

Определение износа, проверка на плотность всасывающих и нагнетательных клапанов компрессора
Цель работы: научить курсантов производить разборку клапанов компрессора, притирку седла и пластины клапанов компрессора, сборку и проверку плотности клапанов компрессора, определять износ деталей клапанов компрессора.
Материальное обеспечение:
всасывающие и нагнетательные клапаны компрессоров;
набор слесарный;
притирочные плиты;
контрольная плита;
щупы;
керосин;
лупа.
Порядок выполнения работы
Изучить назначение всасывающих и нагнетательных клапанов компрессора.
Разобрать клапаны компрессора, изучить их конструкцию и принцип работы.
Определить характер износа и способ ремонта дефектных деталей клапанов.
Притереть при необходимости клапанную пластину и седло клапана.
Собрать клапан компрессора и проверить его плотность.
Составить отчет по лабораторной работе.
Методические указания к выполнению работы
1. Всасывающий клапан служит для впуска пара в цилиндр компрессора при ходе поршня в НМТ и обеспечения плотности при сжатии пара в цилиндре. Нагнетательный клапан служит для выпуска пара из цилиндра компрессора при ходе поршня в ВМТ и обеспечения плотности при всасывании пара. При наличии на уплотнительных поясах седла и пластин клапанов царапин, рисок, забоин, а также при поломке пластин и пружин нарушается плотность клапанов, что приводит к уменьшению холодопроизводительности компрессора из-за перетечки пара. При перетечке пара через дефектный клапан повышается температура пара в конце сжатия по сравнению с расчетной, поэтому наощуп можно определить, в каком цилиндре многоцилиндрового компрессора пропускает клапан, т.к. нагрев его стенок будет больше соседнего.
2.Всасывающие и нагнетательные клапаны в зависимости от формы клапанной пластины называются кольцевыми, ленточными (полосовыми), пяточковыми, лепестковыми.
Клапан компрессора состоит, в основном, из седла, клапанной пластины и розетки. Седло и розетка соединены между собой одним или четырьмя винтами.
Седло - это деталь, которая имеет один или несколько уплотнительных поясков, между которыми имеются сверловые отверстия для прохода пара.
Розетка - это деталь, которая имеет проточку или канавку для направленного перемещения и ограничения подъема клапанной пластины.
Самодействующие инерционные клапаны открываются и закрываются в результате изменения направления движения поршня. Если клапанная пластина нагружена прижимными витыми или пластинчатой пружиной, то открытие происходит в результате разности давления под пластиной и внутри цилиндра, а закрытие - в результате разности давления над пластиной и внутри цилиндра.
Чтобы разобрать клапан, необходимо расшплинтовать и отвернуть корончатую гайку, а затем осторожно рассоединить отверткой седло с розеткой, которые могут быть соединены между собой штифтом. В других клапанах необходимо отогнуть отверткой лепестки стопорных шайб из шлица винтов и отвинтить винты, а затем отверткой рассоединить седло с розеткой.
3. Износ определяют визуальным осмотром (невооруженным глазом с помощью лупы) всех деталей всасывающих и нагнетательных клапанов компрессора, после промывки и протирки ветошью. Детали аммиачных компрессоров промывают в керосине или соляре, а детали фреоновых компрессоров рекомендуется промывать в четыреххлористом углероде. Певерхность уплотнительных поясков седла не должна иметь наклепов, забоин, рисок или царапин, заметных глазу. Накипь устраняют шабером с последующей притиркой на притирочной плите. Незначительные вмятины, риски и царапины устраняют притиркой поврежденных поверхностей деталей на плите.
Значительный износ уплотнительных поясков устраняется шлифовкой с последующей притиркой на плите. Клапанные пластины, имеющие на уплотнительных поверхностях незначительные неровности, должны защищаться шабером, а затем притираться на притирочной плите.
Если клапанные пластинки имеют коробление более 0,02 мм, что проверяется щупом, конец которого вводится под лекальную линейку, приложенную к пластинке, то их шлифуют и притирают на плите.
Клапанные пластины, имеющие кольцевую выработку более 0,1 мм по глубине и значительные риски, царапины, вмятины, трещины или коробление, должны заменяться новыми.
Клапан может иметь уплотнительный поясок, которым садится в проточку, находящуюся в верхней части цилиндровой втулки. Уплотнительный поясок притирают на плите, а поверхность проточки - специальным притиром по форме протечки, затем уплотнительный поясок и поверхность проточки взаимно притирают друг к другу.
4.Ознакомление с притирочной плитой производят внешним осмотром. Для этого снимают защитную крышку с поверхности притирочной плиты и проверяют ее состояние. Посторонние частицы удаляют с поверхности плиты и при необходимости моют керосином и протирают насухо ветошью.
