

4.4 Токарні роботи
Режими різання повинні забезпечувати високу якість оброблюваної деталі, найбільшу продуктивність праці і найменшу вартість операції. Глибину різання при чорновій обробці рекомендується приймати більшою, а при чистовій вона визначається в залежності від степені точності і шорсткості поверхні. За вибраною глибиною різання - і діаметром оброблюваної поверхні визначають подачу, співставляючи її з паспортними даними. За знайденими значеннями глибини різання і подачі за допомогою довідника [13, ст. 29-34, карта Т-4] або шляхом розрахунку за формулами визначається швидкість різання (теоретична). При відомій теоретичній швидкості різання можна визначити теоретичну частоту обертання шпинделя, яку необхідно порівняти з паспортними даними верстата і прийняти найбільше значення частоти обертання, допустиму шпинделем верстата. Вибрана подача для чорнового точіння з прийнятою глибиною різання перевіряється за осьовою силою різання Рх і міцністю механізму подачі верстата Рст і визначається за паспортними даними верстата. При цьому повинна бути виконана умова
Рх
![]() Рст.
Рст.
Вибраний режим різання повинен забезпечувати таку умову:
Np Ne,
де Np - потужність різання, кВт; Ne - ефективна потужність верстата, кВт.
4.4.1 Приклад. Визначити норму часу Тн на токарну операцію при виготовленні шворня ЗИЛ-130 (рисунок 4.2). Вихідні дані: матеріал – сталь 18ХГТ, НВ 149-187. Заготовка - пруток D=42 мм. Маса деталі 2 кг, партія - 160 шт.
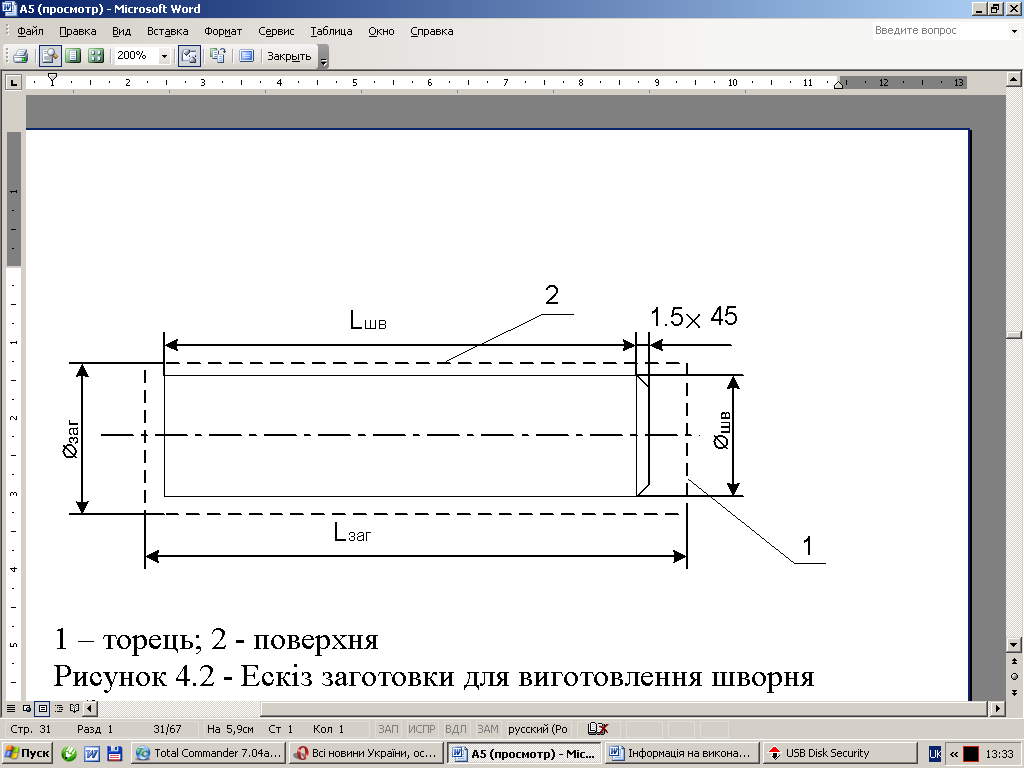
1 – торець; 2 – поверхня
Рисунок 4.2 - Ескіз заготовки для виготовлення шворня автомобіля.
4.4.1.1 Зміст операцій:
Підрізати торець 1.
Проточити поверхню 2 до d=38,2 мм, L=225 мм.
Зняти фаску 1,545о.
Відрізати деталь на L=220 мм.
Послідовність розрахунку.
Враховуючи габарити оброблюваної деталі, вибираємо токарно-гвинторізний верстат 1615 М з врахуванням потужності електродвигуна.
Пристрій - патрон самоцентруючий.
Різальний інструмент - різець 1625 Т5 К10 [14, ст.179, таблиця 35]. Геометрія ріжучої частини інструменту визначається за [14, ст.180, таблиця 36]: головний кут в плані =90о, радіус при вершині різця z=0,5 мм. Вимірювальний інструмент - штангельциркуль.
4.4.1.2 Розміри поверхонь обробки і розрахункова довжина визначаються для кожного переходу за розмірами деталі.
