

5.5.4. Клиновой стык.
Клиновой стык (рис. 5.39.) состоит из двух цилиндрических корпусов, сочлененных между собой посадкой по гладкой цилиндрической поверхности, и представляет собой телескопическое соединение, содержащее втулочную и стержневую части с кольцевыми канавками для размещения в них запорных элементов - клиньев, создающих осевой натяг в соединении между блоками. В охватывающем элементе стыка в радиальном направлении выполнены три прямоугольных паза для установки клиньев и прокладок.
Для предотвращения углового перемещения корпусов относительно друг друга вокруг оси, в охватываемой части стыка предусмотрен цилиндрический фиксатор, а в охватывающей части стыка имеется паз, выполненный по соответствующей посадке на фиксаторе. В комплект стыка входят 6 клиньев и 12 прокладок.
Установка запорных элементов - клиньев осуществляется пневмопистолетом, оснащенным спецнасадками, при давлении воздуха 4 атм.
Д ля
исключения появления деформаций и
механических повреждений элементов
соединения, данный стык рекомендуется
применять в конструкциях корпусов
изделия, изготовленных из материала с
в
> 70кгс/мм2.
ля
исключения появления деформаций и
механических повреждений элементов
соединения, данный стык рекомендуется
применять в конструкциях корпусов
изделия, изготовленных из материала с
в
> 70кгс/мм2.
Рис.5.40.
Глава 5.6. Неразъемные соединения.
Находят широкое применение при изготовлении обтекателей, экранов, п\ящиков, АПУ,АКУ, отдельных узлов и т.п. Эти соединения характеризуются неизменным положением собранных деталей и узлов относительно друг дуга . К таким соединениям относятся клёпка, сварка, пайка и склеивание. Выбор того или иного вида соединений зависит от конструкции устройства, применяемых материалов и условий работ изделия. Качество неразъёмных соединений в значительной степени зависит от совершенства техпроцесса, оборудования и инструмента. Лучшие показатели получаются при механизации техпроцесса и его автоматизации (постоянство режимов).
5.6.1. Клёпанные соединения.
Процесс клепки широко применяется в авиационной промышленности и относится к трудоёмким процессам. Характеризуется большим объёмом ручных работ и состоит из следующих