5.Клапанные пластины и седла притирают на притирочной плите, на поверхность которой наносят небольшое количество притирочной пасты, или притирочного материала с добавлением нескольких капель смазочно-охлаждающей жидкости. В качестве притирочного материала применяют абразивные алмазные порошки, порошки из карбид бора, корунда различной зернистости, а для тонкой доводки используют пасту ГОИ. В качестве смазочно-охлаждающей жидкости используют керосин, машинное масло. Перед притиркой деталь тщательно отмывают от масла и других загрязнений. Затем кладут на притирочную плиту, равномерно прижимают пальцами к поверхности плиты и делают сложные движения руками, проворачивая деталь на четверть, пол-оборота. Притирку ведут до полного удаления вмятин, рисок, царапин до получения ровного матового цвета всей притираемой поверхности. Притирку можно считать удовлетворительной, если нанесенные черточки карандашом поперек уплотнительных поясков седла полностью сотрутся при легком нажатии на клапанную пластину и ее проворачивании.
На специализированных заводах применяют механическую притирку на сверлильных станках или специальных притирочных станках, причем, деталь устанавливают в приспособлении. После притирки детали тщательно промывают, обдувают сжатым воздухом и смазывают чистым машинным маслом.
6.Клапан собирают после смазки сопряженных поверхностей деталей. Детали клапана плотно собирают и шплинтуют или стопорят соответствующими замками так, чтобы во время работы плотность клапана не нарушалась. Правильность сборки клапана проверяют простукиванием палочкой или спичкой по клапанной пластинке, которая должна свободно перемещаться в розетке.
Плотность собранного клапана проверяют с помощью керосина, который наливают в гнездо клапана поверх пластины. Если в течение пяти минут керосин не просачивается между притертыми поверхностями седла и клапанной пластины, то клапан считается плотным. Такой способ проверки плотности применяется только для прижимных клапанов (кольцевых, пятачковых).
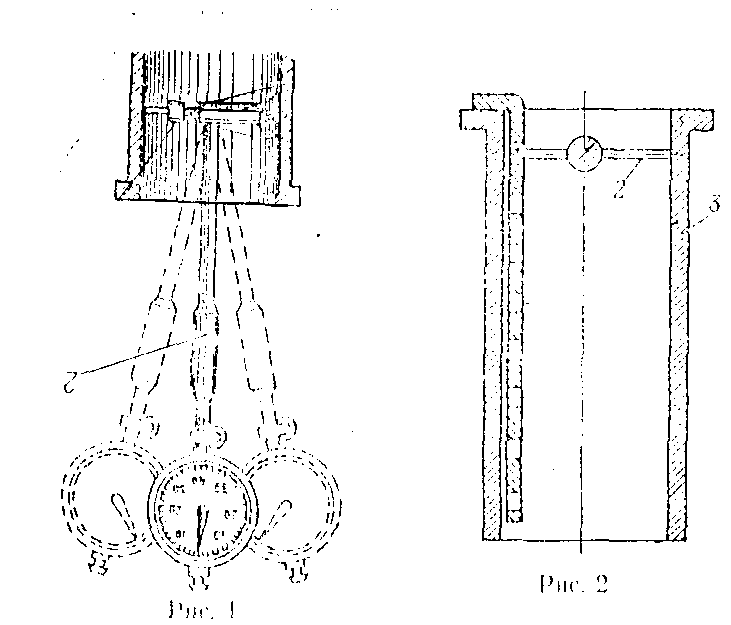
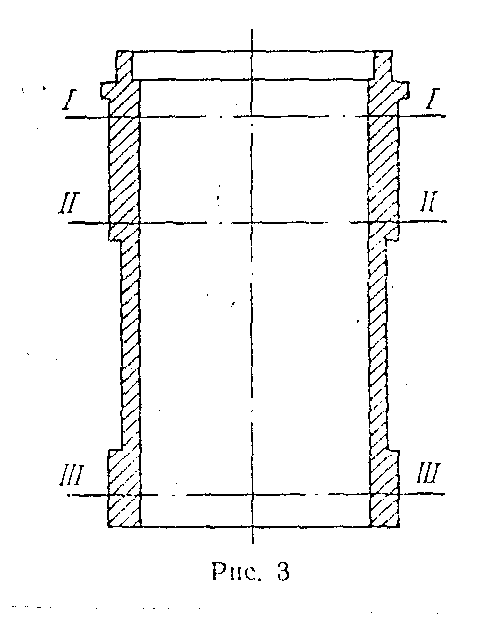
Шаблон для измерения диаметра цилиндра
с помощью микрометрического штихмасса:
1 – шаблон; 2 – микрометрический штихмасс; 3 – цилиндр.
Выучить детали компрессора 2ФВ-4 (рис. 7), их назначение и порядок составления.
Охарактеризуйте компрессор, изображенный на рис. 9 (6) и 10 (7). Опишите устройство защільника, изображенное на рис. 11 (12). Найти в учебнике.