Розрахункова довжина обробки на переходах:
Перехід 1. Діаметр оброблювальної поверхні 42 мм. Тоді L=D/2=42/2=21 мм.
Величина врізання і перебігу різця при =90о, L1,2=4 мм [13, с.300]. Отже, L=21+4=25 мм.
Перехід 2. Довжина оброблюваної поверхні L=225 мм.
Розрахункова довжина обробки L=225+4=229 мм.
Перехід 3. Довжина оброблюваної поверхні L=1,5 мм.
Розрахункова довжина обробки L=1,5+4=5,5 мм.
Перехід 4. Діаметр оброблюваної поверхні d=38,2 мм.
Довжина оброблюваної поверхні L=d/2=38,2/2=19,1 мм.
Розрахункова довжина обробки L=19,1+4=23,1 мм.
4.4.1.3 Глибина різання визначається за величиною припуску на обробку деталі.
Перехід 1. t1=2 мм.
Перехід 2. t2=(D-d)/2=(42-38,9)/2=1,9 мм.
Перехід 3. t3=1,5 мм.
Перехід 4. t4=3 мм.
4.4.1.4 Подача визначається для кожного переходу за [13, ст. 29-34, карта Т-4].
Перехід 1. S1=0,4 мм.
Перехід 2. S2=0,4 мм.
Перехід 3. S3=0,4 мм.
Перехід 4. S4=0,3 мм.
Після цього подача уточнюється згідно паспортних даних верстата, де переходи 1, 2, 3 і 4 Sо=0,39 мм/об.
4.4.1.5 Швидкість різання визначається для кожного переходу [13, ст. 29-34, карта Т-4], де переходи 1, 2, 3 і 4 V=115 м/хв.
4.4.1.6 Знаючи швидкість різання, визначаємо частоту обертання шпинделя за формулою
![]() .
.
Переходи 1 і 2
![]() об/хв.
об/хв.
Переходи 3 і 4
![]() об/хв.
об/хв.
Знайдену частоту обертання шпинделя коригують з фактичними паспортним даними верстата nф=613 об/хв.
Фактична швидкість різання
![]() м/хв.
м/хв.
Переходи 1 і 2
![]() м/хв.
м/хв.
Переходи 3 і 4
![]() м/хв.
м/хв.
4.4.1.7 Сила різання
![]() ,
кгс, [13,
ст. 35-37, карта Т-5]
,
кгс, [13,
ст. 35-37, карта Т-5]
![]() кгс.
кгс.
4.4.1.8 Потужність різання
![]() кВт.
кВт.
Прийнявши к.к.д. верстата =0,85
![]() кВт.
кВт.
Потужність електродвигуна верстата 1615 М рівна Ne= 2,2 кВт. Отже, потужність верстата допускає обробку деталі з прийнятим режимом різання.
Коефіцієнт використання потужності верстата
![]() .
.
Необхідно, щоб коефіцієнт використання потужності верстату наближався до одиниці, оскільки це викликано економічною доцільністю.
4.4.1.9 Розрахунок машинного (основного) часу
![]() ,
хв.,
,
хв.,
де
- довжина оброблюваної поверхні деталі,
мм;
![]() - величина врізання різця, мм;
- величина врізання різця, мм;
![]() - величина перебігу різця, мм; L
- повна величина проходу різця, мм; n
- частота обертання деталі, об/хв; So
- подача, мм/об; і
- кількість переходів.
- величина перебігу різця, мм; L
- повна величина проходу різця, мм; n
- частота обертання деталі, об/хв; So
- подача, мм/об; і
- кількість переходів.
Перехід 1
![]() хв.
хв.
Перехід 2
![]() хв.
хв.
Перехід 3
![]() хв.
хв.
Перехід 4
![]() хв.
хв.
Всього:
![]() хв.
хв.
4.4.1.10 Допоміжний час визначається за таблицями для кожного переходу:
а) допоміжний час на установку і зняття деталі [9, ст. 131, таблиця 70] tдоп=0,47 хв.
б) допоміжний час, пов'язаний з переходами [9, ст. 131-132, таблиця 71].
Перехід 1 tдоп=0,1 хв.
Перехід 2 tдоп= 0,42+0,08=0,5 хв.
Перехід 3 tдоп=0,16 хв.
Перехід 4 tдоп=0,16+0,08=0,24 хв.
Допоміжний час, пов'язаний з контрольними вимірюваннями [14, ст. 194-195, таблиця 53].
Перехід 2 tдоп=0,1 хв.
Перехід 4 tдоп=0,16 хв.
Допоміжний час на операцію
![]() хв.
хв.
4.4.1.11 Додатковий час приймається у відсотках від оперативного часу 4,6 % [9, с.133]
![]() хв.
хв.
4.4.1.12 Штучний час
Тшт=tм+tдоп+tд=1,11+1,79+0,13=3,03 хв.
4.4.1.13 Підготовчо-заключний час визначається за [9, ст. 134, таблиця 72]
tп-з=6,6+2,4=9 хв.
4.4.1.14 Технічна норма часу
Т=Тшт+![]() хв.
хв.