

МІНІСТЕРСТВО ОСВІТИ І НАУКИ,
МОЛОДІ ТА СПОРТУ УКРАЇНИ
Івано-Франківський національний технічний університет
нафти і газу
Кафедра нафтогазового технологічного транспорту
І. М. Богатчук, І. Б. Прунько
ОСНОВИ ТЕХНОЛОГІЇ
ВИРОБНИЦТВА ТА РЕМОНТУ АВТОМОБІЛІВ
ПРАКТИКУМ
Івано-Франківськ
2012

УДК 629.33.081.4
ББК 39.33-06-083
Б-73
Автори:
І. М. Богатчук, І. Б. Прунько
Р е ц е н з е н т:
Дмитренко В. С. – кандидат технічних наук, доцент кафедри нафтогазового технологічного транспорту Івано-Франківського національного техніч-ного університету нафти і газу
Рекомендовано методичною радою університету
(протокол № 17 від 18 квітня 2012 р.)
Богатчук І. М., Прунько І. Б.
Б-73 Основи технології виробництва та ремонту автомобілів: практикум / І. М. Богатчук, І. Б. Прунько. — Івано-Франківськ: ІФНТУНГ, 2012. — 64 с.
МВ 02070855- 3751 -2012
Практикум призначений для допомоги студентам напряму підготовки 6.070106 "Автомобільний транспорт" при виконанні практичних робіт з дисципліни "Основи технології виробництва та ремонту автомобілів ".
Практикум рекомендований для студентів денної та дистанційної форм навчання технічних спеціальностей вищих навчальних закладів освіти.
УДК 629.33.081.4
ББК 39.33-06-083
МВ 02070855- 3751-2012
© Богатчук І. М., Прунько І. Б.
© ІФНТУНГ, 2012
Зміст
Загальні методичні вказівки 4
Практична робота № 1 Технологічний процес складання (розбирання) вузла 5
Практична робота № 2 Технічне нормування розбирально-складальних робіт 13
Практична робота № 3 Нормування ремонтних робіт (слюсарних, ковальських, малярних, зварювальних та інших) 20
Практична робота № 4 Розрахунок режимів різання і часу на механічну обробку деталей 26
Практична робота № 5 Розробка технологічного процесу відновлення деталей 37
Практична робота № 6 Оформлення документів та технологічний процес відновлення деталей 46
Перелік рекомендованих джерел 57
Додаток А Нормування основного часу складальних дій 58
Додаток В Норми часу ремонтних робіт 59
Загальні методичні вказівки
Студента допускають до практичних робіт тільки після проходження інструктажу з техніки безпеки в аудиторії основ ремонту АТЗ.
Виконувати конкретну практичну роботу студент може лише за умови задовільної оцінки його підготовленості із даної теми і наявності правильно підготовленого до заняття звіту.
При домашній підготовці до практичного заняття студент повинен знати лекційний матеріал з даної теми, в тому числі питання з рекомендованої літератури з таким розрахунком, щоб на занятті закріпити теоретичні знання шляхом практичного засвоєння набутих знань.
Ступінь підготовки студент може перевірити за контрольними питаннями, наведеними в кінці вказівок до кожної практичної роботи.
Отримавши завдання на виконання роботи, студент повинен ознайомитися з практичною роботою, документами, вихідними даними, порядком виконання завдання, та іншим.
Після виконання роботи слід повністю оформити звіт, дати загальні висновки до звіту і представити його викладачу на підпис.
Студентові, який не вклався в виділений час і не представив до кінця даного заняття готовий звіт, роботу він зобов'язаний виконувати в інший час і представити на наступному занятті.
Під час виконання практичної роботи студенти зобов'язані стежити за підтримкою порядку і чистоти в аудиторії.
Заборонено під час пари:
- перебувати в аудиторії в верхньому одязі (куртка, пальто, плащ і т.п.) або зберігати його в аудиторії;
- виносити з аудиторії прилади, інструмент, деталі, вузли і т.п. і заносити сторонні предмети;
- відвертати увагу інших студентів розмовами;
- дотримуватись правил техніки безпеки.
Практична робота № 1 Технологічний процес складання (розбирання) вузла
1.1 Мета роботи
Засвоїти побудову схем складання складових частин машин, технологічної схеми та операційної карти технологічного процесу складання (розбирання).
1.2 Обладнання робочого місця
1.2.1 Робоче креслення вузла.
1.2.2 Специфікація деталей, з яких складається вузол.
1.2.3 Річна виробнича програма.
1.2.4 Довідкова література та нормативні дані з обладнання, пристроїв, інструментів і технічного нормування.
1.3 Зміст роботи
1.3.1 Виконати карту ескізів, опис виробу та його призначення.
1.3.2 Скласти план і послідовність операцій складання (розбирання) складальної одиниці або виробу (за вказівкою викладача).
1.3.3 Привести технологічну схему складання (розбирання) виробу (складальної одиниці).
1.3.4 Скласти операційну карту технологічного процесу складання виробу.
1.3.5 Зробити висновки.
1.4 Короткі теоретичні дані
1.4.1 Опис технологічних документів.
Залежно від призначення технологічні документи поділяють на основні та допоміжні.
До основних належать документи, що містять інформацію, потрібну для розв`язання інженерно-технічних, планово-економічних та організаційних завдань, і повністю визначають технологічний процес виготовлення (ремонту) виробу.
