

8.2. Производственные шаблоны.
Производственные шаблоны предназначены для изготовления приспособлений, оснастки и деталей. Изготавливаются они по ШКК, КП или ОК.
Применяются и другие шаблоны. Все производственные шаблоны окрашиваются в черный цвет и находятся в цехах.
Номенклатура детального комплекта шаблонов определяется ее конструкцией. На рис. 8.7. показана схема увязки шаблонов, необходимых для изготовления плоской детали с бортами типа носок нервюры. На схеме показаны размеры сечений контуров шаблонов, как они образуются и увязываются между собой. Размер 5,5 мм равен расстоянию между кромками шаблонов ШФ и ШРД, по которому изготавливается первый из этих шаблонов. При этом контуры обоих шаблонов эквидистантны.
Для снижения трудоемкости при вычерчивании плазов и разметки шаблонов применяются чертежные автоматы с программным управлением (координатографы). Эти устройства по заданной программе с большой скоростью вычерчивают теоретические и конструктивные плазы, размечают шаблоны.
Применяются автоматы с горизонтальным или вертикальным расположением стола.
Чаще всего управление координатографом автоматизируется по двум взаимно перпендикулярным осям. Таким образом, координатограф образует плоскую прямоугольную координатную систему.
Обрезка, сверление и контроль фор. мы сложных листовых и профильных деталей
Изготовление и контроль деталей, фасонных оправок для обтяжки и штамповки гипсомодели
Для изготовления элементов и монтажа сборочных приспособлений
Схема устройства одного из видов координатографа показана на рис. 8.8. Он имеет чугунный стол 1, на который укладывается и крепится по базовым отверстиям 7 панель заготовки плаза или шаблона. По рейкам 2 перемещается портал 3 с помощью двигателей 4, 8, несущий на себе поперечную каретку 6 с чертежной головкой 5. С помощью оптического устройства 9 по линейке 10 производится визуальный отсчет положения портала. Перемещение поперечной каретки осуществляется двигателями 11. С помощью двигателей 4, 8, 11, которые управляются с пульта 12, чертежная головка может быть выставлена с точностью ± (0,05... ...0,1) мм в любую точку поверхности стола.
Программа записывается на магнитную ленту в виде сигналов, модулированных по фазе. Для типовых случаев разработаны стандартные программы.
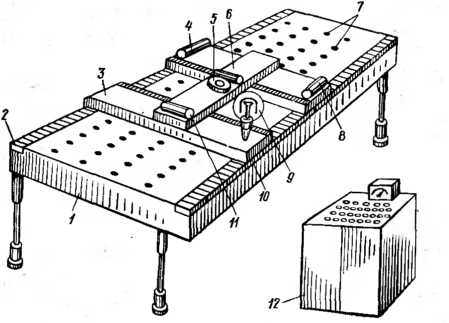
Рис. 2.18. Координатограф:
1 — стол; 2 — рейка; 3 — портал; 4, 8 — двигатель перемещения портала;
5 — чертежная головка; 6 — поперечная каретка; 7 — базовые отверстия;
9 — оптическое устройство; 10 — линейка; 11 — двигатель перемещения каретки;
12 пульт управления
Обработка контуров шаблонов на станках с программным управлением также существенно снижает трудоемкость и повышает точность их изготовления, особенно при автоматизации процессов программирования.
Методы и средства повышения точности объемной увязки
Увязка фасонных поверхностей деталей, образующих обводы крыла, фюзеляжа, оперения с помощью набора плоских шаблонов, не обеспечивает необходимой точности, требует больших затрат труда. Это объясняется малой точностью и высокой трудоемкостью взаимной ориентации набора плоских шаблонов, необходимого для изготовления сложных поверхностей обтяжных пуансонов, штампов, обводообразующих элементов сборочных приспособлений.
Задача повышения точности и снижения трудоемкости взаимной ориентации обводообразующих элементов сборочных приспособлений с помощью плоских шаблонов была решена путем создания плоских и пространственных координатных стендов, получивших названия соответственно плаз-кондукторов и инструментальных стендов.
