

5.1.2. Способы базирования.
Базирование предполагает наличие односторонних связей, т.е. наличие контакта в точках соприкосновения с установочными поверхностями оборудования, приспособления или сопрягаемыми деталями. Однако базирование не обеспечивает неизменности положения детали или заготовки при механической обработке или сборке. Для этого необходимо обеспечить силовое замыкание, другими словами, лишить деталь подвижности, т.е. зафиксировать её, приложить к детали усилие в направлении опорных точек. Величина приложенной силы должна ограничивать подвижность детали в направлении её действия и в тоже время не вызывать её деформации.
В случае если количество опорных точек меньше шести, то появляются дополнительные степени свободы, которые могут привести к неопределённости положения детали относительно координатных осей.
При установке заготовки (детали) плоской поверхностью на магнитную плиту она имеет три опорные точки, т.е. лишается трёх степеней свободы.
Деталь может быть поставлена в неопределённое положение относительно

Рис. 5.3.
осей Х и У и повёрнута относительно оси Z на некоторый угол Рис. 5.3.
Закрепление детали, т.е. приложение сил Р в направлении установочной поверхности, не изменит неопределённости её положения. Поэтому необходимо и достаточно иметь шесть опорных точек лишающих деталь всех шести степеней свободы. Однако в практической деятельности базирование может осуществляться с использованием меньшего количества опорных точек. Количество опорных точек зависит от количества базовых поверхностей, от числа и взаимного расположения обрабатываемых поверхностей, точности изготовления.
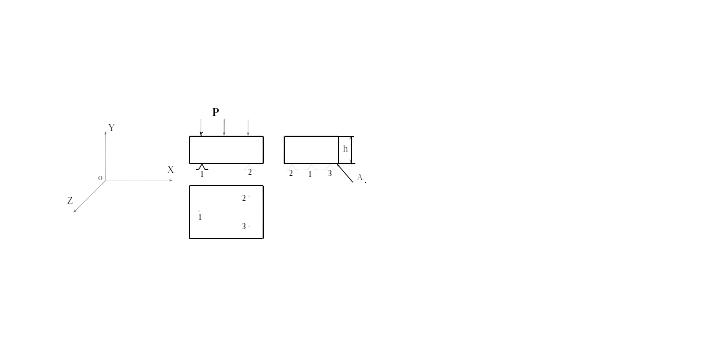
Рис.5.4.
Рассмотрим наиболее типовые примеры с минимальным числом баз, позволяющих обеспечить необходимую точность обработки. На Рис.5.4. необходимо выдержать размер h с требуемой точностью относительно базовой поверхности А.
Положение детали относительно плоскости ХОZ определяется тремя точками или опорами, обозначенными на схеме знаками. Обработка производится на магнитном столе на котором положение базовой поверхности А определяется тремя точками, а силовое замыкание обеспечивается магнитными силами. С поверхности детали снимается слой материала определённой величины, при этом силы резания не должны превышать
в еличину
удерживающей силы. Деталь имеет
дополнительно три степени свободы и
при обработке поверхности, параллельной
установочной, её положение относительно
других плоскостей и их к координат
не оказывает влияния на размер h
еличину
удерживающей силы. Деталь имеет
дополнительно три степени свободы и
при обработке поверхности, параллельной
установочной, её положение относительно
других плоскостей и их к координат
не оказывает влияния на размер h
Точность размера h будет зависеть только от точности обработки базовой поверхности А. В случае если необходимо выдержать два размера h и к Рис. 5.5., должны быть выбраны две базовые поверхности А и Б, и соответственно обеспечено пять опорных точек.
На выбор той или иной схемы базирования
Рис 5.5. влияют как конструкторские, так и технологические требования. Конструктор, разрабатывая рабочие чертежи, должен руководствоваться технологичностью её изготовления. Соответственно и при простановке размеров на рабочем чертеже количество базовых поверхностей должно быть минимальным. При этом конструкторские, технологические и измерительные базовые поверхности желательно совмещать, т.е. одна и та же поверхность должна выполнять функции технологической, конструкторской и измерительной базы. Такой подход позволит с меньшими затратами обеспечить требуемую точность изготовления.
В процессе изготовления, сборки или ремонта может производиться смена базовых поверхностей.
Смена базовых поверхностей бывает организованная и неорганизованная.
