

Средства измерений и контроля колёсных пар
1. Абсолютный шаблон. Шаблон для измерения проката и толщины гребня колёс.
Срок ревизии - 2 месяца.
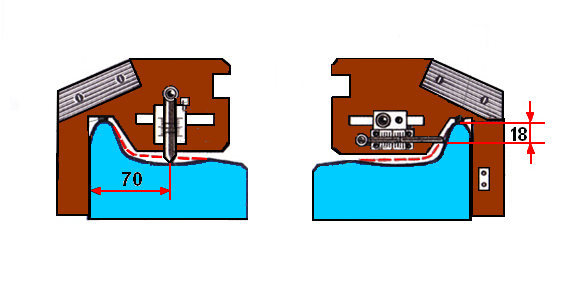
Рис 30.Абсолютный шаблон
2 .
Штихмасс - для замера расстояния между
внутренними гранями бандажа. Срок
ревизии - 2 месяца.
.
Штихмасс - для замера расстояния между
внутренними гранями бандажа. Срок
ревизии - 2 месяца.
Рис 31. Штихмасс
3.Скоба для измерения диаметра колёс по кругу катания колёсных пар. Срок ревизии - 3 месяца.
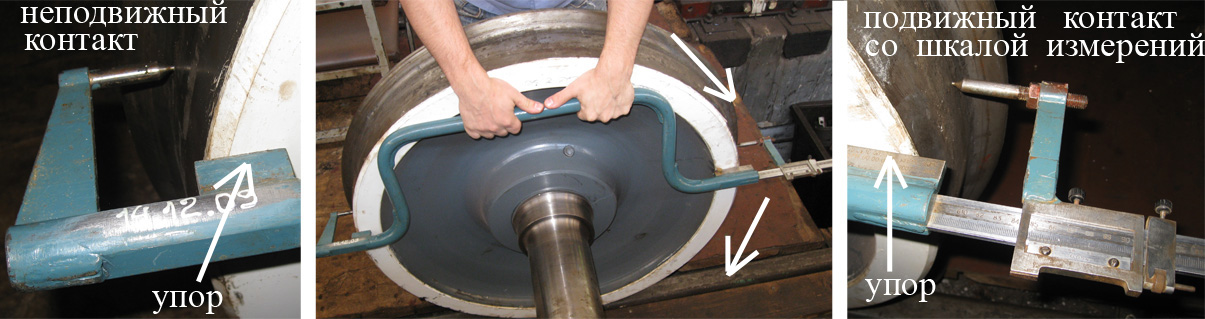
Рис 32. Скоба для измерения диаметра колёс
4.Приспособление для измерения глубины рисок на оси колёсной пары со стрелочным индикатором. Срок ревизии - 6 месяцев.
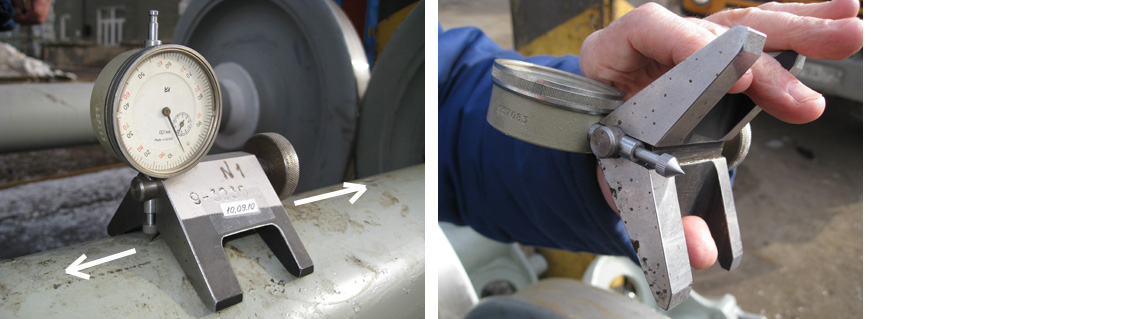
Рис 33. Приспособление для измерения глубины рисок на оси
Максимальный профильный шаблон. Срок ревизии - 6 месяцев.
