

2.3 Класифікація витрат робочого часу
2.3.1 Особливості нормування ремонтних робіт.
Згідно класифікації витрат робочого часу на виробничу роботу (рисунок 2.1) норма часу визначається на операцію, яка є частиною технологічного процесу, що здійснюється на одному робочому місці одним або декількома робітниками над відповідним виробом.
Відповідно до схеми, зображеної на рисунку 2.1, технічна норма часу Тн на операцію складається з двох частин
Тн = tп-з + Тшт,
де tп-з - підготовчо-заключний час, хв.; Тшт - штучний час, хв.
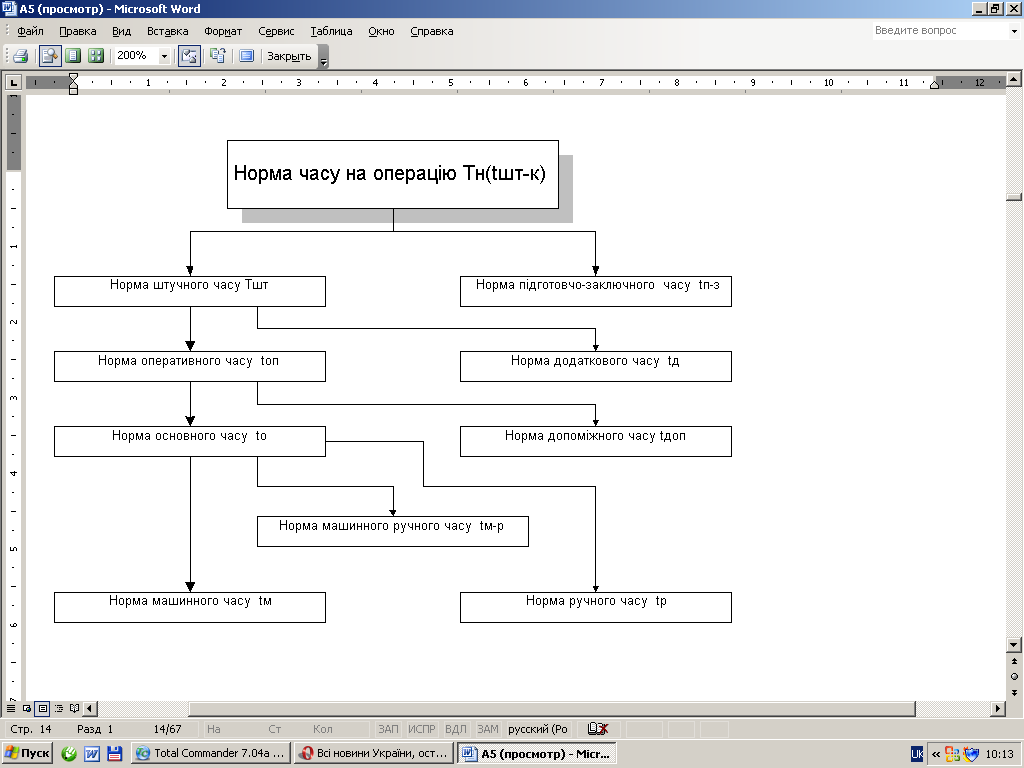
Рисунок 2.1 - Схема класифікації витрат робочого часу
на виробничу роботу
В [3, с.424; 4, с.13, 54] Тн позначають tшт-к (штучно-калькуляційний час).
Підготовчо-заключним часом називається час, який витрачаєть працівник на ознайомлення з робочим кресленням, отримання заготовок, деталей, здавання деталей та виконання дій, які пов'язані з підготовкою та завершенням заданої роботи.
Особливістю підготовчо-заключного часу є те, що його витрачає працівник один раз для виконання партії оброблюваних деталей і його тривалість не залежить від кількості деталей в партії. Підготовчо-заключний час вибирається з довідкових даних.
Штучний час складається з двох частин - оперативного tоп і додаткового tд
Тшт= tоп + tд.
Оперативний час - час протягом якого здійснюється виробнича робота, пов'язана з виконанням даної операції
tоп = to + tдоп.