Компрессор 2ФВ-4 (2ФВ-4/4,5). Применяется в холодильных машинах ФАК-0,7Э, ФАК-1,1Э, ФАК-1,5МЗ. В этих машинах установленные компрессоры разной холодопродуктивності, но максимально унифицированные. Для изучения конструкции нужно сделать разборка компрессора. Выключите агрегат и на електропусковому щите повісте табличку "Не включать - работают люди". Разъедините всасывающий и нагнетательный трубопроводы от вентилей, разъедините реле давления, снимите из маховика ремень, разъедините лапы компрессора от рамы агрегата и установите компрессор на станок. Отвинтите крепежную гайку из хвостовика вала и легким постукиванием по маховику или с помощью съемника снимите маховик из вала. Від'єднайте всасывающий вентиль от блока цилиндров и нагнетательный вентиль от головки блока.
Обратите внимание на конструкцию вентиля. Вентиль двоходовий, иглистый. Шпиндель перемещается вдоль корпуса и уплотненный защільником из резиновых колец. На вентиле есть тройник для присоединения трубок, которые идут от контрольно-вимірювальних приборов.
Установите вентиль у положение: "Закрыто на систему", "Закрыто на тройник" и "Рабочее положение". Отвинтите колпачку гайки из головки блока (рис. 4).
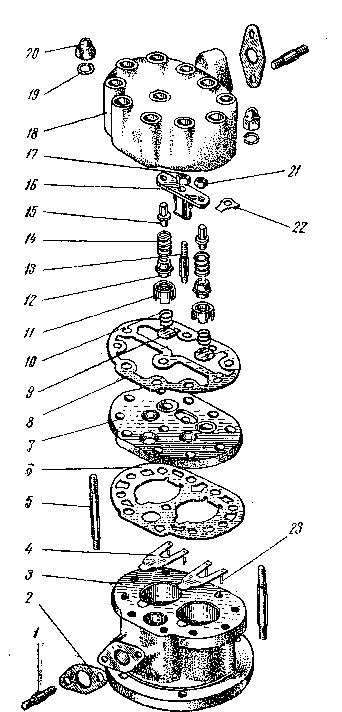
Рис. 6. Головка блока, клапанная группа, блок цилиндров компрессора 2ФВ-4:
1 - булавки; 2- прокладка; 3 - блок цилиндров; 4 - всасывательный клапан; 5 - булавки; 6 - прокладка; 7 - клапанная доска; 8 - прокладка; 9 - нагнетательный клапан; 10 - пружина; 11- направляющая кружка; 12 - направляющая втулка; 13 - булавки; 14 - буферная пружина; 15 - регулятор зазора; 16 - стойка; 17 - рощицы; 18 - головка;19 - пружинная шайба; 20 - ковпачкова рощицы; 21 - рощицы; 22 - замковая шайба; 23 - фиксатор клапана.
Снимите головку блока, клапанную доску, прокладки, всасывательные клапаны. В отливке головки блока цилиндров есть перегородка, которая делит головку на всасывающие и нагнетательную пустоты. На клапанную доску относится прокладка такой же конфигурации, что и головка блока, который делит клапанную доску соответственно на нагнетательную и всасывающую стороны. Всасывающие стальные самоупругие клапаны устанавливаются над цилиндром, под клапанной доской. Нагнетательные клапаны п'ятачкового типа с прижимными и буферными пружинами устанавливаются на клапанной доске сверху.
Вообразите, как будет работать нагнетательный клапан в случае попадания в цилиндр редкого хладагента. Пары фреона проходят паровой фильтр и поступают во всасывающую пустоту головки блока цилиндров через отверстие в клапанной доске. При изменении направления движения всасывающих пар после парового фильтра частицы масла, которые более трудные, выпадают из пар фреона и стекают по вертикальному каналу в картер.
Снимите из картера блок цилиндров с прокладкой. Отверните масляную пробку и слейте масло из картера. Снимите крышку сальника с прокладкой. Выучите конструкцию сальника. Сальник - пружинный, с парой трения сталь-графит. Сальник находится в масляной камере, в которой масло подается по каналу из картера. Пружина впирається через опорные шайбы в заплечики переднего конца коленчатого вала и в резиновое уплотнительное кольцо, через которое прижимает вращающееся уплотнительное кольцо к неподвижному кольцу. Уплотнение по валу обеспечивается резиновым кольцом, извне вала - парой трения сталь-графит, а между корпусом и крышкой - прокладкой.
Отверните рощицы шатунных болтов, снимите стопорные шайбы и крышку нижней головки шатуна, потом снимите шатунов с поршнями из шеек вала. Снимите торцевую крышку картера с прокладкой. Обратите внимание на масляные ванночки для подачи масла к опорному подшипнику. Выньте из картера вал.
Рассмотрите, как соединяются шатун с шейкой вала и с пальцем; палец с поршнем (рис. 7).
Выучите смазывание шатунно-поршневої группы и опорных подшипников вала. Для снятия из поршня колец примените пластины. Рассмотрите конструкцию поршня и установление колец на поршень. При составлении компрессора для установления колец на поршень примените пластины, а при установке поршня в цилиндр для заправки колец используйте коническую втулку.
Отчет должен содержать техническую характеристику компрессора 2ФВ-4 при разных частотах обращения вала, эскиз двоходового запорного вентиля и эскиз сальника.
