

4.1.12. Формовка листового материала.
Формовка – процесс формообразования, при котором происходит изменение отдельных участков поверхности заготовки в результате растяжения листового материала Этот метод широко применяется для обеспечения необходимой жёсткости деталей изготовленных из листового материала, в частности для формования зигов, рёбер жёсткости и т.п. В мелкосерийном производстве широко применяются упрощенные способы обработки листовых материалов и в частности штамповка эластичными средами

Р и с.4.1.18.
материала. Этот метод широко применяется для обеспечения необходимой жёсткости деталей изготовленных из листового материала, в частности для формования зигов, рёбер жёсткости и т.п. В мелкосерийном производстве широко применяются упрощенные способы обработки листовых материалов и в частности штамповка эластичными средами. Деформирование листового материала осуществляется пуансоном и матрицей, причём один из них выполнен из эластичного материала. В качестве эластичного материала используется резина или полиуретан. На Рис. 4.1.18 (а,б) показаны схемы штампов с эластичными материалами. Функции пуансона выполняет резиновая подушка 2 закреплённая на ползуне пресса 1, матрица 3 закреплена на столе пресса Рис.4.1.18 а. Листовая заготовка устанавливается между резиновой подушкой и матрицей, и при перемещении ползуна подушка прижимает заготовку к матрице. На Рис.4.1.18 б приведена упрощенная схема штампа, упрощающая конструкцию матрицы. Функции матрицы выполняют стержни 4 установленные на столе 3 пресса. На Рис.4.1.18.(в) приведена схема крышки с рёбрами жёсткости полученными формовкой эластичными средами.
4.1.13. Вырезание заготовок и деталей ножницами и в штампах.
Получение заготовок и готовых деталей из листового материала (полуфабриката) может производиться вырезанием ножницами или в штампах.
Вырезание ножницами можно осуществлять тремя способами: резание параллельными ножами; резание наклонно поставленными ножами ; резание роликовыми ножами.
Параллельные
и наклонные ножи в ножницах Рис.4.1.19
(а,б) затачиваются под различными углами
в зависимости от марки материала. Угол
резания ножа
![]() Рис.4.1.19. (в) изменяется в пределах 86-900,
а задний угол ножа
Рис.4.1.19. (в) изменяется в пределах 86-900,
а задний угол ножа
![]() - в пределах 3-00. Расстояние между ножами
- в пределах 3-00. Расстояние между ножами
![]() .
Угол створа ножей
.
Угол створа ножей
![]() ,
т.е. угол наклона верхнего ножа относительно
нижнего у механических гильотинных
ножниц равен 1-50, у ручных и пневматических
ножниц 100.
,
т.е. угол наклона верхнего ножа относительно
нижнего у механических гильотинных
ножниц равен 1-50, у ручных и пневматических
ножниц 100.
Для сохранения постоянства величины угла створа и постоянного усилия резания верхний нож ручных ножниц делают криволинейными.
Тип ножниц выбирают по потребному усилию резания и габаритам вырезаемой заготовки или детали. Усилие резания на ножницах с параллельными ножами подсчитывают по формуле.

![]()
а б в
Рис. 4.1.19 ,
где Р – усилие при резании в Н,
и L – толщина и ширина листа материала в мм,
![]() -
сопротивление материала листа на срез
в Н/мм2,
-
сопротивление материала листа на срез
в Н/мм2,
![]() (
(![]() - временное сопротивление материала
растяжению в Н/мм2),
- временное сопротивление материала
растяжению в Н/мм2),
k– коэффициент запаса учитывающий неоднородность материала при резке (k=1,3).
На ножницах с наклонно поставленным ножом Рис.4.1.19 (б) усилие резания определяется по формуле
![]()
Формула применяется при угле створа = 1-100. Усилие резания на ножницах с наклонными ножами на 25-30% меньше, чем на ножницах с параллельными ножами.
Ножницы с параллельными и наклонными ножами применяются для раскроя листового материала по прямолинейным контурам заготовок, н.е. на полосы, прямоугольники, трапеции и т.д.
