производством орудий труда славянскими племенами, населявшими нашу страну в VI — VIII вв. К IX в. н. э. (возникновение Древнерусского государства) кузнечное ремесло достигло высокого уровня. Из черного металла изготовляют самые разнообразные изделия: орудия труда, бытовую утварь, оружие, ювелирные изделия. Советские археологи насчитывают более 150 видов предметов, выполненных кузнечной техникой, причем каждый из них имел различные формы и размеры. Древнерусские кузнецы владели всеми приемами свободной ковки, сварки, термической обработки, горновой пайки медью. При том уровне техники все это требовало от мастера большого опыта и навыка, так как различить, например, сорта стали (мало- и высокоуглеродистой) можно только по цвету и характеру искры или излому, а степень нагрева при ковке, закалке и сварке — по цвету каления (на глаз); о температуре отпуска стали кузнец судил по цветам побежалости и т. п.[1]
Обработка металлов давлением— технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал. Обработка металла давление основана на способности металлов ( и ряда неметаллических материалов) в определенных условиях получать пластические (остаточные) деформации в результате воздействия на деформируемое тело (заготовку) внешних сил. [2]
Существуют разнообразные конструкции вешалки — от гвоздя, вбитого в стену, до вешалок—произведений искусства. Вешалки могут быть настенными, напольными, переносными (например, вешалка на колесиках).Вешалка—обязательная часть некоторых учреждений. Например, о театре Станиславский говорил, что он начинается с вешалки. Выпускается много видов вешалок, различающихся предназначением (для прихожей, для ванной комнаты), формой и материалом (дерево ,металл, пластмасса, рога оленя). [3]
Разработка эскиза изделия