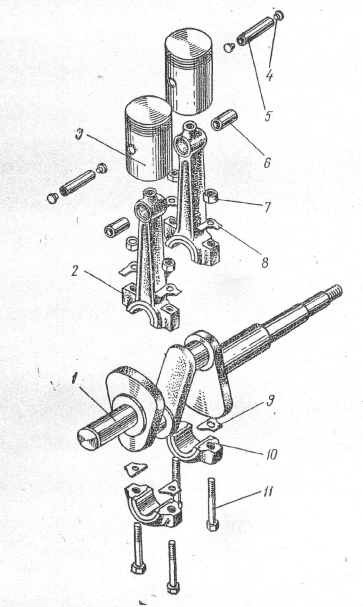
Рис. 7. Кривошипно-шатунний механизм компрессора 2ФВ-4:
1 - коленчатый вал; 2 - шатун; 3 - поршень; 4 - заглушка пальца; 5 - поршневой палец; 6 - подшипник верхней головки шатуна; 7 - рощицы; 8 - замковая шайба; 9 - прокладка; 10 - нижняя часть головки шатуна; 11 - шатунный болт.
Компрессоры ФВ-4, ФВ-6. Компрессор ФВ-4 применяется в холодильных машинах ИФ-49м и ИФ-56, компрессор ФВ- 6 - в холодильных машинах ХМФВ - 6 и ДМФВ-4М.
Разборка и изучение конструкции компрессора ФВ-6 (ФВ-4) осуществляется в определенной последовательности. Від'єднайте от компрессора трубопроводы, снимите маховик, отвинтите крепежные болты и установите компрессор на станок. Снимите головку блока цилиндров; внутренняя перегородка делит пространство над клапанной доской на всасывающие и нагнетательную пустоты, при снятии прокладок из привалкових плоскостей старайтесь их не порвать.
На клапанной доске найдите отверстия всасывания и нагнетание. Снимите седло всасывательного клапана и выучите его работу. Выучите работу нагнетательного клапана. Снимите всасывающие и нагнетательные вентили. Від'єднайте блок цилиндров от картера. Отверните мастилозаливну пробку и слейте масло. Отверните болты, которые крепят крышку защільника, разберите и выучите и конструкцию. Сальник, пружинный, с масляным затвором. Торцевое уплотнение осуществляется трущимися графитовыми и стальными кольцами, уплотнение по валу - резиновым кольцом.
Приступите к разборке и изучению шатунно-поршневої группы. Снимите шатунов из шеек коленчатого вала. Обратите внимание на подшипники верхней и нижней головок шатуна, крепление пальца в бобишках поршня и на конструкцию поршневых колец. Снимите из поршня маслоз'ємне кольцо. Рассмотрите канавку в поршне под маслоз'ємним кольцом.
Вал компрессора - стальной, штампованный, опирается на два коренных подшипника (шариковый и роликовый). Для предотвращения осевого сдвига вала под действием пружины и сальника в торце вала есть лунка и у нее установленный шарик, который опирается на стальной закаленный "сухарик", закрепленный на резьбе в стенке картера. Смазывание трущихся частей осуществляется разбрызгиванием масла. Масло возвращается с парами фреона в компрессор, и при изменении направления движения после парового фильтра частицы масла стекают вертикальным каналом в картер. Канал со стороны картера закрыт пробкой с отверстием диаметром 2,5 мм, что препятствует випліскуванню масла из картера.
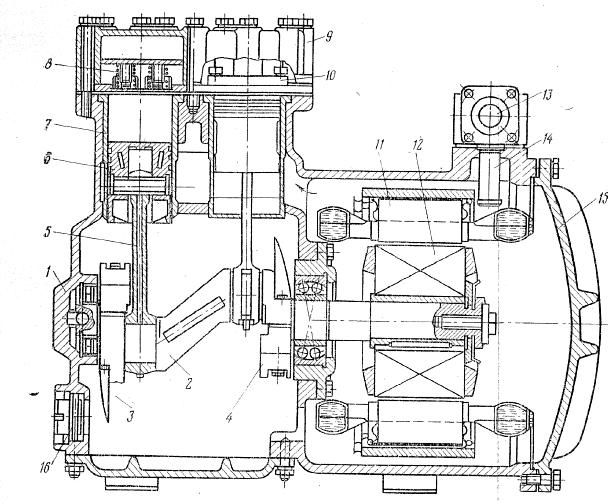
Рис. 8. Безсальниковый компрессор 2ФВБС6:
1 - блок-картер; 5 - коленчатый вал; 3 - розбризкувач; 4 - противовес; 5 - шатун; 6- поршень; 7 - цилиндровая гильза; 8 - нагнетательный клапан; 9- крышка блока цилиндров; 10 - всасывательный клапан; 11 - статор; 12 - ротор; 13 - всасывающий вентиль; 14 - фильтр газовый; 15 - крышка; 16 - обзорное стекло.
Измерение мертвого объема. Пространство между клапанной доской и поршнем в верхнем отложении, включая отверстие в клапанной доске под пластинами клапанов, образовывает объемное мертвое пространство.
