

Глава 5.5. Унифицированные стыки.
Быстросъемные унифицированные соединения функционально законченных сборочных единиц, применяемых в конструкциях перспективных изделий (хомутовые, клиновые, байонетные, эксцентриковые) применяются при сборке изделий и обеспечивают надёжное крепление соединяемых сборочных единиц (узлов, агрегатов, секций и т.п.).
Соединения являются типовыми и используются в конструкциях перспективных изделий исходя из конкретных технических требований, применяемых материалов и габаритов соединяемых узлов.
5.5.1. Стык хомутовый.
Стык хомутовый (рис.5.38) состоит из хомута и двух цилиндрических корпусов, сопряжённых между собой цилиндрическими поверхностями, выполненными по скользящей посадке и обеспечивающими их центрирование. Соприкасающиеся торцевые поверхности имеют трапецеидальные кольцевые выступы, наклонные поверхности которых сопрягаются с ответными поверхностями хомута. Соединение корпусов осуществляется при стягивании хомута стяжным болтом. При этом боковые поверхности хомута, выполненные с 18°30', перемещаясь по трапецеидальным кольцевым выступам корпусов, стягивают их в осевом направлении с усилием, необходимым для предотвращения появления зазора при эксплуатационных нагрузках. Для диаметров корпусов до 120 мм применяется хомут, состоящий из собственного хомута и стяжного винта.
При соединении корпусов диаметром более 200 мм используются хомуты, состоящие из двух половин и двух стяжных винтов. Соединение достаточно надежно с точки зрения эксплуатации, но имеет недостаток, состоящий в том, что наличие стяжных винтов заставляет развивать элементы хомутов, выходящие за пределы калибра изделия, отрицательно влияющие на аэродинамические характеристики.
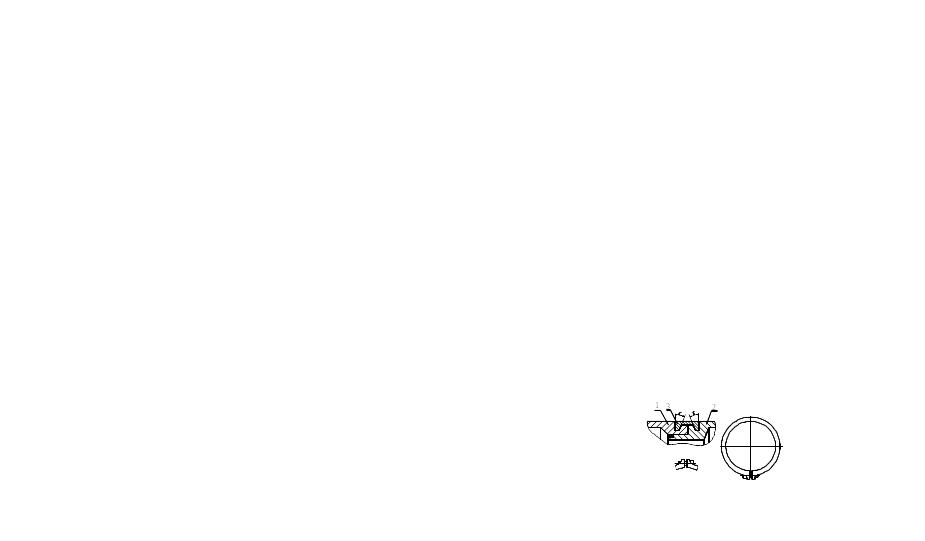
Рис.5.38.
5.5.2. Байонетный стык.
Байонетный стык применяется как для стыковки узлов или секций имеющих цилиндрические поверхности, так и для стыковки узлов на плоскости. В зависимости от назначения и конструктивных особенностей изделия, байонетные стыки бывают шлицевыми и болтовыми.
5.5.3. Шлицевой стык.
