

4.2.4. Литье в оболочковые формы.
Этот способ литья является разновидностью литья в разовые песчаные
формы, обеспечивает получение отливки с высоким качеством поверхности.
Оболочковые формы изготовляют из смеси, которая состоит из кварцевого
песка и синтетической смолы (6—7% фенолформальдегидной) в виде порошка.
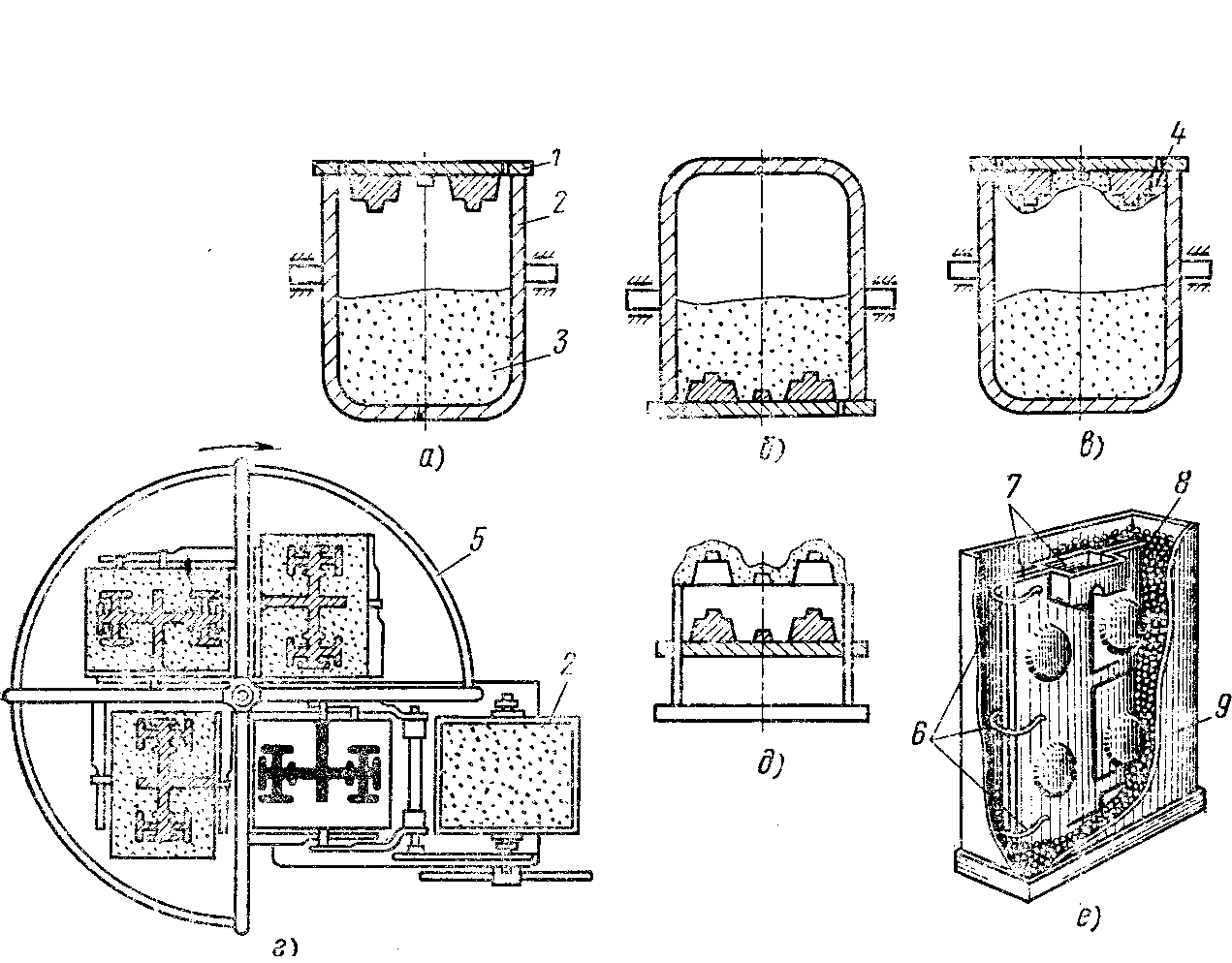
Рис. 3.2.5.
Фенолформальдегидная смола при 70° С размягчается, а при температуре свыше 120° С плавится, превращаясь в жидкую клейкую массу. Через несколько секунд и по мере увеличения температуры смола становится твердой и вторичному расплавлению не поддается. При 450°С смола начинает выгорать. На свойстве смолы переходить из жидкого состояния в необратимое твердое состояние основаны способы получения оболочковых форм. Формовочную смесь 3 засыпают в бункер 2 (рис. 3.2.5, а) и накрывают нагретой металлической плитой 1 с укрепленными на ней металлическими моделями отливок. При повороте бункера на 180° (рис. 3.2.5, б)
модельная плита оказывается внизу, под формовочной смесью. Частицы смолы вблизи нагретой модели и плиты начинают плавиться и обволакивать отдельные зерна песка, связывая их между собой. Образовавшаяся оболочка 4 прилипает к поверхности моделей и плиты. Толщина этой оболочки зависит от температуры модельной плиты и времени выдержки ее под засыпкой. Через 25 с толщина оболочки достигает 6—8 мм, после чего бункер возвращают в исходное положение. Плита при этом оказывается вверху, избыток смеси, состоящей из песка и оставшейся неоплавленной смолы, осыпается вниз бункера (рис. 3.2.5, в). Модельную плиту вместе с оболочкой снимают с бункера и помещают в электропечь (рис. 3.2.5, г) или газовую печь для полного затвердевания оболочки 4. Через 4 мин плиту вынимают из печи и укладывают на стол специального съемочного механизма (рис. 3.2.5, д). С помощью толкателей, проходящих черен отверстия в плите и упирающихся в оболочку, отделяют оболочку от плиты и поднимают последнюю. С толкателей оболочка снимается и направляется на сборку. Две половины оболочки склеивают и соединяют скобой 6 (рис. 3.2.5, е). Полученную оболочковую форму заливают сплавом в вертикальном или горизонтальном положении через литниковую систему 7. Оболочковая форма из песчано-смоляной смеси после заливки металлом легко разрушается, освобождая отливку.