С помощью штангенглибиноміра или индикаторного глубиномера замеряйте линейное мертвое пространство и подсчитайте полное объемное мертвое пространство V1 (в м3)
![]()
где D - диаметр цилиндра, м;
l - линейное мертвое пространство, г.
Потом определите объем отверстий в клапанной доске под пластинами клапанов V2 (в м3)
![]()
где n - число отверстий в клапанной доске;
d - диаметр отверстия, м; .
S - толщина клапанной доски, г.
Полное объемное мертвое пространство С (в м3)
C = V1 + V2 .
Мертвый объем выражают в процентах объема, описываемого поршнем. Для вивчаємого компрессора объем, который описывается поршнем, уточните за каталогом или паспортом, подсчитайте мертвый объем с (в %)
![]()
где С - объемное мертвое пространство, м3;
Vh - теоретическая объемная производительность компрессора, или объем, описываемый поршнем, м3/с.
Пользуясь сделанными в учебнике [6] значениями коэффициента подачи λ, определите действительную объемную производительность Vд (в м3/с) при разных параметрах пары во всасывающем и нагнетательном патрубках компрессора:
Vд = λVh,
где ? - коэффициент подачи.
Компрессор ФУ-40. Конструкция компрессора представлена на рис. 7. Обратите внимание на внешние арматуры компрессора. Найдите фильтр тонкого очищения, редукционный клапан, всасывательный вентиль, штуцеры для присоединения реле давления, реле контроля смазывания, манометров и мановакуумметрів, вентиль для спущення маслила, стекло для контроля за уровнем масла, предупредительный клапан. Выучите устройство предупредительного клапана.
При разборке компрессора на листы бумаги фиксируйте последовательность операций, так как процесс составления будет осуществляться в обратной последовательности. Если нет маркирования деталей узлов, которые соединяются, промаркіруйте их. Отверните рощицы и снимите крышку цилиндров.
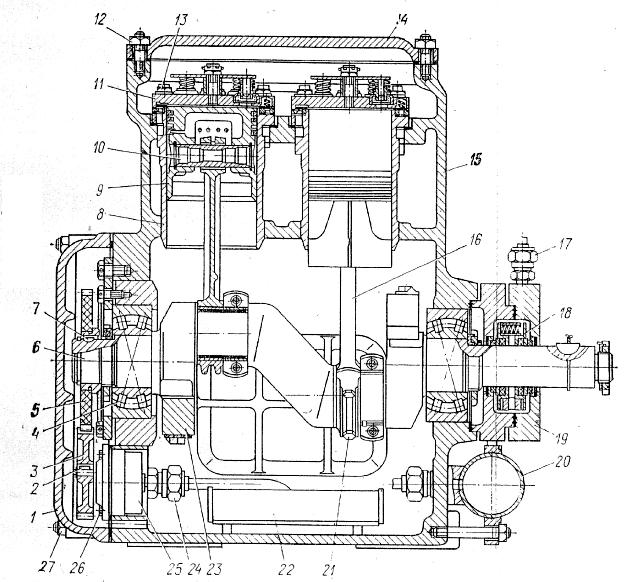
Рис. 9. Разрез компрессора ФУ-40:
1- передняя крышка; 2- призматическая плішка; 3, 5 - шестерни; 4 - роликоподшипник; 6 - коленчатый вал; 7 - сегментная шпонка; 8 - поршень; 9 - гильза; 10 - палец; 11- клапанная группа; 12, 13, 27- рощицы; 14- крышка цилиндров; блок-картер; 16 - шатун; 17 - штуцер для присоединения маслоподавальної трубки: 18 - сальник; 19 - крышка сальника; 20 - фильтр тонкого очищения; 21 - шатунный болт; 22 - масляный фильтр грубого очищения; 23- противовес; 24 - накидная гайка; 25 - шестерной масляный насос.
За рис. 9 проследите путь движения холодильного агента от всасывающего вентиля к нагнетательному вентилю. Отверните рощицы, которые крепят клапанную группу, и снимите ее с булавку. Выясните, под действием каких сил приоткрываются всасывающий и нагнетательный клапаны.
Для разборки клапанной группы (рис. 10) выньте шплинт, отверните гайку, снимите втулку и плиту с пальцами, которые препятствуют боковому сдвигу втулок. Снимите буферные пружины, стальные втулки, которые служат для ограничения подъема клапанов, и направляющие, которые предупреждают боковой сдвиг клапанов, рабочие пружины и клапаны.
Снимите седло нагнетательного клапана, отверните два винта, и выньте пружины всасывательного клапана и всасывательный клапан в виде кольца. При этом следите, чтобы не потерялись пластинки нагнетательного клапана и их пружинки, а также пружинки всасывающего клапану.
Для изучения конструкции шатунно-поршневої группы отверните рощицы и снимите боковые крышки картера. Проверните вручную коленчатый вал (см. рис. 10) и установите попеременно.