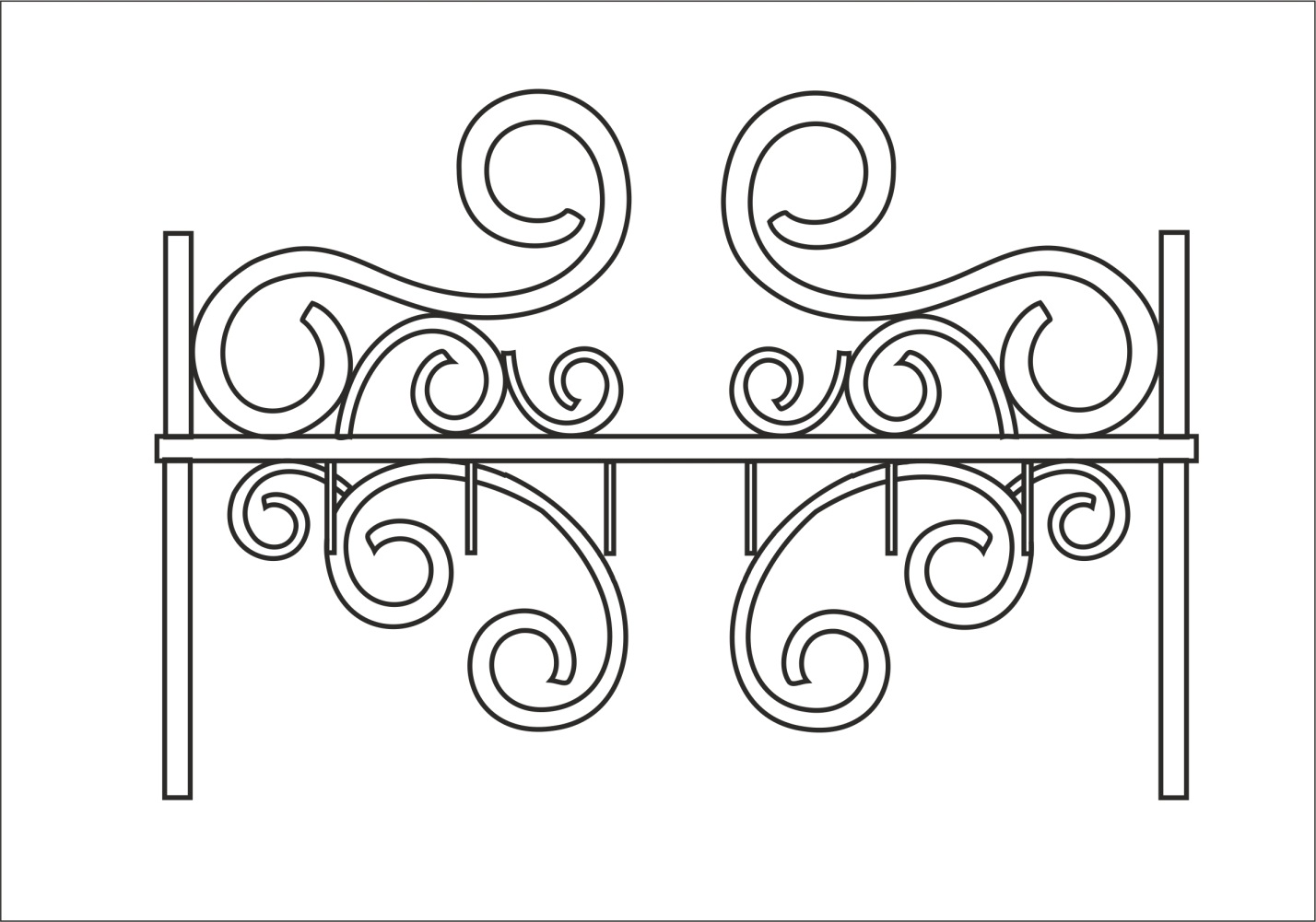
Рисунок 1. Кованная вешалка
Выбор материала для изготовления
Для кузнечных работ применяются металлы и сплавы, обладающие ковкостью и пластичностью. Из черных металлов этими качествами обладают некоторые марки стали.
Для изготовления вешалки была выбрана сталь Ст3 (ГОСТ 380-71 ). Пруток диаметром 5 мм и 10 мм (ГОСТ 2590-88), пруток квадратного сечения 8 мм (ГОСТ 2591-88) и так же выбран листовой прокат (ГОСТ 19903-74).
Конструкционную углеродистую сталь обыкновенного качества Ст3 применяют для изготовления несущих и ненесущих элементов для сварных и несварных конструкций, а также деталей, работающих при положительных температурах.
Сплав Ст3 содержит: углерода - 0,14-0,22%, кремния - 0,05-0,17%, марганца - 0,4-0,65%, никеля, меди, хрома - до 0,3% , мышьяка до 0,08%, серы и фосфора - до 0,05 и 0,04% соответственно.
Сталь Ст3 не склонна к отпускной хрупкости, нефлокеночувствительна. свариваемость без ограничений. работающих при переменных нагрузках в интервале от -40 до +425 °С. Прокат от 10 до 25 мм - для несущих элементов сварных конструкций. Выбор этой стали обоснован тем, что она идеально подходит для кузнечных работ. Характеризуется наибольшей пластичностью и наименьшей гибкостью при одних и тех же термических режимах, выдерживает многократные нагревы, не деформируется и не дает пластических напряжений.
Расчет массы и размеров исходных заготовок
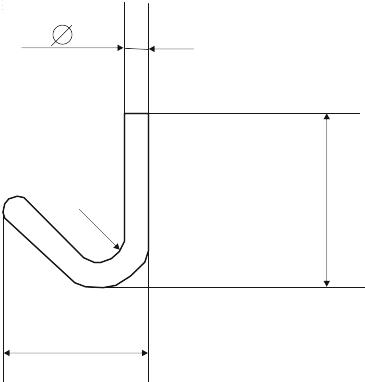
Рисунок 2 Деталь 1
.Рисунок 3 Деталь 2
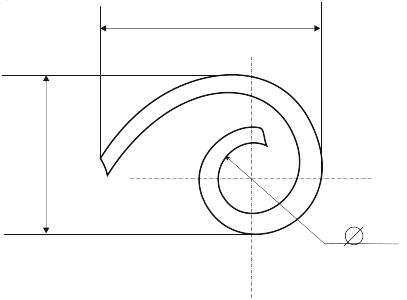
Рисунок 4 Деталь 3
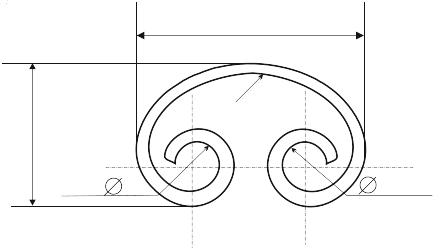
Рисунок 5 Деталь 4
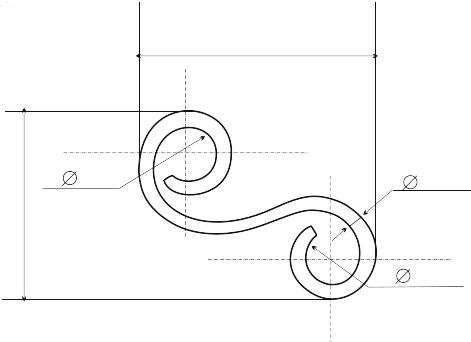
Рисунок 6 Деталь 5
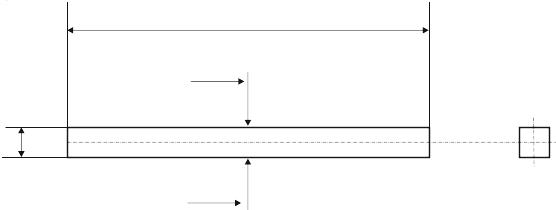
Рисунок 7 Деталь 6