Для крупных отливок из-за опасности прорыва металла во время заливки оболочковые формы помещают в опоку 9 и засыпают чугунной дробью 8. В промышленности внедрены мпогопозиционные карусельные автоматы для изготовления оболочковых форм.
Литье по выплавляемым моделям. Этим способом литья изготовляли литые скульптуры много столетий назад. В машиностроении его начали применять в 40-х годах нашего столетия.
4.2.5. Литье под давлением .
Этот способ литья применяют в массовом производстве (так как стойкость пресс-форм высока) тонкостенных отливок из сплавов цветных металлов. При данном способе литья достигаются большая точность размеров отливок и высокое качество поверхности, не требуется механической обработки. Этот способ литья очень производителен (200—400 циклов в час). При литье под давлением формы выполняют стальными; они имеют более сложную конструкцию и большую точность, чем кокили, поэтому и стоимость их выше. Применяют только неразъемные металлические стержни. Использование песчаных стержней исключено, так как струя металла может их разрушить. Струя металла подается под большим давлением и скоростью. При этом газы из полости формы не успевают удалиться, что приводит к образованию в толстостенных отливках газовой пористости. Принцип заполнения пресс-формы, при литье под давлением на машинах с горизонтальной камерой сжатия, приведен на схеме рис. 3.2.6. Металл заливается в заливочное окно 3 (позиция 1) камеры сжатия ковшом 4. Поршнем 5 сплав под давлением заполняет пресс-форму. После затвердевания сплава в пресс-форме извлекают металлический стержень 2, формирующий полость в отливке. Открывают пресс-форму и выталкивателем 6 удаляют отливку.
Пресс-форма — сложное приспособление, состоящее из 30—100 деталей, в зависимости от конструктивных особенностей отливки. Рабочая часть пресс-формы выполнена из вкладышей. Металлические стержни для образования отверстий в отливке устанавливаются и извлекаются автоматически с помощью приспособления.
Сплав заливается в камеру прессования. При прессовании струя металла,
п роходя
через литниковые каналы, заполняет
полость пресс-формы. При раскрытии
пресс-формы отливка выталкивается
толкателем и проходя через литниковые
каналы, заполняет полость пресс-формы.
При раскрытии пресс-формы отливка
выталкивается толкателем.
роходя
через литниковые каналы, заполняет
полость пресс-формы. При раскрытии
пресс-формы отливка выталкивается
толкателем и проходя через литниковые
каналы, заполняет полость пресс-формы.
При раскрытии пресс-формы отливка
выталкивается толкателем.


Рис.3.2.6.
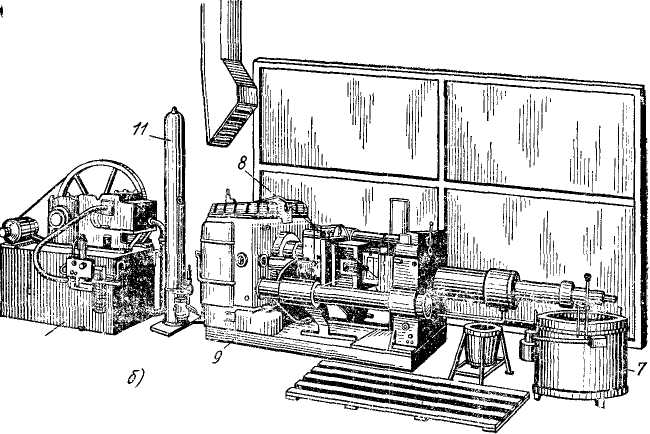 Машины
для литья под давлением являются сложными
техническими устройствами. Машина 9
(рис. 3.2.7) состоит из корпуса, направляющих,
гидравлических цилиндров, которые
приводят в движение половины пресс-формы
8 и металлические стержни, а также создают
давление (30—100 МН/м2) для прессования
металла. В гидравлические цилиндры
поступает жидкость под давлением от
насоса 10 через аккумулятор 11. Рабочий
зачерпывает ложкой жидкий сплав из
раздаточной печи 7 и заливает его в
камеру сжатия, или применяют
автоматическую дозировку металла при
заливке. Затвердевшая отливка
автоматически выталкивается после
открытия пресс-формы.
Машины
для литья под давлением являются сложными
техническими устройствами. Машина 9
(рис. 3.2.7) состоит из корпуса, направляющих,
гидравлических цилиндров, которые
приводят в движение половины пресс-формы
8 и металлические стержни, а также создают
давление (30—100 МН/м2) для прессования
металла. В гидравлические цилиндры
поступает жидкость под давлением от
насоса 10 через аккумулятор 11. Рабочий
зачерпывает ложкой жидкий сплав из
раздаточной печи 7 и заливает его в
камеру сжатия, или применяют
автоматическую дозировку металла при
заливке. Затвердевшая отливка
автоматически выталкивается после
открытия пресс-формы.
Рис.3.2..7.
Применяют промежуточный способ между литьем в кокиль и литьем под давлением — литье под низким давлением.