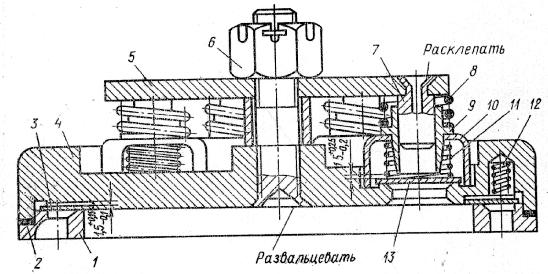
Рис. 10. Клапан в сборе компрессора ФУ-40:
1- седло всасывательного клапана; 2- прокладка: 3 - всасывательный клапан; 4 - седло нагнетательного клапана; 5 - плита; бы - рощицы; 7- палец; 8 - буферная пружина; 9 - втулка; 10 - направляющая; 11- пружина нагнетательного клапана; 12 - пружина всасывательного клапана; 13 - нагнетательный клапан.
В крышку сальника (рис.11) вставлено на прокладке стальное кольцо. У него запрессованное графитовое кольцо. Снимите два прижимных диска, в которых находятся стальные кольца, резиновые кольца с маслостійкої резины, стальная обойма с восемью спиральными пружинами. Стальные кольца оказывают содействие равномерному сжатию резиновых колец.
Внутреннее графитовое кольцо со стальным кольцом вставленные в корпус. Масло поступает в сальник от масляного насоса под давлением через штуцер и через отверстие в обойме попадает в пространство между дисками. Потом через сверление в коленчатому валі поступает в шатунов. Сальник работает надежно, когда пустота его заполнена маслом, так как хорошо смазываются трущиеся и вращающиеся поверхности.
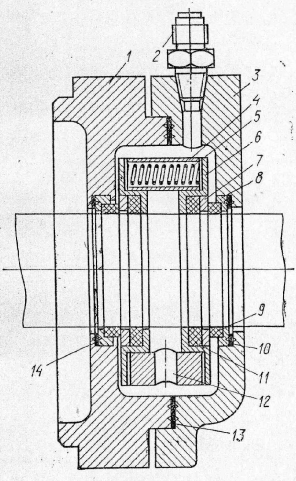
Рис. 11. Сальник компрессора ФУ-40:
1 - корпус; 2 - штуцер; 3 - крышка; 4 - стальная обойма; 5 - спиральная пружина; 6 - стальные прижимные диски; 7 - стальные подвижные кольца; 8 - стальное неподвижное кольцо; 9 - графитовое кольцо; 10, 13, 14 - прокладки; 11 - резиновое кольцо; 12 - отверстие.
Компрессоры АУ-45, АУУ-90, АВ-22 или 22АУ-45, 22АУУ-90, 22АВ-22.
Данный тип компрессоров отличается от типа ФУ-40 наличием водной оболочки, прямоточным схемой движения газа (расположением всасывательных клапанов на поршнях), уменьшенными размерами цилиндров и трубопроводов при одной и той же холодопродуктивності.
При изучении компрессора АУ-45 найдите на нем те же арматурам, что и на компрессоре ФУ-40.
При разборке компрессора и изучении клапанной группы отверните рощицы с булавку, которые крепят крышку (рис. 14). Уволенная крышка слегка поднимается под действием буферной пружины и легко снимается. Крышку следует снимать равномерно, не допуская перекосов, так как при перекосах ее может заклинить, что вызовет повреждение резьбы на булавках. После снятия крышки из нагнетательной пустоты цилиндра выньте буферные пружины и нагнетательный клапан.
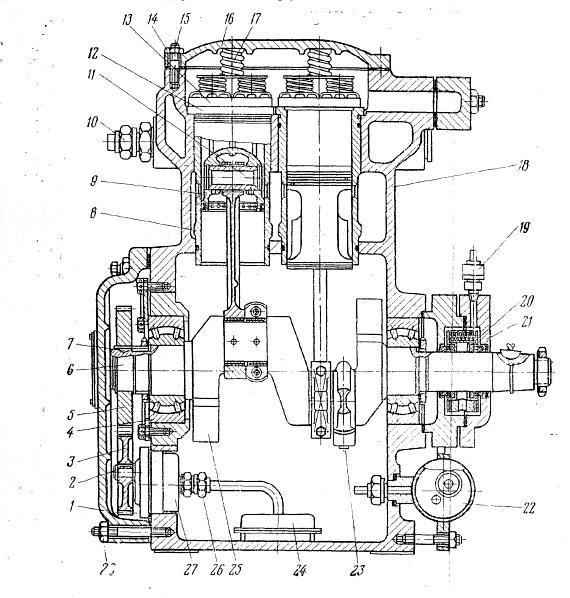
Рис. 12. Разрез компрессора АУ-45:
1-передняя крышка; 2 - призматическая плішка; 3, 5 - шестерни; 4 - коренной подшипник; 6 - коленчатый вал; 7 - сегментная шпонка; 5 - гильза; 9 - поршень; 10 - штуцер для присоединения предупредительного клапана; 11 - палец; 12 - всасывающий;; клапан; 13 - нагнетательный клапан; 14, 26, 28 - рощицы; 15 - булавки; 16 - крышка цилиндра; 17 - буферная пружина; 18 - блок-картер; 19 - штуцер для присоединения маслоподавальної трубки; 20 - сальник; 21 - крышка сальника: 22- фильтр тонкого очищения; 23 - шатунный болт; 24 - фильтр грубого очищения; 25 - противовес; 27 - масляный насос.