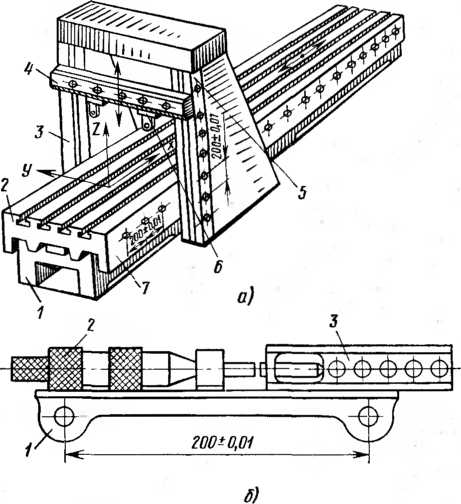
Рис. 8.9. Схема устройства инструментального стенда:
а — инструментальный стенд; 1 — станина; 2 — стол; 3 — портал; 4 — поперечная координатная линейка; 5 — вертикальная координатная линейка; 6 — подвижный узел; 7 — продольная координатная линейка; б — универсальный микрометрический калибр; / — корпус; 2 — микрометр; 3 — подвижная линейка со штоком
Плаз-кондуктор представляет собой монолитную плиту, по бокам которой укреплены координатные линейки с базовыми отверстиями. По этим отверстиям выставляется поперечная координатная линейка. Боковая и поперечная линейки образуют плоскую прямоугольную систему координат. На них размёчают координатную сетку теоретических плазов, сверлят базовые отверстия в плазах, шаблонах, рубильниках.
Инструментальный стенд представляет собой материализованную пространственную систему координат (рис. 8.9). В продольной, поперечной и вертикальной линейках стенда имеются отверстия с шагом 200 ± 0,01 мм. По этим линейкам с отверстиями выставляются элементы стапельной оснастки (рубильники, вилки, фиксаторы) при монтаже сборочного приспособления и шаблоны при изготовлении объемной заготовительной оснастки по трем координатным осям.
Расстояния, не кратные 200 мм, определяются с помощью универсального микрометрического калибра (рис. 8.9, б). В последнее время для монтажа стапелей используются лазерные устройства. С помощью позиционно-чувствительных целевых знаков (ПЧЦЗ) и лазерных излучателей создаются лазерные измерительные системы, называемые ЛЦИС (лазерные центрирующие измерительные системы). Для позиционирования элементов оснастки применяются механические, гидравлические или комбинированные устройства. Суть этих систем состоит в создании с помощью лазерных лучей базовых координатных осей и плоскостей. От них и ведется отсчет координат точек, определяющих положение элементов стапельной оснастки в пространстве. Эталонно-шаблонный метод повысил точность увязки оснастки, снизил ее трудоемкость. Сущность этого метода состоит в создании и использовании для увязки эталонов и контрэталонов поверхностей агрегатов как единых источников для изготовления заготовительной и обводообразующих элементов сборочной оснастки. Применяется этот метод при изготовлении небольших и средних размеров
Монтажный эталон является единственным носителем форм и размеров при монтаже всех сборочных приспособлений, необходимых для изготовления этого агрегата. Таким образом, операция пространственной взаимной ориентации плоских шаблонов, выполняемая при монтаже каждого комплекта сборочных приспособлений, исключается. Эта операция выполняется при изготовлении монтажного эталона для всего комплекта оснастки. Тем самым сокращается трудоемкость и повышается точность монтажа стапеля.
Перенос форм осуществляется с помощью слепков с нужных участков поверхности агрегата. Для ориентации на поверхности агрегата нанесена система базовых отверстий, строго координированных относительно осей агрегата. По этим отверстиям строго координируется и положение слепка с участка относительно всей поверхности.
Сначала изготавливаются по шаблонам контуров весьма жесткие каркасы. Затем эти каркасы облицовываются деревом или специальными пластмассами. Поверхности эталонов до заданной формы дорабатываются вручную или на копировальных станках.
Основная идея введения этих эталонов состоит в объединении многих плоских шаблонов в единую жестко связанную систему. Так, монтажный эталон отъемной части крыла объединяет в единую жестко связанную систему все шаблоны сечений крыла, калибры разъема и навески элерона.