операций: 1)сверление отверстий,2) зенкование или штамповка гнезда под потайную головку, 3)установка заклёпки 4) формирование замыкающей головки заклёпки,5)контроль Рис.5.41.
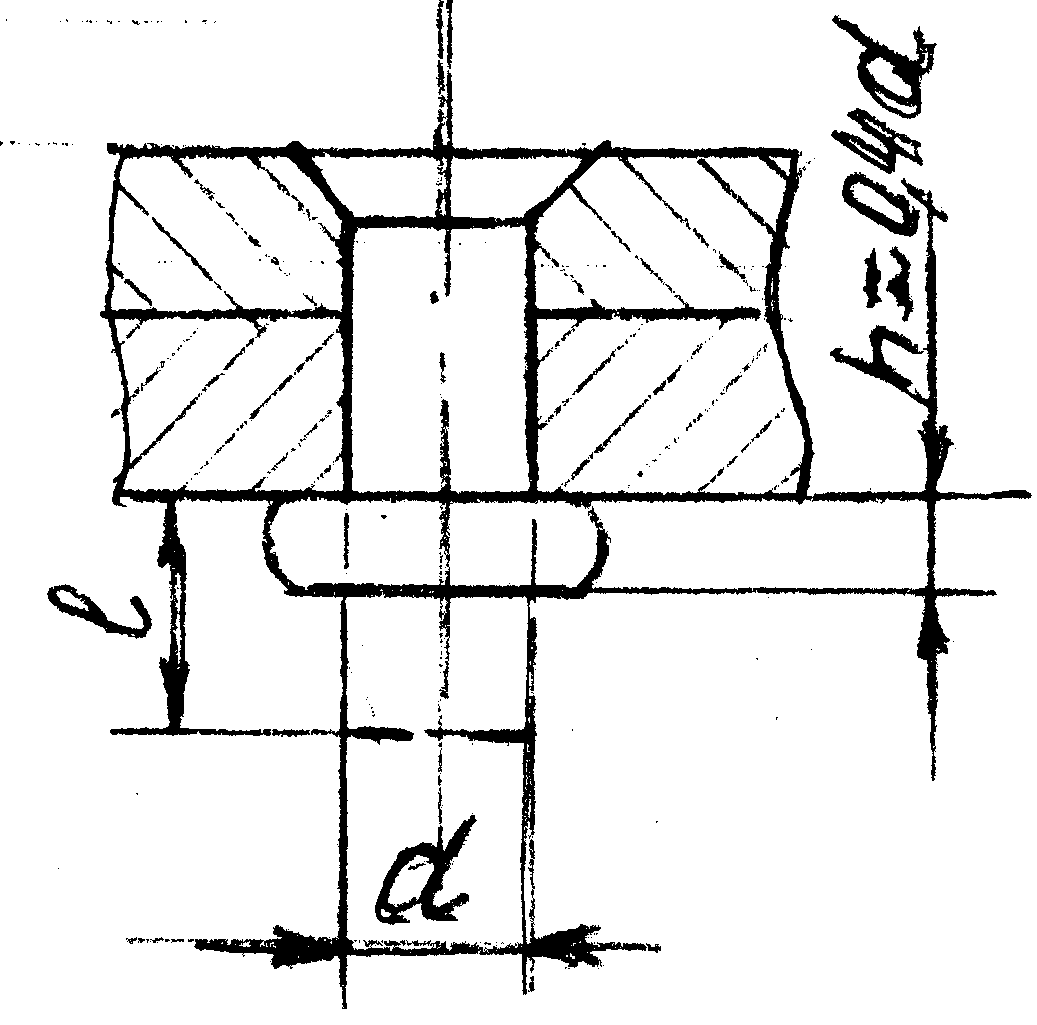
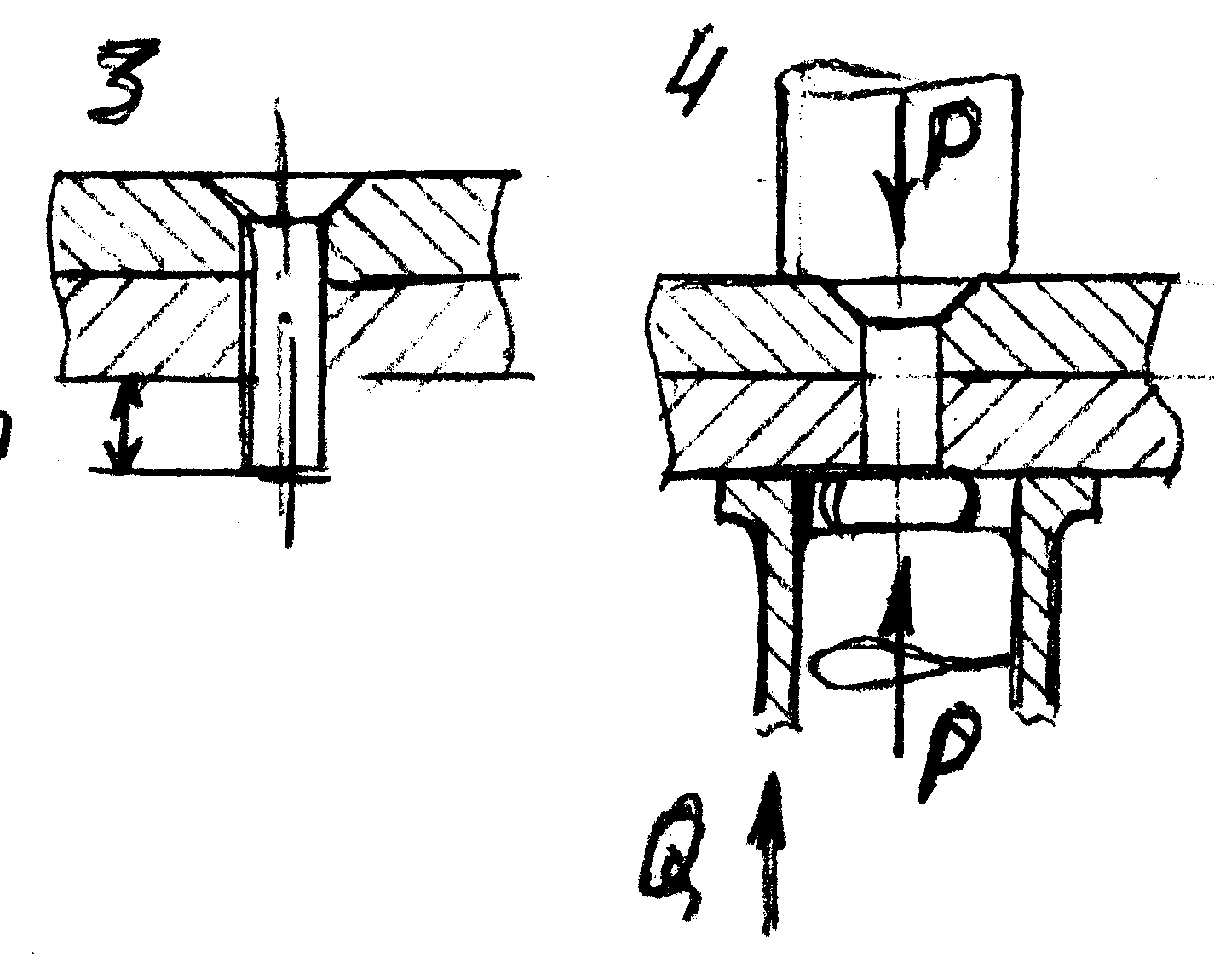
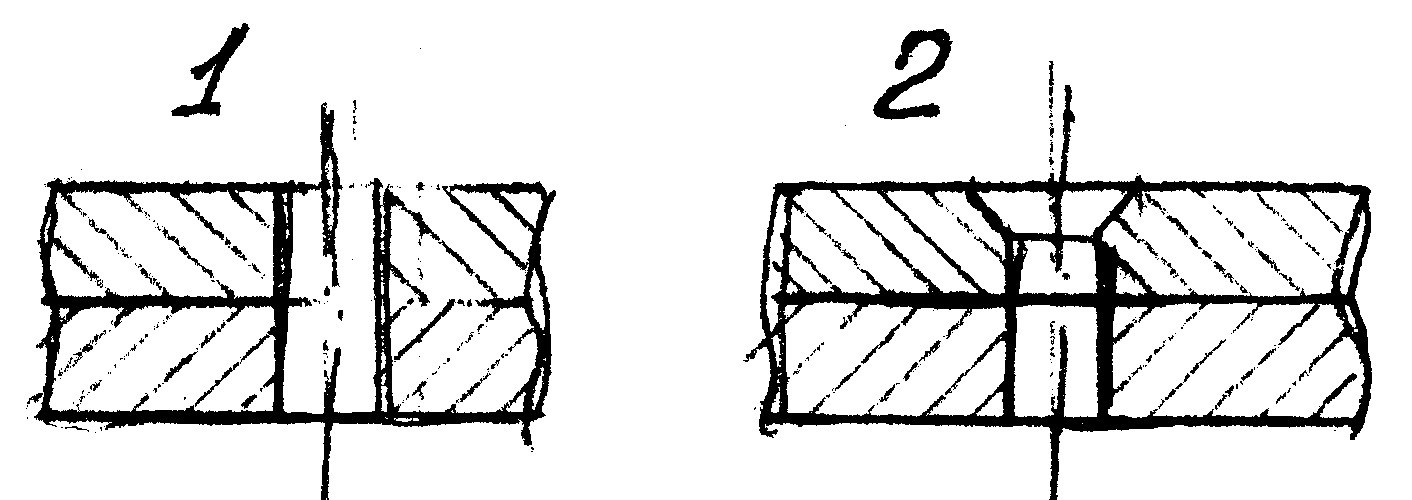
Рис.5.41
Соединяемые детали плотно прижимают друг к другу усилием Q и формируют замыкающую головку. Величина выступающей части заклёпки = 1,2d.
Заклепки изготавливают из алюминиевых сплавов, сплавов на основе меди и сталей с выступающей, полупотайной или потайной головками.
Обычно применяется холодная клёпка , которая обеспечивает лучшее заполнение отверстия стержнем заклёпки и не снижает механических свойств материала, а также облегчает производство самих работ. Как правило, в конструкции, заклёпки работают на срез.
Заклепки с потайной головкой применяют в соединениях находящихся в воздушном потоке, что позволяет снизить аэродинамическое сопротивление.
О беспечение
надежного крепления листового материала
заклёпками с потайной головкой достигается
при выполнении следующих условий.