При разборке нагнетательного клапана (рис. 15, а) выньте стопорный шплинт и отверните корончатую гайку, снимите втулку и траверсу. Снимите траверза (плиту) с пальцами, которые крепятся к траверсе и препятствуют боковому сдвигу втулок. Снимите буферные пружины, которые прижимают втулки к направляющим, стальные втулки, которые опираются своими выступлениями на направляющие и ограничивающие подъем клапанов, направляющие клапанов, выполненные в виде развилин с тремя ножками, а также рабочие пружины и п'ятачкові пластины.
П'ятачкові пластины поднимаются, преодолевая усилие пружины, когда в цилиндре создается давление, на 0,09 Мпа больше, чем давление конденсации.
Обратите внимание на обработанную поверхность седла нагнетательного клапана. Необходимая плотность клапанов создается притертыми к седлу пластинами. Для предупреждения бокового сдвига во время работы пластина центрируется розеткой, ножки которой впираються в дно кольцевого пазу.
Для того, чтобы снять узел всасывательного клапана (рис. 15,6) из поршня, необходимо отвернуть четыре булавки со скрытыми головками. Булавки застопорены шайбой, во избежание проворачивания.
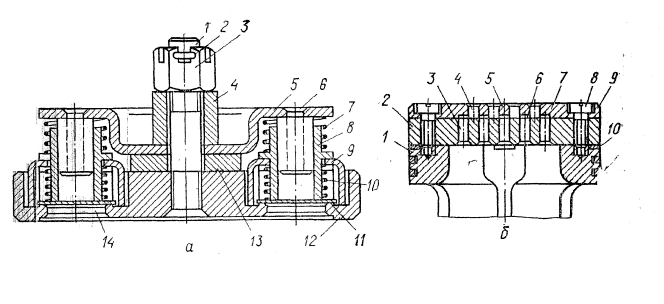
Рис. 13. Клапаны компрессора АУ-46:
а - нагнетательный клапан: 1- болт; 2 - стопорный шплинт; 3 - рощицы; 4- втулка; 5 - траверса; 6 - палец; 7 - буферная пружина; 8 - втулка; 9- направляющая; 10 - рабочая пружина; 11- п'ятачкова пластина; 12 - клапанная плита; 13 - шайба; 14 - круглое отверстие.
бы - всасывательный клапан: 1 - головка поршня; 2 - стальное седло; 3 - круглое отверстие; 4 - прямоугольное отверстие; 5 - стальная розетка; 6 - пластинчатый клапан; 7 - паз; 8 - булавки; 9 - шайба; 10 - прокладка.
При изучении конструкции всасывательного клапана обратите внимание на то, что он состоит из седла с круглыми отверстиями для прохода аммиака, клапанных стальных пластин, стальной розетки с прямоугольными отверстиями и фрезованими пазами и между ними для подъема клапанных пластин. Розетка и седло крепятся один до одного четырьмя булавками, а взаимное расположение фиксируется двумя штифтами.
Последовательность разборки и изучение конструкции шатунно-поршневої группы, сальника, системы смазывания компрессора АУ-45 аналогичная операции компрессора ФУ-40. Последовательность составления обратная процессу разборка.
Как отчет должны быть представленные:
эскизы деталей всасывающих и нагнетательного клапанов компрессора ФУ-40;
эскизы деталей всасывательного клапана компрессора АУ-45;
эскиз поршневых компрессоров АУ-45 и ФУ-40;
система смазывания компрессора ФУ-40;
техническая характеристика компрессоров АУ-45 и ФУ-40.
Лабораторная работа № 4
Изучение конструкции теплообменных аппаратов.
Определение теплопередающей поверхности
Изучение конструкции и расчет кожухотрубного испарителя
Учебная цель работы. Изучить назначение, конструкцию и принцип работы кожухотрубного ИС.
Научиться определять теплопередающую поверхность трубок ИС. Время – 2 часа.
Количество курсантов выполняющих работу – 3-4 чел.
Материальное обеспечение:
- кожухотрубный испаритель.
- набор рожковых ключей.
- протирочная ветошь.
5. Порядок выполнения работы:
- согласно методическим указаниям разобрать ИС.
- изучить конструкцию, назначение и принцип работы ИС.
- произвести замеры наружного диаметра, длины и количества трубок в ИС.
- определить теплопередающую поверхность трубок ИС.
- составить отчет по лабораторной работе.
6. Методические указания по выполнению лабораторной работы.