На
Рис.4.1.19. (в ) приведена конструктивная
схема отрезания заготовки по прямолинейному
контуру. Разрезаемый лист 1 материала
размещается на столе 3 по упору 2,
установленному в соответствии с с
длинной отрезаемой полосы z, затем лист
прижимают к столу прижимом 4, после чего
приводят в действие ножи. При этом
верхний нож 5, опускаясь, разрезает лист
материала. Отклонения в прямолинейности
линий резания на ножницах составляют
от
![]() до
до
![]() мм и зависят от толщины
материала
листа и ширины отрезаемой полосы L. На
кромках по линии резания получают
заусенцы, зачищаемые последующей
механической обработкой, т.е. фрезерованием
или опиливанием напильником.
мм и зависят от толщины
материала
листа и ширины отрезаемой полосы L. На
кромках по линии резания получают
заусенцы, зачищаемые последующей
механической обработкой, т.е. фрезерованием
или опиливанием напильником.
Роликовые ножницы имеют в качестве режущего инструмента пару роликов – ножей Рис.5.33. У таких ножниц ролики – ножи могут быть расположены относительно разрезаемого материала прямо или наклонно. Ножницы с прямыми ножами Рис.4.1.20 (а) могут быть с одной или несколькими парами роликов. При одной паре роликов материал разрезают по одной линии, а при нескольких парах роликов одновременно по нескольким линиям. Усилие резания на роликовых ножницах с прямыми ножами определяется по формуле
![]()
 где
- угол захвата в градусах (обычно
где
- угол захвата в градусах (обычно
![]() ).
).
а б в
Рис.4.1.20.
Формула применима при перекрытии ножей = (0,2-0,4) .
Благодаря малой дуге захода ножей на роликовых ножницах можно поворачивать лист материала и резать его по криволинейным линиям. Особенно удобно резать листовой материал по кривым линиям с наклонными ножами.Рис.4.1.20. (б).
На Рис.4.1.20. (в) показано положение ножей при резании металла.
Вырубка листовых заготовок и готовых деталей в штампах применяется при изготовлении большого количества одинаковых заготовок или плоских деталей. Основными рабочими элементами штампа являются пуансон 1 и матрица 2 рис. 4.1.21.
Первая стадия процесса вырубки рис.4.1.21 9(а) – пуансон и матрица сминают наружные слои металла, лист изгибается и в местах наибольших
напряжений возникают трещины.
При дальнейшем продвижении пуансона вниз рис.4.1.21. ( б,в ) отдельные

Рис.4.1.21.
трещины по периметру соединяются в сплошные линии вырубки, вырезаемая часть оделяется от листа и проталкивается пуансоном вниз. Между матрицей и
Пуансоном имеется зазор, величина которого изменяется в пределах от 5 до 15% толщины вырубаемого материала
. Излишне большой зазор между матрицей и пуансоном приводит к большим прогибам листа, уменьшение зазора вызывает заклинивание заготовки в отверстии матрицы и повышение усилия вырубки. Величина зазора зависит от толщины листового материала, его твёрдости и марки.
Зазор между матрицей и пуансоном создаётся за счёт уменьшения диаметра пуансона или увеличения диаметра матрицы. Для вырубки детали требуемых размеров по наружному контуру размеры матрицы должны быть номинальными и равны размерам детали, а зазор между ней и пуансоном получается за счёт соответствующего уменьшения размеров пуансона. При вырубке в заготовке внутреннего контура пуансон изготовляют по номинальному размеру детали, а зазор создаётся за счёт уменьшения размера матрицы.
В следствие
неизбежных неточностей при изготовлении
матрицы и пуансона действительные
зазоры будут отличаться от номинальных.
Чтобы искажения зазоров не превосходило
определённых пределов, установлены
допуски на размеры изготавливаемых
матриц и пуансонов. На рис. 4.1.22 приведена
схема распределения допусков и зазоров
на матрице и пуансоне, предназначенных
для вырубки заготовки по внешнему
контуру цилиндрических деталей, на
схеме приняты следующие обозначения:
следствие
неизбежных неточностей при изготовлении
матрицы и пуансона действительные
зазоры будут отличаться от номинальных.
