

Электрохимическая обработка металлов
 Если
в сосуд с токопроводящей жидкостью
ввести твердые проводящие пластинки
(электроды) и подать на них напряжение,
возникает электрический ток. Такие
токопроводящие жидкости называются
проводниками второго рода или
электролитами. К их числу относятся
растворы солей, кислот или щелочей в
воде (или в других жидкостях), а также
расплавы солей.
Если
в сосуд с токопроводящей жидкостью
ввести твердые проводящие пластинки
(электроды) и подать на них напряжение,
возникает электрический ток. Такие
токопроводящие жидкости называются
проводниками второго рода или
электролитами. К их числу относятся
растворы солей, кислот или щелочей в
воде (или в других жидкостях), а также
расплавы солей.
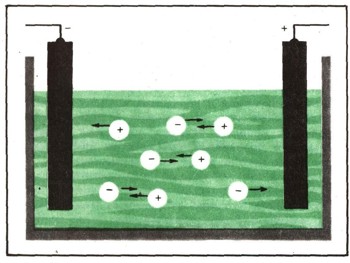
Схема электролиза.
Схема электрохимической обработки отверстий сложных конфигураций в деталях.
Носителями тока в электролитах служат положительные и отрицательные частицы - ионы, на которые расщепляются в растворе молекулы растворенного вещества. При этом положительно заряженные ионы движутся к отрицательному электроду - катоду, отрицательные - к положительному электроду - аноду. В зависимости от химической природы электролита и электродов эти ионы либо выделяются на электродах, либо вступают в реакцию с электродами или растворителем. Продукты реакций либо выделяются на электродах, либо переходят в раствор. Это явление получило название электролиза.
Электролиз широко применяется в промышленности для изготовления металлических слепков с рельефных моделей, для нанесения защитных и декоративных покрытий на металлические изделия, для получения из расплавленных руд металлов, для очистки металлов, для получения тяжелой воды, в производстве хлора и др.
Одна из новых областей промышленного применения электролиза - электрохимическая размерная обработка металлов. Она основана на принципе растворения металла под действием тока в водных растворах солей.
 Светолучевой
станок для обработки алмазных фильтр.
Светолучевой
станок для обработки алмазных фильтр.
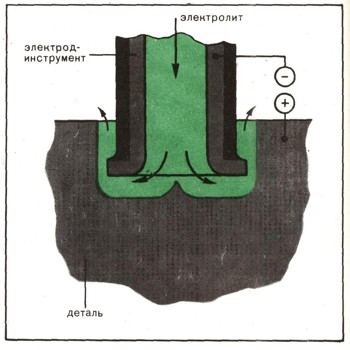
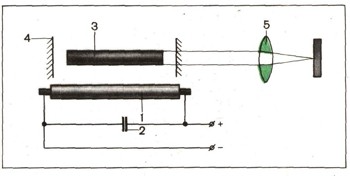
Схема оптического квантового генератора : 1 - импульсная лампа ; 2 - конденсатор; 3 - рубин; 4 - параллельные зеркала; 5 - линза.
При электрохимической размерной обработке электроды располагают в электролите на очень близком расстоянии друг от друга (50-500 мкм). Между ними под давлением прокачивают электролит. Благодаря этому металл растворяется чрезвычайно быстро, и если поддерживать постоянным расстояние между электродами, то на заготовке (аноде) можно получить достаточно точное отображение формы электрода-инструмента (катода). Таким образом, с помощью электролиза можно сравнительно быстро (быстрее, чем механическим методом) изготавливать детали сложной формы, разрезать заготовки, делать в деталях отверстия или пазы любой формы, затачивать инструмент и т. д.
К преимуществам электрохимического метода обработки следует отнести, во-первых, возможность обрабатывать любые металлы, независимо от их механических свойств, во-вторых, то, что электрод-инструмент (катод) в процессе обработки не изнашивается.
Электрохимическая обработка производится на электрохимических станках. Их основные группы: универсальные копировально-прошивочные - для изготовления штампов, пресс-форм и других изделий сложной формы; специальные - для обработки лопаток турбин; заточные и шлифовальные - для заточки инструмента и плоского или профильного шлифования труднообрабатываемых металлов и сплавов.