Толщина листа
больше или равна высоте h головки. В
случае если
меньше
h необходимо сделать выдавку под головку
заклёпки. (рис.5.42,)
беспечение
надежного крепления листового материала
заклёпками с потайной головкой достигается
при выполнении следующих условий.
Толщина листа
больше или равна высоте h головки. В
случае если
меньше
h необходимо сделать выдавку под головку
заклёпки. (рис.5.42,)
Рис 5.42.
Для сверления и зенкования отверстий в панелях больших габаритов, с большим количеством отверстий, используют специальные сверлильно-зенковальные станки. Длина заклёпки определяется толщиной пакета соединяемых деталей и выступающей части .Величина l =1.3d диаметра заклёпки при этом высота замыкающей головки будет h=0.4d,в каждом конкретном случае, величина определяется формой замыкающей головки.
Для образования замыкающей головки применяется ударная или прессовая клёпка. При ударной клёпке в качестве рабочего инструмента применяют пневматические молотки и поддержки, при прессовой - пресс и специальные приспособления. На схеме Рис 5.43. приведена схема основных методов клёпки.
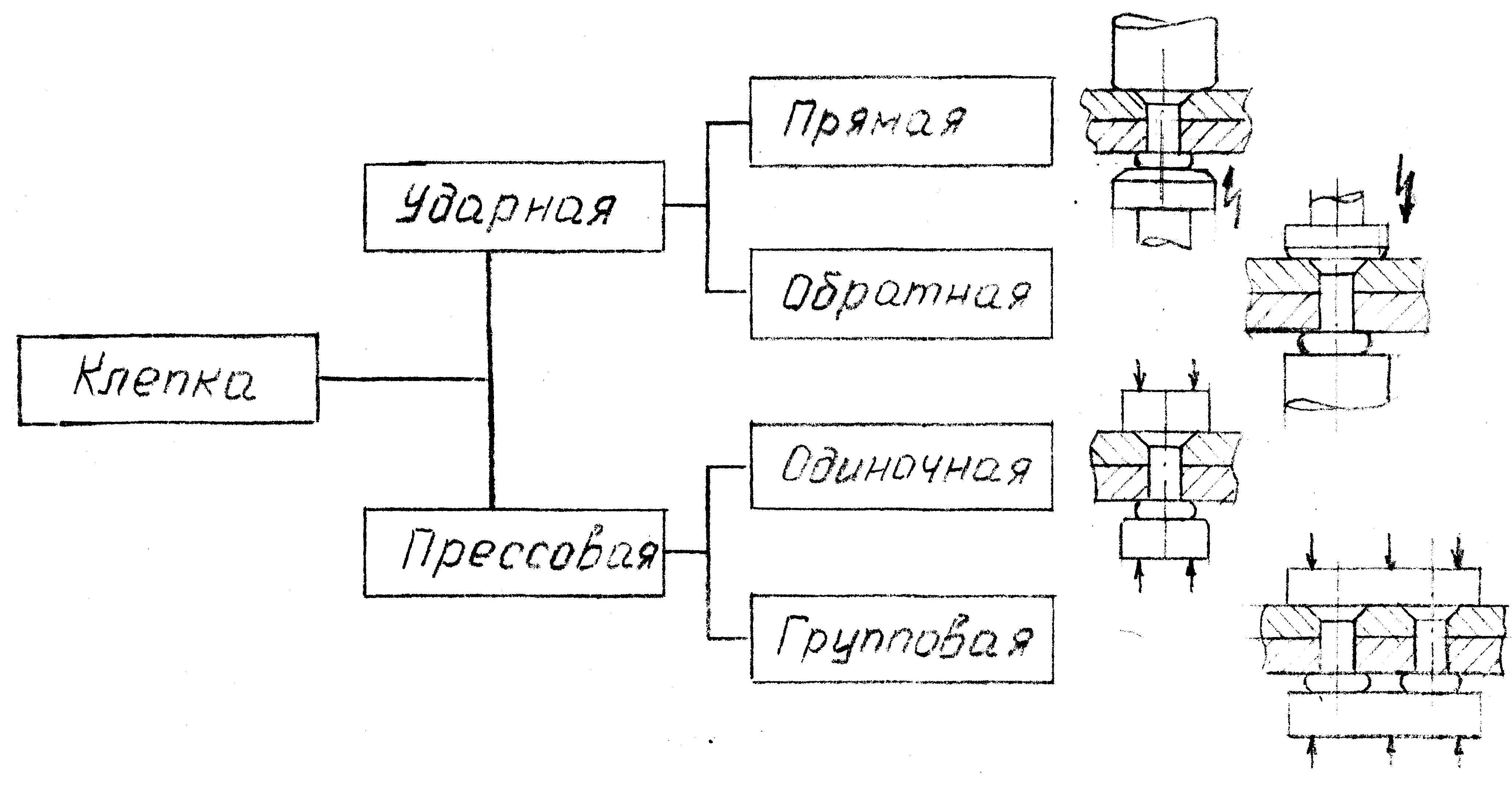
Рис.5.43.