Чтобы искажения зазоров не превосходило
определённых пределов, установлены
допуски на размеры изготавливаемых
матриц и пуансонов. На рис. 4.1.22 приведена
схема распределения допусков и зазоров
на матрице и пуансоне, предназначенных
для вырубки заготовки по внешнему
контуру цилиндрических деталей, на
схеме приняты следующие обозначения:
Рис.4.1.22
Фм – исполнительный размер по диаметру матрицы;
Фп - исполнительный размер по диаметру пуансона;
Фн – номинальный размер по диаметру изделия;
![]() -
допуск на размер детали;
-
допуск на размер детали;
![]() -
допуск на изготовление режущего контура
матрицы;
-
допуск на изготовление режущего контура
матрицы;
![]() -
допуск на изготовление режущего контура
пуансона;
-
допуск на изготовление режущего контура
пуансона;
![]() -
допуск на износ матрицы, зависящий от
марки и толщины материала. Величина
допуска берётся по данным справочников;
-
допуск на износ матрицы, зависящий от
марки и толщины материала. Величина
допуска берётся по данным справочников;
Z - двухсторонний зазор между матрицей и пуансоном.
Исполнительные и номинальные размеры матриц и пуансонов с цилиндрическим контуром в зависимости от их назначения определяются по следующим формулам:
а) для вырубки заготовки по внешнему контуру
![]() ,
,
![]() ;
;
б) для вырубки отверстия
![]()
![]()
В
качестве примера на рис.3.3.23(б,в) приведены
размеры рабочей части матрицы и пуансона
для вырубки внешнего контура детали и
пробивки в ней отверстия, рассчитанные
по формулам причём входящие в них
величины
![]()
и z взяты из таблиц
В результате расчётов получены следующие размеры матриц и пуансонов:
а) для вырубки внешнего контура Рис. 4.1.23 (б )
Фм = (Фн -0,8 )+ м = (40-0,2)+0,05 = 39+0,05
Фп = (Фм – z )- п = (39,8-0,15)-0,05 = 39,65-0,05
б) для вырубки отверстия рис. 4.1.23.( в )
Фп = ( Фн + 0,8 )- п = (20+0,16)-0,045 = 20,16-0,045
Фм = ( фП + z)+ = (20?16 + 0,15)+0,045 = 20,31+0,045

Рис.4.1.23.
При определении исполнительных размеров матриц и пуансонов, предназначенных для изготовления деталей (заготовок), имеющих фасонный внешний контур или фасонное отверстие, пользуются следующим методом. Контуры матрицы и пуансона разбивают на элементы, уменьшающиеся, увеличивающиеся и остающиеся неизменными в процессе работы (износа) штампа.
Допуски и на размеры матриц и пуансонов
Размер диаметра (мм). |
Допуски (мм). |
Толщина
|
|||
1,3- 1,5 |
2,0 |
2,8-3,0 |
4,1 и выше |
||
10-18 |
|
+0,019 |
+0,019 |
+,035 |
+0,035 |
|
-0,012 |
-0,012 |
-0,035 |
-0,035 |
|
19-30 |
|
+0,023 |
+0,023 |
+0,045 |
+0,045 |
|
-0,014 |
-0,014 |
-0,045 |
-0,045 |
|
31-50 |
|
+0,027 |
+0,027 |
+0,050 |
+0,050 |
|
0,017 |
-0,017 |
0,050 |
- 0,050 |
|
80-120 |
|
- |
+0,035 |
+0,035 |
+0,070 |
|
- |
-0,023 |
-0,023 |
-0,070 |
|
Двусторонний зазор z между матрицей и пуансоном штампа в мм.
Толщина листового материала мм. |
Марка или название листового материала |
||
Ст.3, латунь, алюминий |
Ст.5, дуралюмин |
Фибра, гетинакс, текстолит, целлулоид |
|
1,5 |
0,075-0,14 |
0,090-0,165 |
0,035-0,07 |
3 |
0,15-0,27 |
0,18-0,33 |
0,075-0,13 |
5 |
0,30-0,50 |
0,34-0,6 |
0,150-0,25 |
10 |
0,80-1,2 |
0,90-1,4 |
- |
Далее для каждого из этих элементов матрицы и пуансона определяют исполнительные размеры. Рис. 4.1.24.

