

8.1. Теоретические плазы.
Теоретическим плазом называют чертеж агрегата, выполненный в натуральную величину. На этом чертеже показываются теоретические контуры, отдельные сечения и конструктивные базы агрегата.
При вычерчивании теоретического плаза за координатные оси принимаются ось симметрии и строительная горизонталь (рис. 8.3). Плоскости, проведенные через них, называются соответственно плоскостью симметрии (V) и плоскостью строительной горизонтали (Н). Плоскость Р называется плоскостью нулевой дистанции.
Теоретический плаз агрегата вычерчивается в трех проекциях, увязанных между собой в соответствии с правилами начертательной геометрии.
Плаз боковой проекции образуется как проекция теоретического контура на плоскость V симметрии самолета.
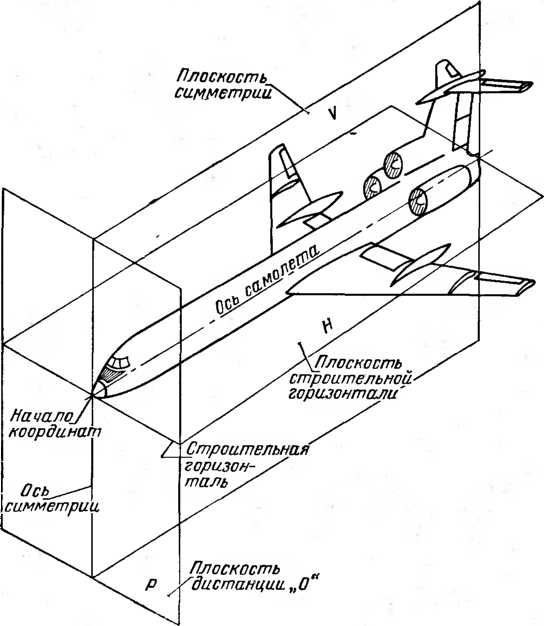
Рис. 8.3. Расположение основных координатных осей
и плоскостей самолета
Плановая проекция образуется проектированием контуров на плоскость Н строительной горизонтали.
Плаз совмещенных сечений образуется проектированием сечений теоретического контура на плоскость Р нулевой дистанции.
В целях снижения трудоемкости и повышения точности плазовых работ принято на теоретическом плазе показывать в боковой и плановой проекциях только правый по направлению полета борт самолета. С этой же целью на левой части плаза совмещенных сечений показывают проекции сечений от носка до миделевого сечения, а на правой — от миделевого сечения до конца хвостовой части.
Методы задания и построения на плазе контуров агрегата самолета
Используются два метода задания и построения контуров агрегатов самолета: графический и аналитический.
Графический метод основан на увязке методами начертательной геометрии контуров агрегата по трем плазовым проекциям.
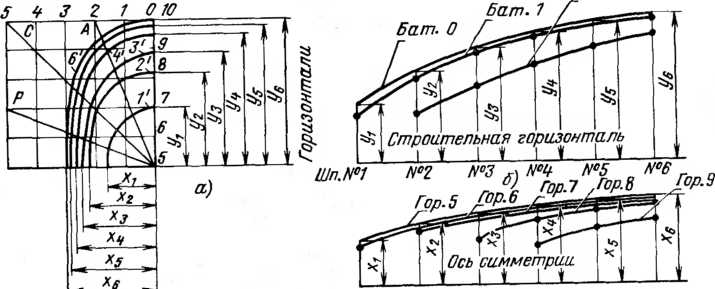
Рис. 8.4. Построение теоретического плаза агрегата методами батоксов и горизонталей:
а — плаз совмещенных сечений: 6 — боковая проекция; в — плановая проекция; 0, 1, 2, 3, 4, 5 — батоксы; 5, 6, 7, 8, 9, 10 — горизонтали; 1, 2, 3, 4
, 5. 6 — шпангоуты
Этот метод также называется методом батоксов и горизонталей.
Аналитические методы объединяют способы задания и построения контуров кривыми второго порядка, степенными уравнениями, интерполяционным расчетом дискретно-заданных плоских кривых с представлением интерполирующей функции в виде полинома Ньютона 4-го порядка и др.