Додатковий час (обслуговування робочого місця, відпочинок і природні потреби робітника) витрачається працівником на догляд за робочим місцем протягом виконання даної роботи.
Цей час встановлюється у відсотках від оперативного часу залежно від складності роботи
tд = (5...10)% tоп.
Допоміжний час (tдоп) - час, який витрачається робітником на дії, пов'язані з забезпеченням виконання основної технологічної роботи. Він включає: встановлення, кріплення деталі, управління механізмами верстата, вимірювання і зняття деталі. Допоміжний час визначається за довідниковими даними. Для наближених розрахунків можна використати співвідношення [4, с.13, 54] tдоп=(15...60)%tо.
Основний (технологічний) час (tо) - час, який необхідний на безпосередню зміну геометричної форми, розмірів і властивостей оброблюваної деталі або зміну взаємного розміщення частин виробу (розбирально-складальні роботи).
Основний час може бути: машинним - обточування вала; машинно-ручним - підрізанням торця, зняття фаски з ручної подачі; ручним - слюсарні роботи.
Аналітичну норму штучного часу можна представити
Тшт = tд + tо + tдоп.
Технічна норма часу визначається за формулою
![]()
де z - кількість деталей (виробів) в партії, шт.
2.4 Технічне нормування розбирально-складальних робіт
Комплекс розбирально-складальних робіт включає такі операції: переміщення деталей, вузлів і агрегатів, складання і розбирання, базування, балансування, застебування, закріплення, запресовування, клепання, зварювання, контрення, маркірування, пломбування, склеювання, стопоріння, згвинчування, встановлення, центрування, штифтування, шплінтування, розпресовування, розшплінтовування, розштифтовування, розпломбовування, розгвинчування та інші.
Особливістю методики нормування розбирально-складальних робіт є схожість операцій, які залежно від габаритних розмірів, шорсткості поверхні, натягу посадки спряжень та іншого відрізняються часом складання-розбирання виробу. У практиці виробництва та ремонту автомобілів використовують декілька методів визначення основного часу на розбирально-складальні роботи. Основний час на вказані роботи можна вибирати за статистичними даними та даними діючих підприємств і зведеними в нормативні таблиці, які отримують шляхом хронометражу або фотографії (нагляду).
Другий метод передбачає використання залежності зміни основного часу від параметрів кріпильних елементів (див. додаток А). В даному випадку основний час tо на складальні роботи на основі емпіричних залежностей можна нормувати з похибкою (5...15)%.
Використовуючи рекомендації [4, с.12], можна скласти план визначення технічної норми часу на складання-розбирання виробу:
2.4.1 Вивчають конструкцію вузла і технологічний процес складання, при цьому складають загальний план операцій та технологічну схему складання (розбирання) вузла.
2.4.2 Вибирають обладнання, пристрої та інструмент в залежності від програми випуску виробів.
2.4.3 За емпіричними залежностями (додаток А) для кожного виду дії визначають основний (технологічний) час toi.
2.4.4 Для кожного виду дії знаходять оперативний час toпi, що витрачається на i-ту складальну (розбиральну) операцію з урахуванням допоміжного часу, який становить (15...60)% від основного часу
toпi = toi + tдопi = toi + (0,15...0,6)toi.
2.4.5 Визначають загальний оперативний час toп
toп
=
![]() toп,
toп,
де k - кількість складальних одиниць нижчого порядку.
2.4.6 За оперативним часом toп визначають додатковий час tд на складальні операції, який становить (6...10)%toп
tд = (0,06...0,10)toп.
2.4.7 Знаходимо підготовчо-заключний час tп-з, який становить (3...6)%toп
tп-з = (0,03...0,06)toп.
2.4.8 Норма штучного часу становить (рисунок 2.1)
tшт = toп + tд = toп + (0,06...0,10)toп.
2.4.9 Технічна норма часу на складання визначається за формулою
де z - кількість виробів в партії, шт.
2.4.10 Розрахунок часу ведеться у хвилинах.