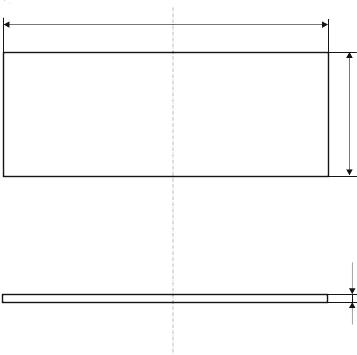
Рисунок 8 Деталь 7
Изделие вешалка состоит из 21 элемента. Чтобы рассчитать массу всего изделия необходимо вычислить массу каждого элемента в отдельности.
1) Расчет массы заготовки происходит по формуле 1:
m = V*ρ (1)
где
m – масса заготовки, кг;
V – объём заготовки, мм3;
ρ — плотность стали, г/см3;
ρ = 7,8 г/см3
2) Объём изделия по формуле 2:
V = π* r2 *l (2)
r – радиус заготовки, мм;
l – длина прутка, мм.
Или

S –площадь сечения,мм2
Элемент №1(крючок)
l1 = 120 мм (в конструкции таких элемента 6);
r =5 мм
V1 = 3,14*25*120 = 9420мм3
m1 = 9420/1000*7,8 = 73,476 г = 0,0735 кг;
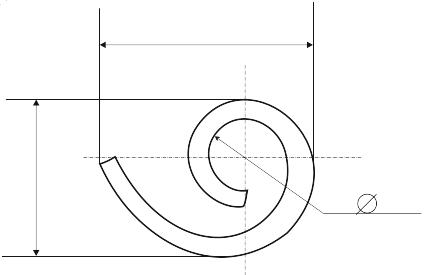
Элемент №2(спираль малая)
l2 = 240 мм (в конструкции таких элемента 4);
r =10 мм
V2 = 3,14*100*240 = 75360 мм3
m2 = 75360/1000*7,8 = 587,808 г = 0,588 кг;
Элемент №3(спираль большая)
l3 = 320 мм (в конструкции таких элемента 2);
r =10 мм
V3 = 3,14*100*320 = 100480мм3
m3 = 100480/1000*7,8 = 783, 744 г = 0,784 кг;
Элемент №4(спираль загнутая с двух концов)
l4 = 500 мм (в конструкции таких элемента 4);
r =10 мм
V4 = 3,14*100*500 = 157000мм3
m4 = 157000/1000*7,8 = 1224,6 г = 1,225 кг;
Элемент №5(спираль вогнутая во внуторь)
l5 = 640 мм (в конструкции таких элемента 6);
r =10 мм
V5 = 3,14*100*640 = 200960мм3
m5 = 200960/1000*7,8 = 1567,488 г = 1,568 кг;
Элемент №6(пруток квадратного сечения)
l6 = 300 мм (в конструкции таких элемента 2);
S =64 мм2
V6 = 64*300 = 19200мм3
m6 = 19200/1000*7,8 = 149,76 г = 0,150 кг;
Элемент №7(листвой прокат)
l5 = 850 мм (в конструкции таких элемента 1);
S=2800 мм
V5 = 2800*850 = 2380000мм3
m5 = 2380000/1000*7,8 = 18564 г = 18,564 кг;
m=m1×6+ m2×4+ m3×2+ m4×4+ m5×2+ m6×2+ m7
m=0,0735×6+ 0,588 ×4+ 0,784 ×2+ 1,225 ×4+ 1,568 ×2+ 0,150 ×2+ 18,564
m=31,261 кг