Применение обычных заклёпок требует создание конструкций, которые позволяют обеспечить двухсторонний подход к заклёпке. С одной стороны должен быть обеспечен свободный доступ поддержки , формирующей замыкающую головку, с другой подвод инструмента.
В случае, если конструкция не обеспечивает указанных условий, применяются специальные заклёпки к ним относятся: 1) Стержневые; 2)Взрывные; 3)Закладные.
Стержневые
заклёпки применяются в высоконагруженных
соединениях. Стержень заклёпки выполняют
из высокопрочной стали и устанавливают
в отверстие с натягом, а замыкающую
головку формируют завальцовкой колец
из пластичного материала Рис.5.44.
В ряде случаев при соединении деталей не
всегда можно Рис.5.44 беспечить
двухсторонний подход к заклёпке, чтобы
сформировать замыкающую головку. В
таких случаях применяяют односторонние
заклёпки: к ним относятся взрывные и
закладные. В тело взрывной заклёпки
закладывают заряд, который срабатывает
при её нагреве. При срабатывании заряда
образуется замыкающая головка. Рис
5.45.
ряде случаев при соединении деталей не
всегда можно Рис.5.44 беспечить
двухсторонний подход к заклёпке, чтобы
сформировать замыкающую головку. В
таких случаях применяяют односторонние
заклёпки: к ним относятся взрывные и
закладные. В тело взрывной заклёпки
закладывают заряд, который срабатывает
при её нагреве. При срабатывании заряда
образуется замыкающая головка. Рис
5.45.
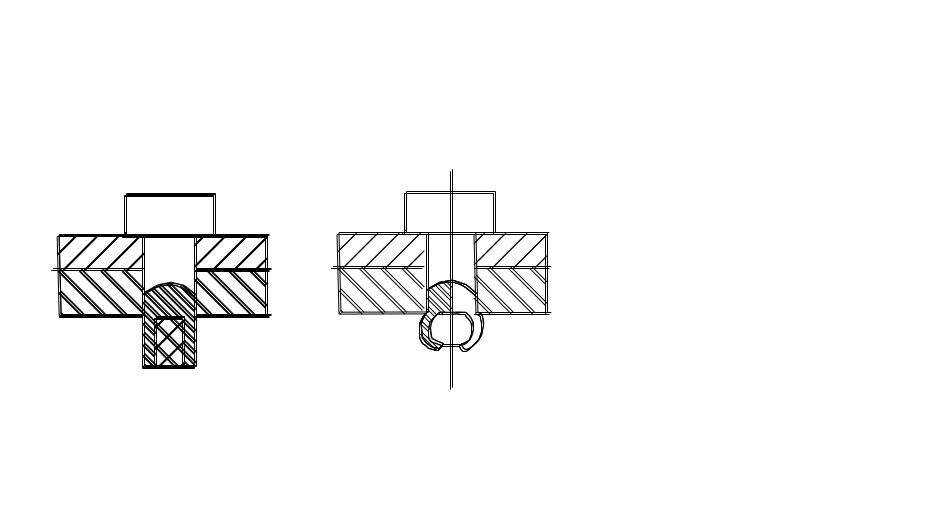
Рис.5.45. Рис.5.46.
Наиболее часто применяются закладные заклёпки с центральным стержнем или прошивкой. Чаще всего применяют вытяжные формирующие прошивки. Заклёпку вместе с заведённой в неё прошивкой вставляют в отверстие головкой наружу. Опираясь на головку специальными клещами вытягивают прошивку, формируя замыкающую головку. Прошивка имеет кольцевую канавку, по которой происходит её разрушение после формирования замыкающей головки Рис 5.46.