Рис.4.1.24.
1)
Исполнительные размеры элементов,
уменьшающихся при износе штампа (матрицы
и пуансона) определяют по формуле
А = (а + 0,8![]() ,
,
Где А – исполнительный размер на матрице или пуансоне;
а– размер детали, соответствующий размеру на матрице и пуансоне;
- допуск на рассматриваемый размер а детали.
2) Исполнительные размеры элементов, увеличивающихся при износе штампа, определяют из условия
В = (b-0,8![]()
Где В – исполнительный размер на матрице или пуансоне;
b – величина размера детали, соответствующего размеру В на матрице или пуансоне.
Исполнительные размеры элементов, не изменяющиеся при износе частей штампа, подсчитываются по формуле
С
= (с
![]() ,
,
где С – размеры, относящиеся к штампу,
с – размеры относящиеся к детали.
Исполнительные размеры с соответствующими допусками проставляют на рабочем чертеже матрицы, когда штамп предназначен для вырубки заготовки по внешнему контуру или на чертеже пуансона, когда штамп предназначен для вырубки отверстия требуемой формы.
Н а
рис.4.1.25. приведены чертежи детали,
матрицы и пуансона, на которых указаны
исполнительные размеры, подсчитанные
по формулам
а
рис.4.1.25. приведены чертежи детали,
матрицы и пуансона, на которых указаны
исполнительные размеры, подсчитанные
по формулам
Рис.4.1.25.
По расчётам были получены следующие размеры матрицы для вырубки внешнего контура детали рис. 4.1.25 (б ).и пуансона.
а) Размер, уменьшающийся при износе штампа,
![]() мм.
мм.
б) размеры, увеличивающиеся при износе штампа,
![]() мм.;
мм.;
![]() мм.;
мм.;
![]() мм.
мм.
в) Размер, остающийся неизменным при износе штампа,
![]() мм.
мм.
Приведённые размеры нанесены на чертёж матрицы предназначенной для вырубки внешнего контура детали Рис.5.38 (а). Сопрягаемый с данной матрицей пуансон для вырубки внешнего контура детали имеет те же размеры, что и матрица, но уменьшенные на величину зазора z/2 на сторону, т.е на 0,04- 0,07 мм. На чертеже пуансона проставляют размеры матрицы без допусков и делают надпись «Режущий контур пригнать и проверить по матрице с зазором 0,04-0, 07 мм. на сторону».
Размеры пуансона для вырубки отверстия в детали приведены на Рис. 3.3.25 (в). При изготовлении заготовок и деталей, имеющих свободные размеры, исполнительные размеры рабочих элементов матриц и пуансонов рассчитывают по формуле
![]()
где L – размер соответствующего элемента матрицы и пуансона;
l - номинальный размер детали;
- допуск на размер детали в соответствии с требованиями ТНПА.
Применяемые в авиационной промышленности штампы можно объединить в следующие группы:
а) по назначению и характеру выполняемых работ :
- вырубные штампы, когда отделяемая часть является изделием;
- дыропробивные штампы, когда отделяемая часть является отходом;
- отрезные штампы, когда одна деталь отделяется от другой;
б) по конструктивным признакам;
- штампы открытые, без направляющих. Эти штампы дёшевы в изготовлении и пригодны только для грубых работ, так как для них требуется увеличенный против обычной величины зазор z. Установка и центрирование матрицы относительно пуансона в этих штампах занимает много времени и зависит от состояния поверхностей направляющих ползуна пресса;
- штампы с направляющими Рис.4.1.26. Эти штампы обеспечивают большую точность воспроизведения контура детали и устанавливаются на прессе. Эта группа штампов является наиболее распространённой.
Вырубные штампы по характеру действия подразделяются на штампы: простого действия, последовательного действия, совмещённого действия, группового раскроя и универсальные.
и устанавливаются на прессе. Эта группа штампов является наиболее распространённой.
Вырубные штампы по характеру действия подразделяются на штампы: простого действия, последовательного действия, совмещённого действия, группового раскроя и универсальные.
В
вырубном штампе простого 
действия рис.4.1.26. за один ход
пресса изготовляется одна деталь
или пробивается одно отверстие.