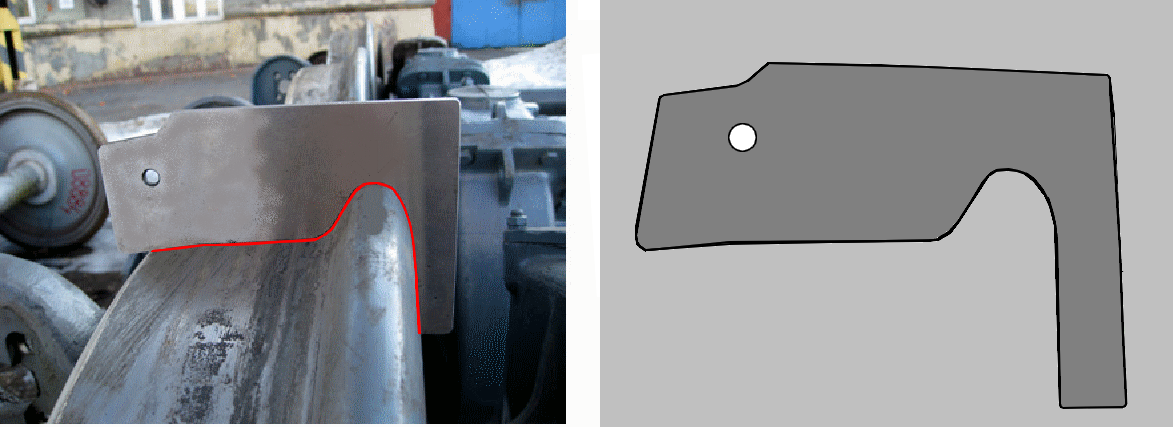
Рис 34. Шаблон максимальный профильный
6.Шаблон для контроля вертикального подреза гребня колеса. Срок ревизии - 6 месяцев.
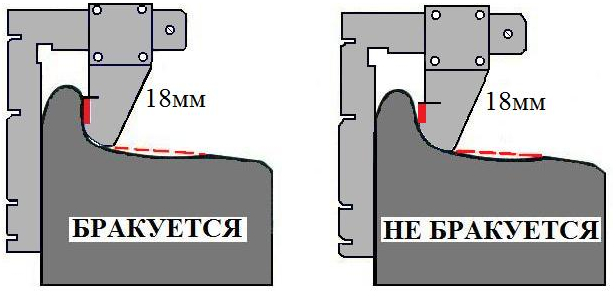
Рис 35. Шаблон ВПГ
7.Штангенциркуль для измерения ширины бандажа. Срок ревизии - 6 месяцев.
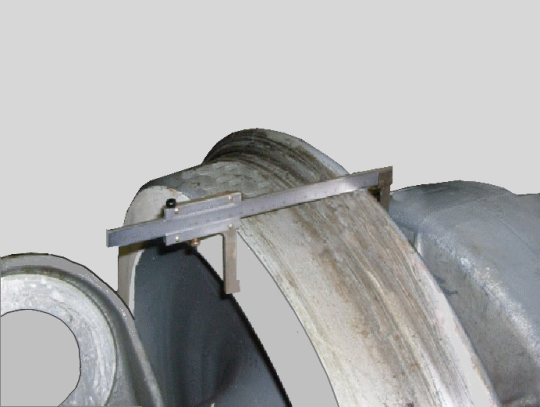
Рис 36.Штангенциркуль
8.Скоба для измерения диаметра колеса под вагоном. Срок ревизии - 6 месяцев.
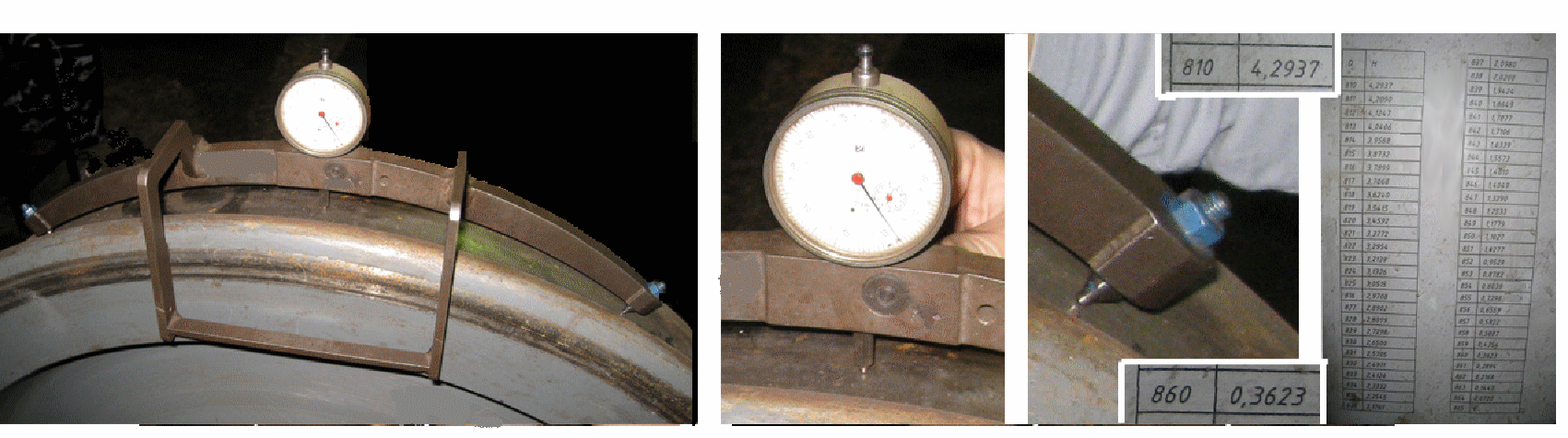
Рис 37. Скоба для измерения диаметра колеса
9.Приспособление со стрелочным индикатором для измерения ползуна. Срок ревизии -12 месяцев.