До допоміжних належать документи, які використовують під час розробки, впровадження та функціонування технологічних процесів.
Основні технологічні документи, в свою чергу, поділяються на документи загального та спеціального призначення.
До документів загального призначення належить титульний аркуш (ТА), карта ескізів (КЕ) і технологічна інструкція (ТІ).
Титульний аркуш є елементом оформлення документів технологічного процесу виготовлення (ремонту), складання (розбирання) виробу. Він є першим аркушем при виконанні технологічної частини роботи і виконується на формах 1…4 за ГОСТ 3.1105-84.
Карта ескізів – це графічний документ, що містить схеми, таблиці і призначений для пояснення виконання технологічного процесу виготовлення (ремонту), складання (розбирання) виробу. Її розробляють для операцій та переходів.
Зображувати виріб на КЕ треба в робочому положенні його на операції. На КЕ вказують за стандартами ЄСКД розміри, граничні відхилення, характер спряження, позначення шорсткості, баз, опор, затискачів, встановлювально-затискних пристроїв, технічні умови операції, для якої розроблено ескіз. Оброблювані і спряжувані поверхні показують потовщеною лінією (2S). Кількість зображень на КЕ має бути достатньою для розуміння виконуваної дії. Технічні умови, графіки та таблиці слід розміщати на вільній частині КЕ праворуч чи внизу зображення виробу. Карту ескізів виконують на формах 6…8 за ГОСТ 3.1105-84.
Технологічна інструкція призначена для описування технологічних процесів, методів і прийомів, що повторюються під час виготовлення (ремонту), складання (розбирання) виробів, правил експлуатації технологічного обладнання, пристроїв та інструмента, різних розрахунків тощо. Оформлення ТІ здійснюється на формах 5 і 5а за ГОСТ 3.1105-84.
Документами спеціального призначення є: маршрутна карта (МК); операційна карта (ОК); карта технологічного процесу (КТП); карта типового (групового) технологічного процесу (КТТП); комплектувальна карта (КК); карта налагоджування (КН); відомість оснастки (ВО); технологічна відомість (ТВ) та ін.
Маршрутна карта – обов`язковий документ, призначений для описування всього ТП виготовлення чи ремонту виробів у технологічній послідовності виконання операцій із зазначенням обладнання, пристроїв, інструмента, матеріальних і трудових нормативів. Маршрутні карти виконують на формах 1…6 за ГОСТ 3.1118-82. Операції нумерують арабськими цифрами, наприклад: 05, 10, 15 ... або 005, 010, 015 ...
Операційна карта призначена для описування технологічної операції із зазначенням послідовності виконання переходів, даних про засоби технологічного оснащення, режими, параметри обробки та трудові затрати. Залежно від виду операції ОК виконують на формах 2,3,8…15 за стандартами ЄСКД. Переходи нумерують числами натурального ряду 1,2,3,…При визначенні операцій необхідно керуватись термінами ГОСТ 17420-72 ЄСТПВ.
1.4.2 Технологічний процес складання.
Технологічний процес складання – це сукупність операцій зі з`єднання в визначеній послідовності для отримання складальної одиниці чи виробу, які повністю відповідають встановленим вимогам.
Види виробів діляться на неспецифічні (деталі) і специфічні (складальні одиниці, комплекси, комплекти). Деталь (ГОСТ 2.101-68) – це виріб, виготовлений із однорідного за назвою і маркою матеріалу без використання складальних операцій.
Складальна одиниця – це виріб, складові частини якого підлягають з`єднанню на підприємстві складальними операціями.
Вузлом називається складальна одиниця, яка може складатися окремо від інших складових частин виробу чи виробу в цілому і виконувати визначену функцію в виробах одного призначення тільки сумісно з іншими складовими частинами.
Технологічна схема процесу складання – це умовне зображення послідовності вміщення окремих деталей, складальних груп і підгруп у складення із за значенням контрольних і додаткових операцій, які виконують під час складання.
Розрізняють розгорнуту та збільшену схеми технологічного процесу складання виробу. Схема складання називається розгорнутою, якщо всі складові елементи виробу розчленовані і подані умовно у вигляді окремих деталей, показано усі контрольні операції та наведено додаткові пояснення. Розгорнуту схему виконують для нескладних виробів чи складальних груп. Схема складання називається збільшеною, якщо всі складові елементи виробу (або їх частина) не розчленовані на підгрупи та окремі деталі. Збільшені схеми доцільно будувати для складних машин і агрегатів, таких як автомобіль, двигун, задній міст та інші, із зазначенням контрольних операцій, які виконують під час загального складання виробу.
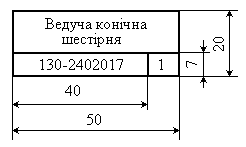
Рисунок 1.1 – Зразок побудови прямокутників схеми складання
Елементи виробу позначають на схемі складання прямокутником (рисунок 1.1), який поділено на три частини. У верхній частині зазначають назву деталі за каталогом або номер складальної групи, в лівій нижній частині – індекс, номер деталі за каталогом або номер складальної групи чи підгрупи в порядку вміщення в складення чи номер позиції на складальному кресленні; у правій нижній частині – кількість деталей (груп, підгруп), що вміщуються в складення при виконанні даної операції.
Схема складальних груп становить умовне зображення послідовності вміщення складальних груп у складення в найзагальнішому вигляді, без підгруп і деталей, без додаткових вказівок на виконання операцій.