Метод батоксов и горизонталей позволяет увязать и построить контуры агрегатов с помощью ряда взаимно-перпендикулярных плоскостей, которые рассекают агрегат.
Вертикальные плоскости, параллельные плоскости симметрии самолета, называются плоскостями батоксов. Проекция линий пересечения этих плоскостей с поверхностью фюзеляжа на плоскость симметрии называется линией батоксов или просто ба- токсом. Плоскость симметрии образует линию нулевого батокса (Бат. 0). Все последующие плоскости батоксов проводятся на расстояниях, кратных 50 или 100 мм, влево или вправо от плоскости нулевого батокса. Номер батокса одновременно указывает и расстояние (дистанцию) от нулевого батокса (например Бат. 0,5, Бат. 1 означает, что эти плоскости отстоят от Бат. 0 соответственно на 50 и 100 мм).
Плоскости горизонталей параллельны плоскости строительной горизонтали и также располагаются на расстояниях, кратных 50 или 100 мм. Отсчет этих плоскостей идет вверх от нижней плоскости. Эта плоскость нумеруется как Гор. 0. Все последующие имеют порядковый номер, указывающий их расстояние (дистанцию) от Гор. 0.
Рассмотрим построение плаза агрегата этим методом (рис. 8.4.). В случае, если координаты точек сечения заданы таблицей по лучам, то построение начинают с плаза совмещенных сечений (рис. 8.4, а). На рисунке показано только несколько лучей А, С, Р, по которым и откладываем координаты точек, взятые из таблицы по каждому из лучей и для каждого шпангоута.
Затем с плаза совмещенных сечений снимаются и откладываются по осям шпангоутов на боковой проекции (рис.8.4, б) величины у1 у2, у3, определяющие расстояние от строительной горизонтали до точки, расположенной на каждом из шпангоутов по оси симметрии.
На плановой проекции по осям шпангоутов откладываются величины X1, х2, х3, определяющие расстояние от оси симметрии до точки контура (рис. 8.4, в).
По нанесенным точкам выкладывается гибкая рейка и по ней проводится линия всех контуров (шпангоутов, батоксов и горизонталей).
Основным достоинством графического метода батоксов и горизонталей является его сравнительная простота и наглядность. Существенным недостатком его является высокая трудоемкость и недостаточная точность увязки.
Методом кривых второго порядка задаются и воспроизводятся на плазе контуры самолета, имеющие двойную кривизну.
Кривая контура может быть построена по координатам, полученным расчетом либо путем специального графического построения. Учитывая эту вторую возможность, этот метод иногда называют также и графоаналитическим.
Сущность метода состоит в том, что произвольная кривая, образующая поверхность агрегата, заменяется набором отрезков кривых второго порядка (эллипсов, гиперболы, параболы).
В большинстве случаев кривая второго порядка задается тремя точками и двумя касательными. Этим определяются пять условий, необходимых и достаточных для определения кривой. Обозначаются эти точки: крайняя левая — начальной, а крайняя правая — конечной. Точка между ними называется промежуточной. Касательные задаются в начальной и конечной точках (рис.8.5.). Обозначения этих точек показаны на рисунке.
Промежуточная точка Е задается как точка пересечения медианы DB треугольника ABC с кривой.
Отношение величины отрезка DE к величине всей медианы DB называется дискриминантом кривой второго порядка и обозначается буквой /:
Значение f определяет вид кривой. При / < 0,5 кривая является частью эллипса; при f = 0,5 — частью параболы, а при f >0,5 — частью гиперболы. С ростом значения f увеличивается выпуклость кривой. Для обеспечения хорошей плавности кривых
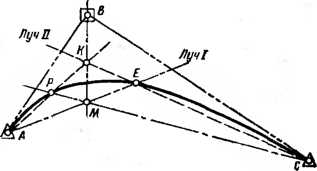
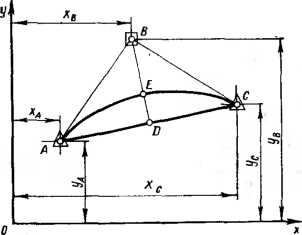
Рис. 8.5. Построение кривой
Рис. 8.6. Графическое построение
второго порядка промежуточных точек кривой
рекомендуется применять дискриминанты в пределах 0,3...0,7 с шагом 0,005 и 0,01.