Организованная смена баз предполагает соблюдение определённых условий, обеспечивающих необходимое качество изготовления. Неорганизованная смена баз может происходить случайно или без соблюдения необходимых условий. Обычно неорганизованная смена баз производится из-за недостаточной квалификации рабочего. В результате процесса установки и закрепления детали на станке, в приспособлении или при сборке, без учёта погрешностей её геометрических форм или неправильного построения технологического процесса, обеспечение требуемой точности может вызвать определённые сложности.
В процессе изготовления детали, особенно сложной конфигурации, из заготовки, имеющей неравномерный припуск, может производиться смена технологических поверхностей или баз.
Основными причинами смены технологических баз могут быть следующие:
- невозможность обработки всех поверхностей с одного установа, т.е. закрепления детали в приспособлении, станке относительно режущего инструмента;
- возможность достижения заданной точности более простым путём;
- обработка поверхностей детали на различном оборудовании;
- упрощение процесса измерения размеров и повышения точности.
Под
действием сил резания деталь может
изменять своё положение, если эти силы
превышают по величине силы и моменты,
фиксирующие деталь в требуемом положении.
При этом возникают погрешности,
превышающие требуемые значения.
Рассмотрим пример сверления или расточки
отверстий в корпусной детали Рис.5.6. 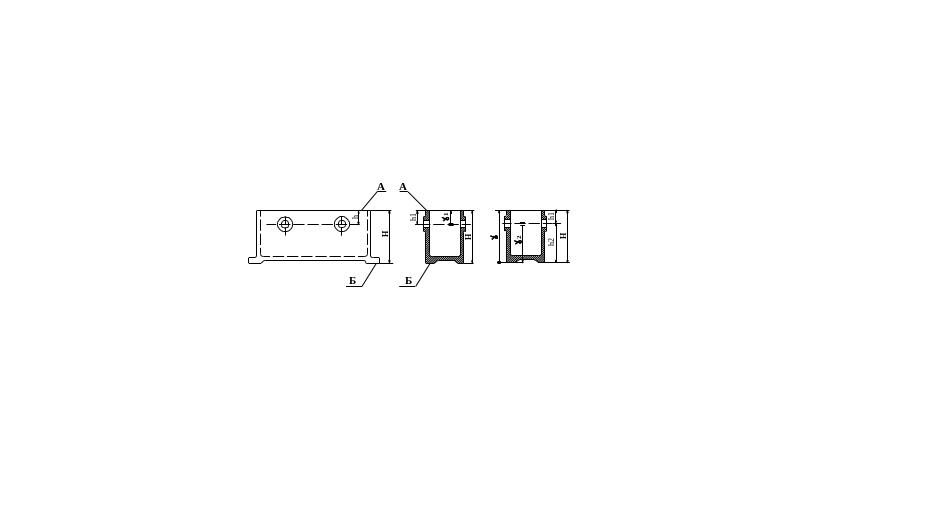
Рис.5.6.
Основным условием является обеспечение размера h c требуемой точностью и параллельностью осей отверстий, относительно поверхности А.
При
использовании в качестве базовой
поверхности А ось отверстия может
отклоняться от параллельности на
некоторый угол
![]() ,
в пределах допуска на параллельность,
а размер h1 изменяться на некоторую
величину, в пределах допуска на линейный
размер. Следовательно, погрешности
изготовления будут соответственно
равны
,
в пределах допуска на параллельность,
а размер h1 изменяться на некоторую
величину, в пределах допуска на линейный
размер. Следовательно, погрешности
изготовления будут соответственно
равны
![]() ,
на линейный размер, и
,
на линейный размер, и
![]() на
отклонение от параллельности.
на
отклонение от параллельности.
При
переходе на другую технологическую
базу Б, в размерную цепь включаются
другие звенья h2 и H ,а звено h1 становится
замыкающим. Соответственно погрешности
изготовления H и h2 , на линейные размеры,
и отклонения
![]() и
и
![]() ,
от параллельности, могут быть представлены
как
,
от параллельности, могут быть представлены
как
![]() ,
тогда можно записать следующие равенства.
,
тогда можно записать следующие равенства.
=
![]() +
+
![]() а
=
а
=
![]() +
+
![]()
Сопоставление погрешностей изготовления, для различных базовых поверхностей, при условии, что обработка детали осуществляется на одном и том же оборудовании, и при одинаковых режимах обработки, показывает, что погрешности возрастают. Отсюда следует, что неорганизованная смена баз приводит к появлению погрешностей изготовления, которые могут превышать допустимые отклонения на заданные параметры.