

3.5 Получение заготовок горячей объемной штамповкой
3.5.1 Общие сведения
Это наиболее распространенный способ получения качественных заготовок для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, вагонов, самолетов, станков, швейных машин и т. д. Более 65% всех поковок и до 25% массы деталей большинства машин изготавливаются из заготовок, полученных горячей объемной штамповкой. Способ эффективен в условиях массового, крупносерийного и серийного производств деталей массой от нескольких грамм до нескольких (до трех) тонн. Более целесообразно изготовление заготовок массой не более 50…100 кг.
Преимущества по сравнению с ковкой:
- возможность получения более сложной формы заготовок и лучшее качество их поверхности (Rz = 80…20 мкм, а после холодной калибровки Rz = 10…1,6 мкм);
- существенно меньшие величины припусков и допусков размеров заготовок, во многих случаях возможность производить обработку только сопрягаемых поверхностей;
- значительно повышается производительность труда.
Недостатки горячей штамповки:
- ограничения по массе получаемых заготовок;
- в случае применения более распространенных открытых штампов дополнительный отход металла в заусенец (облой), масса которого составляет от 10 до 30% массы заготовки;
- большие усилия деформирования по сравнению с ковкой;
- более дорогой и сложный инструмент (штамп), чем универсальный инструмент (бойки) при ковке.
Горячая штамповка производится на нескольких видах прессов, молотов и оборудования: кривошипных горячештамповочных прессах (КГШП), гидравлических прессах, винтовых фрикционных прессах; штамповочных паровоздушных и гидравлических молотах двойного действия, паровоздушных молотах простого действия; высокоскоростных молотах, горизонтально-ковочных машинах (ГКМ), ковочных вальцах, горизонтально-гибочных машинах (бульдозерах), ковочных вальцах и др.
В зависимости от типа штампа штамповка производится в открытых и закрытых штампах (рисунок 3.6), в штампах для выдавливания.
При штамповке в открытом штампе последний остается открытым в процессе деформирования, в зазор между подвижной и неподвижной частью штампа выдавливается металл, образуя заусенец (облой), т. е. технологический припуск. Его назначение – компенсация колебаний исходных заготовок по массе. Этот тип штампа применяется при любой принятой для обработки давлением конфигурации деталей. Его недостатки – увеличение расхода металла и необходимость удаления заусенца в специальных обрезных прессах.
П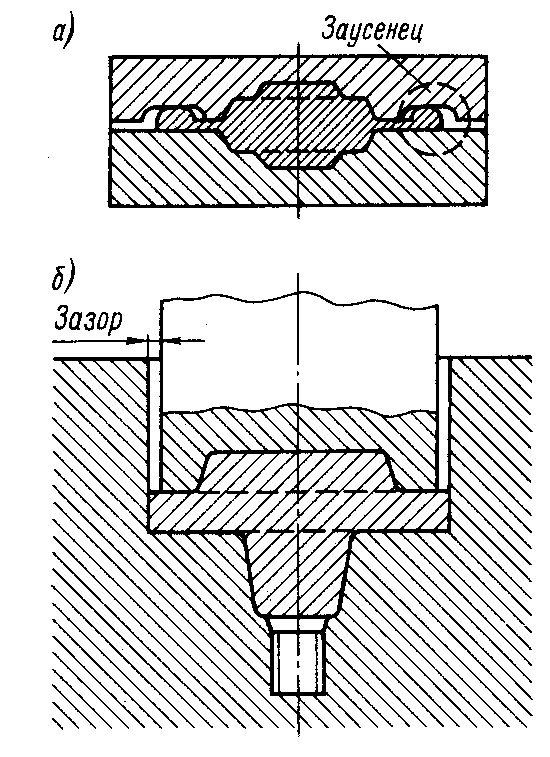 ри
штамповке в
закрытом штампе
штамп в процессе деформирования остается
закрытым, зазор между подвижной и
неподвижной частью остается постоянным
и незначительным по размеру, он только
предохраняет штамп от заклинивания.
Заусенец на поковке не образуется.
ри
штамповке в
закрытом штампе
штамп в процессе деформирования остается
закрытым, зазор между подвижной и
неподвижной частью остается постоянным
и незначительным по размеру, он только
предохраняет штамп от заклинивания.
Заусенец на поковке не образуется.