Шлицевой стык в зависимости от действующих нагрузок и условий эксплуатации, бывает однорядный и многорядный, а шлицы трапецеидальными или прямоугольными (рис.5.39. и 5.40.). На внутренней поверхности охватывающего участка корпуса прорезаны кольцевые канавки трапецеидальной формы. В соответствии с особенностями эксплуатации трапецеидальные выступы срезаны в нескольких местах, образуя на цилиндрической поверхности корпуса поперечные щлицы. В середине выступающих частей просверлены отверстия и зенковки для головок винтов. На наружной поверхности охватываемого участка корпуса так же прорезаны кольцевые канавки трапецеидальной формы. По окружности выступов трапецеидальной формы сформированы поперечные шлицы, а на середине выступающих участков выполнены резьбовых отверстия. В комплект стыка входят также необходимое количество винтов. Соединение стыка производится в следующей последовательности: охватываемый стык вводится в охватывающий, когда поперечные шлицы одного вводятся в выемки другого и корпуса поворачиваются относительно друг друга на некоторый угол. Обычно угол поворота соответствует ширине шлица охватывающего стыка. После поворота корпусов относительно друг друга, до совмещения отверстий охватывающего корпуса с резьбовыми отверстиями охватываемого корпуса
 Рис.5.39.
Рис.5.39.
в них вставляют винты и затягивают стык. При этом боковые поверхности охватывающего и охватываемого стыков плотно прилегают друг к другу и выбираются осевые и радиальные зазоры за счет нежесткости конструкции. Данный вид многозаходного стыка применяется для соединения цилиндрических поверхностей до диаметра не более 200 – 250 мм. и больших изгибающих моментах. Однозаходный байонетный стык применяется для стыковки цилиндрических поверхностей диаметром до 480-500мм., когда поперечные нагрузки и крутящие моменты относительно малы Рис.4.18 , и не требуется высокой точности взаимного положения стыкуемых корпусов.
К ак
правило, угловая ширина охватываемого
стыка
ак
правило, угловая ширина охватываемого
стыка
![]() несколько меньше чем охватывающего
стыка
несколько меньше чем охватывающего
стыка
![]() .
Поворот одного корпуса относительно
другого осуществляется примерно на
1/2
и в этом положении осуществляется их
фиксация специальным стопорным
устройством. Рис.5.40.
.
Поворот одного корпуса относительно
другого осуществляется примерно на
1/2
и в этом положении осуществляется их
фиксация специальным стопорным
устройством. Рис.5.40.
Болтовое байонетное соединение Рис.5.41. применяется для соединения и взаимной координации сборочных единиц на плоскости, и также является быстро разъёмным. На торцевой поверхности одной из деталей узла (секции) изготавливают фигурные отверстия, расположенные на одной окружности, центр которой совпадает с осью изделия. На ответной торцевой поверхности закрепляют фигурные болты, оси которых размещаются на аналогичной окружности. Конструктивно головка фигурного болта выполнена конической, и её диаметр сопрягается с большим диаметром фигурного отверстия по ходовой посадке.

Рис. 5.41.
Шейка фигурного болта имеет диаметр меньше чем головка, и также сопрягается с радиусным пазом фигурного отверстия по ходовой посадке. Кольцевое утолщение на теле фигурного болта выполнено диаметром больше чем головка и имеет лыски под ключ. Стыковка двух узлов осуществляется в следующей последовательности: большой диаметр фигурных отверстий одного из узлов, совмещается с головками фигурных болтов второго узла, после чего их перемещают навстречу друг друга до упора в цилиндрическое утолщение фигурного болта. Таким образом выдерживается необходимое расстояние между торцами двух поверхностей, равное толщине цилиндрического утолщения фигурных болтов, и в этом положении один из узлов поворачивается на угол определяемый центрами цилиндрических поверхностей фигурного отверстия. В этом положении узлы фиксируют стопорным устройством, ограничивающим их разворот в противоположном направлении.