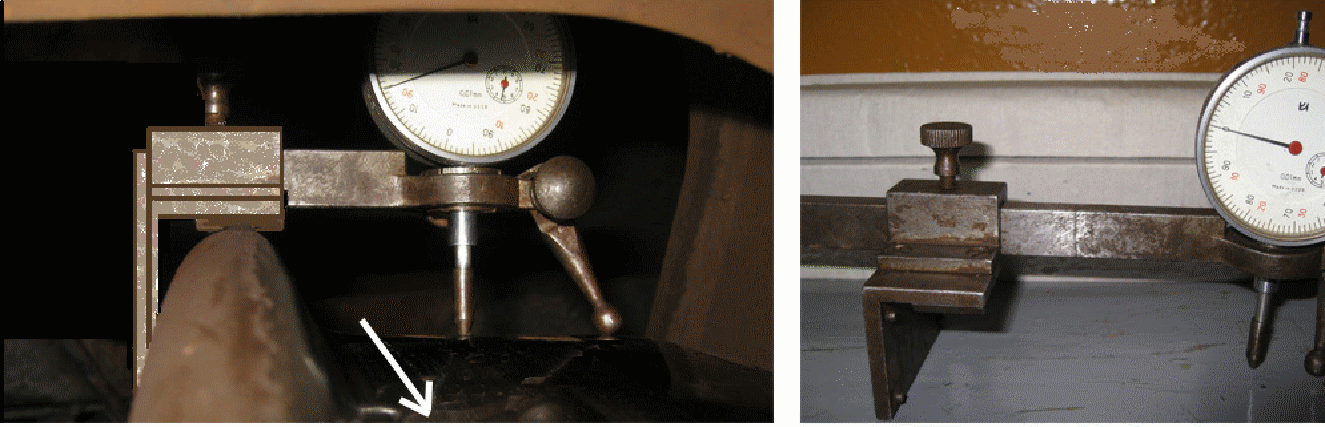
Рис 38. Приспособление со стрелочным индикатором
Штангенциркуль для измерения толщины обода колеса. Срок ревизии - 12 месяцев.
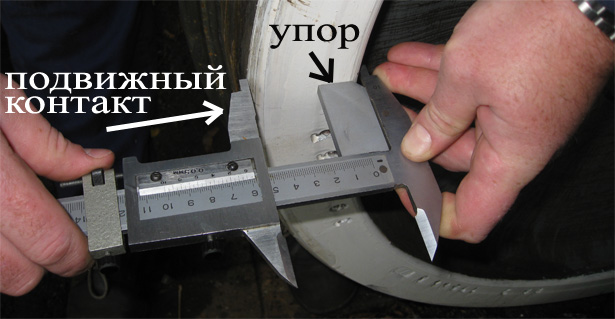
Рис 39. Штангенциркуль
11.Термометры бесконтактного типа ”Кельвин”, “Пирометр”. Срок ревизии - 12 месяцев.

Рис 40. Бесконтактные измерители температуры
Виды дефектоскопии
В целях предупреждения крушений, аварий и неисправностей подвижного состава на линиях метрополитена ответственные детали вагонов в процессе изготовления и ремонта проходят магнитный контроль, который обеспечивает своевременное изъятие из эксплуатации деталей, имеющих на поверхности трещины, угрожающих выходу из строя деталей или узлов.
Электромагнитная дефектоскопия
В