

4.2.6. Литье под низким давлением (0,01—0,08 мн/м2).
 Схема
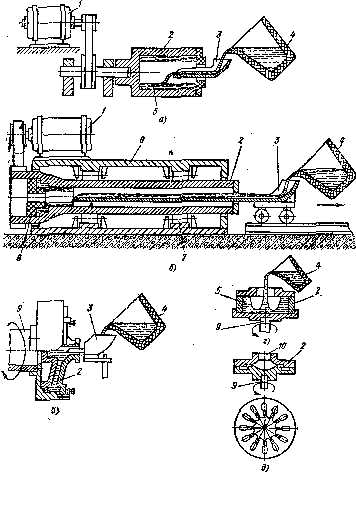
литья под низким давлением приведена
на (Рис 5.8). Сплав, находящийся в
герметически закрытом тигле 7, расплавляется
электронагревателями 5, и под давлением
инертного газа на зеркало металла
4,поступает в полость формы 3 по стальному
металлопроводу 6.
Схема
литья под низким давлением приведена
на (Рис 5.8). Сплав, находящийся в
герметически закрытом тигле 7, расплавляется
электронагревателями 5, и под давлением
инертного газа на зеркало металла
4,поступает в полость формы 3 по стальному
металлопроводу 6.
После затвердевания отливки снимают давление газа в тигле, раскрывают форму 3 и удаляют из нее отливку 2. Этим способом можно заливать тонкостенные крупногабаритные отливки из легких сплавов и с применением песчаных стержней 1. Песчаный стержень имитирует внутреннюю Рис. 3.2.8 полость отливки и центрируется на оси разъёмной формы.
4.2.7. Центробежное литьё.
 При
этом способе литья исключается применение
стержней для образования полостей
цилиндрических отливок. Отливки
отличаются большой плотностью и высокими
механическими свойствами. Центробежным
литьём можно получать тонкостенные
отливки из сплавов с низкой жидкотекучестью
К недостаткам центробежного литья
относится трудность получения качественных
отливок из
При
этом способе литья исключается применение
стержней для образования полостей
цилиндрических отливок. Отливки
отличаются большой плотностью и высокими
механическими свойствами. Центробежным
литьём можно получать тонкостенные
отливки из сплавов с низкой жидкотекучестью
К недостаткам центробежного литья
относится трудность получения качественных
отливок из
Рис. 3.2.9
ликвирующих сплавов и невозможность выполнения отверстий в отливках точных размеров. Размеры отверстий отливок, изготовленных по схеме Рис. 3.2.9 зависят от количества залитого в форму металла.
Формы приводят во вращение специальными машинами, называемыми центробежными. В зависимости от расположения оси вращения формы в пространстве различают машины с горизонтальной и вертикальной осями вращения.
На машинах с горизонтальной осью вращения отливки получают со стенками равномерной толщины по длине и в поперечном сечении. На них отливают короткие и длинные трубообразные отливки.
На Рис. 3.2.9 (а) изображена схема машины с горизонтальной осью вращения форм для изготовления коротких труб. Металл из ковша 4 заливают в форму 2 через жёлоб 3. Попадая на внутреннюю стенку вращающейся формы 2, жидкий металл образует вокруг неё полую цилиндрическую отливку 5, которую после затвердевания извлекают из формы.
На Рис. 3.2.9 (б) схематически представлена конструкция распространённой труболитейной машины. Отличительной особенностью этой машины является устройство подвижного жёлоба 3, который в процессе заливки металла перемещается с помощью электродвигателя в направлении, показанным стрелкой. При этом металл, стекая с конца жёлоба, навивается на внутреннюю поверхность вращающейся от электродвигателя 1 формы 2, что обеспечивает получение равностенной отливки 5. Форма имеет уклон равный 50, что обеспечивает течение металла. Форма беговыми дорожками опирается на приводные ролики 7 и имеет осевой упор в верхней части машины, прикреплённый к кожуху 6. Для образования внутренней поверхности раструба трубы используют песчаный стержень 8. После затвердевания отливку извлекают из формы.
На Рис. 3.2.9 (в) приведена схема центробежной машины с горизонтальной осью вращения для литья фасонных деталей. Форма 2 состоит из двух половин, жёлоба 3 и шпинделя 9. Жидкий металл из ковша 4 выливается в жёлоб, из него сливается во вращающуюся форму и заполняет её. Металл отбрасывается к стенкам. После затвердевания оливки форму раскрывают и извлекают отливку.
В машинах с вертикальной осью вращения Рис.3.2. 9 (г) металл из ковша 4 заливают в форму 2, укреплённую на шпинделе 9, который вращается от электродвигателя. Металл центробежной силой прижимается к боковой цилиндрической стенке, образуя возле неё жидкий кольцевой слой. Форма вращается до полного затвердевания металла, после чего её останавливают и извлекают отливку. При вертикальной оси вращения формы отливки имеют параболическую внутреннюю поверхность. Толщина верхней части отливки меньше, чем нижней части, так как при вращении формы часть металла стекает вниз. Этим методом литья получают отливки небольшой высоты.
На Рис. 5. 9 (д) показаны формы 2 для производства фасонных отливок на машинах с вертикальной осью вращения от шпинделя. Металл заливается через центральный литник 10, откуда с большой скоростью, через радиальные каналы, попадает в рабочую полость, где затвердевает, образуя отливку 5.