Рисунок
3.6 – Схема открытой (а)
и закрытой (б)
штамповки
С
Рисунок
3.7 – Схема расположения волокон металла
при открытой (а)
и закрытой (б)
штамповке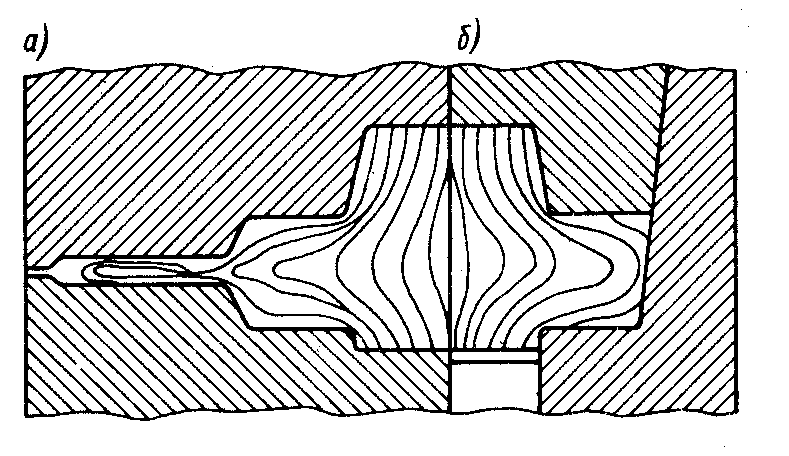
Для получения поковок сложной формы, например, с отверстиями в боковых стенках применяются штампы с разъемными матрицами.
Штамповка в штампах для выдавливания – прогрессивный технологический процесс горячей штамповки, обеспечивающий снижение расхода металла на припуски и допуски (до 30%), получение заготовок, максимально приближенных по форме и размерам к готовым деталям, высокую производительность труда. Схемы штамповки в штампах для выдавливания показаны на рисунке 3.8.
Выдавливание целесообразно для получения поковок типа стержня с фланцем, клапана двигателя, стакана и т. п. Точность поковок может соответствовать 12-му квалитету. Недостатками данного вида штамповки являются высокие удельные усилия деформирования, большие энергозатраты и низкая стойкость штампов.
Рисунок
3.8 – Схемы штамповки прямым (а)
и обратным (б)
выдавливанием:
1 – пуансон;
2 – матрица;
3 – поковка; 4
– выталкиватель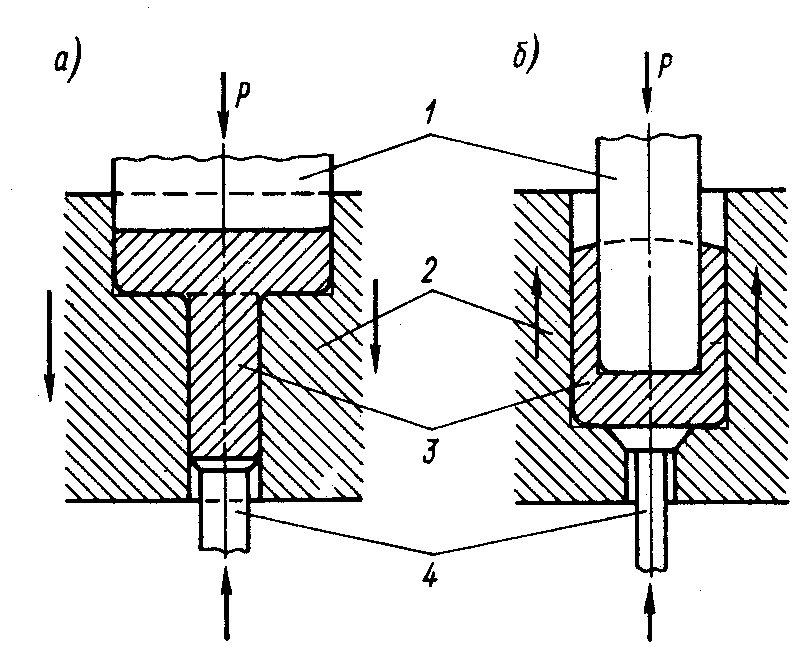
Основные показатели качества заготовок массой до 10 кг, полученных способами горячей объемной штамповки, приведены в таблице 3.3.
Характеристики использования материала при горячей объемной штамповке зависят от типа заготовительного производства и массы штампованных поковок (таблица 3.4).
Таблица 3.3 – Показатели качества заготовок, полученных способами горячей объемной штамповки
Способ горячей штамповки |
Допуск основного размера, мм, или квалитет |
Параметр шероховатости, мкм |
На молотах и прессах |
0,7 …11,0 |
Rz20…60 |
С последующей калибровкой |
IT8…IT12 |
Ra0,32…2,5 |
С высадкой на горизонтально-ковочных машинах |
0,7…3,5 |
Rz20…160 |
Выдавливанием |
0,2…0,5 |
Rz20…80 |
На чеканочных прессах |
IT8…IT14 |
Rz20…80 |
Таблица 3.4 – Значения коэффициента выхода годного для поковок, полученных горячей объемной штамповкой
Производство |
Масса поковок, кг |
|||||
Св. 1,6 до 2,5 |
Св. 2,5 до 4,0 |
Св. 4,0 до 10,0 |
Св. 10,0 до 25,0 |
Св. 25,0 до 63,0 |
Св. 63,0 до 160,0 |
|
Мелко- и среднесерийное |
0,73 |
0,74 |
0,76 |
0,78 |
0,80 |
0,85 |
Крупносерийное |
0,82 |
0,84 |
0,86 |
0,88 |
0,90 |
0,92 |