Аппроксимация заданной кривой кривыми второго порядка выполняется в следующем порядке. Заданная кривая разбивается на участки. На каждом из них описанным способом (заданием трех точек и двух касательных) строятся кривые второго порядка. При необходимости повышения точности совпадения кривой второго порядка с заданной число участков увеличивают.
Графическое построение кривой второго порядка выполняется следующим образом. По табличным данным строят точки А, В, С и Е (рис.8.6.). Затем через точки А и Е проводят луч 1, а через С и Е—луч II. Из точки В проводится произвольная прямая, которая пересечет луч I в точке М, а луч II — в точке К. Далее через точки М и С и точки А и К проводят прямые, которые пересекутся в точке Р, лежащей на искомой кривой. Таким же образом отыскиваются другие точки искомой кривой.
В настоящее время создано большое число вариантов метода кривых второго порядка, разработаны другие методы аналитического и графоаналитического задания и воспроизведения контуров.
При наличии достаточно эффективных аналитических методов задания и увязки форм и размеров агрегатов самолетов можно будет полностью отказаться от плазово - шаблонного метода и перейти к независимым автоматизированным на базе ЭВМ методам увязки форм и размеров.
Основные шаблоны и конструктивные плазы
К основным относятся шаблон контрольно-контурный, сокращенно называемый ШКК, отпечаток контрольный (ОК.) и конструктивный плаз.
ШКК изготавливают на плоские узлы типа нервюр, шпангоутов, лонжеронов. Контур ШКК точно производит теоретические обводы узла, а на одной из его плоскостей вычерчиваются контуры сечений деталей, лежащих в плоскости узла.
Хорда.
1-1
'
Теоретический
~Та
контур
Теорётическии
контур Л
Внутренний
контур
обшивки
А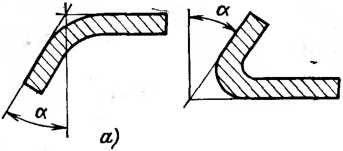







Рис. 8.7. Виды малки и ее влияние на толщину продольных элементов:
а — открытая; б — закрытая; в — к пересчету толщины обшивки с учетом малки;
а — угол малки
Шаблоны контрольно-контурные предназначены для: конструктивной и геометрической увязки деталей, расположенных в плоскости данного узла;
изготовления и увязки шаблонов, необходимых для изготовления приспособлений;
изготовления- и увязки узлового комплекта шаблонов, необходимого для изготовления деталей, составляющих данный узел.
Конструктивная и геометрическая увязка выполняется путем вычерчивания в натуральную величину сечения всех деталей, лежащих в плоскости данного узла.
ШКК изготавливаются по таблицам координат, теоретическому плазу (откуда снимается контур и переносятся оси) и чертежам узлов или агрегатов. Эти шаблоны окрашиваются в красный цвет и хранятся в плазовом цехе.
Конструктивный плаз (КП) полностью повторяет шаблон контрольно-контурный с той только разницей, что КП вычерчен целиком на прозрачном пластике винипрозе.
Как и ШКК, конструктивный плаз предназначен для конструктивной и геометрической увязки деталей, входящих в узел, воспроизведения контуров и контроля шаблонов.
При вычерчивании толщины продольных элементов следует учитывать величину малки. Под малкой понимают величину угла а отклонения от нормали к плоскости стенки (рис.8.7). Толщина обшивки с учетом малки может быть подсчитана по формуле:
S = 8j/cos а
или определена по заранее подготовленным таблицам.
Применение КП предупреждает преждевременный износ и порчу ШКК и теоретического плаза при изготовлении шаблонов и их контроля.
Отпечаток контрольный (ОК) применяется для изготовления, увязки и контроля узлового и детального комплекта шаблонов. Он представляет копию КП и изготавливается из листовой стали методом фотокопирования.