В штампах последовательного
действия заготовка или деталь
изготовляется за два или более ходов пресса.
Штампы совмещённого действия
Рис.4.1.26. с технологической точки зрения
наиболее совершенны. За один рабочий ход пресса на них вырубается деталь по внешнему контуру и пробиваются соответствующие отверст
В штампах совмещённого действия можно не только выполнять операции вырубки, но и операции вытяжки
Штампы совмещённого действия очень дороги, их применение экономически целесообразно только при больших программах или при высоких требованиях к точности размеров детали и точности взаимного расположения вырубаемых в ней контуров.
В штампах группового раскроя за один ход пресса вырубается несколько деталей одновременно. Применение таких штампов повышает производительность труда и снижает стоимость деталей. Производительность труда увеличивается в результате сокращения времени на переналадку пресса, так как штамп группового раскроя устанавливается один раз на всю группу деталей, в то время как при применении одиночных штампов для каждой детали необходимо производить наладку пресса. Технологическая себестоимость деталей уменьшается за счёт снижения общих расходов на изготовление оснастки и лучшего использования материала. В таких штампах можно получать одновременно крупные и мелкие детали, что значительно повышает коэффициент использования материала. Все штампы проектируются на изготовление деталей определённой формы, поэтому их применение при малой программе производства или быстрой смене объектов производства не всегда рационально.
В промышленности для изготовления деталей с требуемой точностью при незначительной их себестоимости применяются универсальные штампы. Универсальный штамп позволяет изготовлять детали за несколько ходов пресса по элементам. Рабочие органы универсального штампа ( матрица и пуансон) имеют прямолинейные формы. Точность взаимного положения матрицы и пуансона обеспечивается направляющими колоннами, аналогично штампам последовательного действия. Заготовка устанавливается на нижней плите штампа в требуемое положение по регулируемым направляющим. При перемещении пуансона производится отрезание одной части заготовки.
На рис. 4.1.27. приведена схема вырубки по отдельным переходам деталей А, Б и В. Деталь А вырубается за четыре перехода, а детали Б и В – за три перехода.
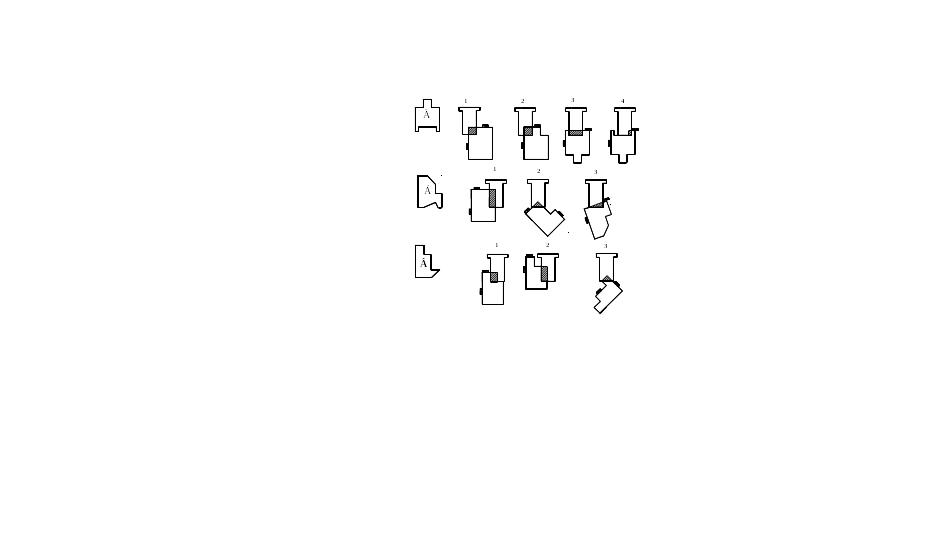
Рис. 4.1.27.
Оборудование листовой, штамповки. Наиболее распространенным при листовой штамповке оборудованием являются кривошипные прессы, которые разделяются на прессы простого и двойного действия.
Для повышения производительности труда прессы для листовой штамповки оснащают устройствами, механизирующими подачу заготовки к рабочему инструменту и удаление отштампованных деталей из пресса.