Испарителем называется теплообменный аппарат предназначенный для охлаждения рассола (воды или др. жидкостей) в результате кипения ж.х.а. при постоянно низком давлении и температуре кипения.
Корпус изготовляют из стальной бесшовной трубы большого диаметра или листовой стали, свернутой в виде цилиндра. По концам привариваются трубные решетки с отверстиями расположенными в коридорном или шахматном порядке. Отверстия решеток имеют две кольцевые канавки, в каждое отверстие вставляется трубка: для аммиака – стальная, бесшовная, гладкостенная; для хладона – красномедная с накатанными ребрами, латунная или алюминиевая. Трубки в отверстиях вальцуются, что обеспечивает плотность между трубкой и решеткой. При вальцовке металл трубки вдавливается в кольцевые канавки, что предупреждает осевое смещение трубок при температурных изменениях.
К одной и другой трубно решетке крепятся крышки с ребрами – перегородками, которые обеспечивают многоходовое прохождение рассола через ИС. Одна крышка имеет нижний патрубок с фланцем для входа рассола и верхний - для выхода. На патрубках или на трубопроводе рядом с ИС устанавливаются термогильзы для определения температуры входящего и выходящего рассола. Другая крышка имеет верхний пробковый кран для выпуска воздуха из рассольной системы при заполнении ее рассолом, и нижний пробковый кран для взятия пробы рассола на анализ с целью определения наличия аммиака или слива рассола при остановке ИС на ремонт.
Между крышкой и трубной решеткой устанавливаются уплотнительная прокладка из морозостойкой резины толщиной 3-5 мм с отверстиями по количеству трубок.
Сверху к корпусу ИС приваривается один или два сухопарника предназначенные для определения частиц жидкости от пара и частичного перегрева пара на 1-2 ºС, сухопарники соединены между собой трубопроводом для отсоса паров х.а. Сверху к корпусу приваривается патрубок, к которому крепится 3-х ходовой запорный вентиль с двумя ПК, которые регулируются на открытие для: аммиака и хладона – 22 на 1,6 мПа, хладона – 12 на 1,25 мПа. Сверху к корпусу присоединяется мановакууметр для определения давления и температуры кипения.
Снизу к корпусу приваривается маслогрязеотстойник с трубопроводом для периодического выпуска масла из ИС. Снизу к корпусу приваривается патрубок с фланцем и присоединяется трубопровод аварийного выпуска аммиака. В ИС подается ж.х.а. из РВ через патрубок и коллектор приваренный в нижней части ИС. Коллектор может быть установлен снаружи или приварен к впускному патрубку внутри. Коллектор обеспечивает равномерную подачу в ж.х.а. в ИС, что увеличивает эффективность работы ИС.
К корпусу ИС с помощью жидкостного и парового уравнительных трубопроводов присоединяется ПРУ, который регулирует уровень ж.х.а. в ИС и показывает уровень ж.х.а. в ИС по загоранию ламп: зеленый – минимальный, желтый – нормальный, красный – максимальный. Уровень ж.х.а. в ИС д.б. не более 80 %.
Наружная поверхность ИС покрывается теплоизоляцией.
Принцип работы испарителя.
В межтрубное пространство подается ж.х.а. с низким давлением и температурой кипения. В ИС ж.х.а. кипит при постоянно низком давлении температуре кипения. Образовавшийся пар отсасывается в КН через сухопарник, где происходит отделение частиц жидкости от пара и частичный перегрев, с целью обеспечения «сухого хода». Из батарей трюма рассол через нижний патрубок крышки ИС входит в трубки ИС и проходит в них. В результате теплообмена с кипящим ж.х.а. рассол охлаждается на 2-3 ºС и выходит через верхний патрубок в крышке ИС в трюм.
Разборку ИС рекомендуется производить в следующей последовательности:
Удалить х.а. из ИС в КД, ЛР или баллоны до остаточного давления 0,01-0,02 мПа.
Удалить рассол из ИС через пробковый кран на крышке ИС.
Закрыть вентиль на выходе паров х.а. из ИС.
Закрыть вентиль на входе ж.х.а. в ИС.
Отсоединить ИС от рассольного трубопровода.
Отсоединить гайки от шпилек и осторожно снять крышки, предупреждая от разрыва резиновые прокладки под крышками.
Осторожно снять уплотнительную прокладку.
Очистить трубную решетку и трубки с помощью металлической щетки и ветоши.
Произвести замеры внутреннего и наружного диаметров трубок.
Замерить длину и количество трубок.
Определить теплопередающую поверхность трубок ИС по формуле:
F4 = π ∙ dн ∙ l ∙ n (м2 )
где dн – наружный диаметр – м.
l – длина трубки – м.
n – количество трубок в ИС – шт.
12. Определить путь движения рассола.
13. Определить число ходов в ИС.
7. Вопросы по лабораторной работе.
- назначение, устройство и принцип работы кожухотрубного ИС.
8. Содержание отчета.
- начертить общий вид кожухотрубного ИС.
- описать назначение, устройство и принцип работы кожухотрубного ИС.
- определить теплопередающую поверхность трубок.