

Міністерство освіти і науки України
Національний технічний університет України
«Київський політехнічний інститут»
Методичні вказівки
до виконання лабораторних і практичних робіт з курсу
«Технологія конструкційних матеріалів».
Київ НТУУ «КПІ» 2012
Методичні вказівки до виконання лабораторних і практичних робіт з курсу «Технологія конструкційних матеріалів. Ливарне виробництво»
для студентів усіх спеціальностей.
Укл.: В.В. Джемелінський, Ю. В. Ключников, О. Т. Сердітов, А. М. Лутай, Гончарук О.О., Кагляк О.Д.-К., НТУУ-«КПІ», 2012.44с.
Навчальне видання
Методичні вказівки до виконання лабораторних і практичних робіт з курсу
“Технологія конструкційних матеріалів.
Ливарне виробництво”
Укладачі:
проф. Віталій ВасильовичДжемелінський
доц. Юрій ВалентиновичКлючников
доц. Олександр ТимофійовичСердітов
ст. викл. Анатолій МиколайовичЛутай
ас. Олексій Олександрович Гончарук
ас. Олексій Дмитрович Кагляк
Відповідальний редактор:
В.В. Романенко
Рецензент:
Ю. М. Малафеєв
Розділ 1. Ливарне виробництво.
Лабораторнаробота№ 31
ВИВЧЕННЯ ПРОЦЕСУ ВИГОТОВЛЕНН ЯРАЗОВОЇ ЛИВАРНОЇ ФОРМИ
Мета роботи- ознайомитися з модельним комплектом, виготовлення разової ливарної форми в двох опоках за роз"ємною моделлю та піщано-глинистого стержня в роз"ємному стержньовому ящику.
Короткі теоретичні відомості
У ливарному цеху фасонні деталі складноїі простої конфігураціїодержують методом заливання рідкого металу в ливарну форму - порожнину, яка відповідає конфігурацїі розмірам майбутньої деталі. Деталі (або заготовки), які одержують у такий спосіб, називають відливками. Після затвердівання відливок вибивають з форми, обрубують ливникову систему, очищають від пригару формувальної суміші піддають механічній обробці з метою отримання точних розмірів. Тому в процесі виготовлення ливарної форми розміри її порожнини слід збільшити з урахуванням припусків і усадки металу, який заливають.
Стінки ливарної форми можна виготовляти з різних матеріалівпіщаної суміші, гіпсу,алебастру, цементу, сплавівметалів.Використовуванийматеріалвизначаєстрокслужбиливарноїформи. Разовіливарніформивиготовляютьзпіщаноїформувальноїсуміші.Їїзастосовуютьдля одержаннялишеоднієїдеталі, оскількипривитягуванніготовоговідливкаформаруйнується.Багаторазові ливарні форми виг0отовляють із сплавіврізнихметалів,гіпсу,алебастру, шамоту, магнезиту, цементу та інших вогнетривкихматеріалів.Ці форми можуть витримати багато заливок,Металева форма називаєтьсякокілем. Останнійдаєзмогуодержувативідкількох сотдокількохдесятківсотеньтисячвідливків. Кількістьвідливків у одномукокілізалежитьвідтемпературиплавленняметалу, якийзаливають,маситаконфігураціїодержуваноговідливка.
Для виготовленняразовоїливарноїформивручнупотрібні:піщана формувальнатастержньовасуміші,модельнийкомплект, парніопоки, фор-мувальнийінструмент.
1. Формувальна та стержньова суміш слугують для виготовлення стінок ливарної форми і стержнів, які утворюють порожнини у відливках. До цих сумішей ставляться такі вимоги: висока вогнетривкість (оскількиіснує контакт з рідким металом), пластичність (для одержаннячіткого відбитку моделіі стержньового ящика), газопроникність (щоб пропустити з форми гази, яківиділяються з охолоджуваного рідкого металу),піддатливість (здатність не перешкоджати усадці затверділого металу для запобігання появи напружень і тріщин у відливку).
3 метою забезпеченнявказанихвластивостейякнаповнювачвикористовуютьзернистийкварцевийпісокіякв"яжуче(дляпластичностіта міцностісуміші) - глину(до 8...12%заоб"ємом). Щобзапобігтипригарудометалувідливка,уформувальнуистержньовусумішівводятьнезначнукількістьпротипригарнихдомішок: графіт, кам"янедеревне вугілля,кокс,цирконтаін. Домішкитирси, торфутаіншихорганічних речовинпідвищуютьпіддатливістьсумішей.
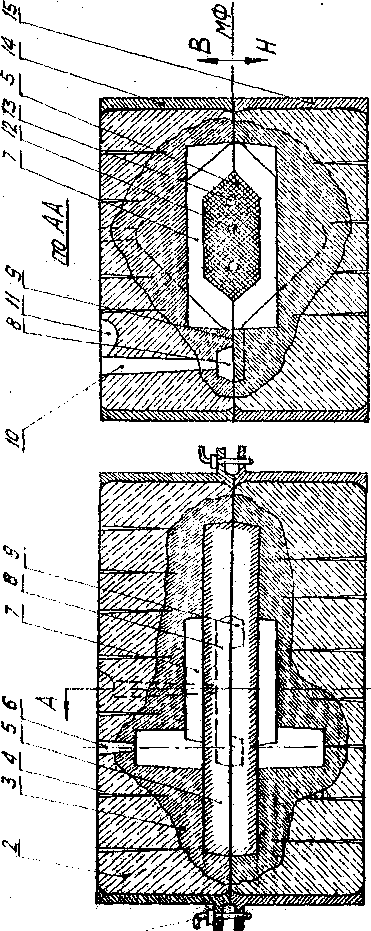
Рис.1
У разіручногоформуваннявикористовуютьлицювальніінаповнюючіформувальнісуміші. Лицювальнісуміші3(рис.1)слугуютьдляпокриттяробочоїповерхніформи, якаконтактуєзрідкимметалом.Упроцесіформуванняїїнаносятьнамодельшаромтовщиною 15...30 мм. Лицювальнусумішготуютьзісвіжихпіскуиглини, кудивносятьдо 10% протипригарнихдомішок. Наповнюючусуміш 2, якаеосновногочастиною ливарноїформи, готуютьзвідпрацьованоїформувальноїсуміші,додаючи 5-10% свіжихпіскуиглини.
2. Модельнийкомплектвикористовуютьдлявиготовленняливарної форми. Дойогоскладувходять: модельмайбутньоговідливка, одинабо кількастержньовихящиків(якщовідливокмаєпорожниниабоотвори), моделіливниковоїсистеми, підмодельнадошка. Дляручногоформування модельнийкомплектвиготовляютьздеревини(клен, бук,сосна).
а)Модельпризначенадляодержаннявливарнийформівідбитку порожнини, якавідповідаєрозмірамізовнішнійконфігураціївідливка. Моделіможутьбутинероз"ємнимитароз"ємними. Якщоконфігурація
відливкапроста, щодаєзмогувидалитимодель, неруйнуючиливарноїформи, використовуютьнероз"ємнумодель.Складнізаконфігурацієювідливкизаформовуютьсявдвохполовинахливарноїформи. Уцьомуразівикористовуютьроз"ємнімоделі. Роз"ємполегшуєвидаленнямоделізливарноїформивпроцесіформування. 3 цієюсамоюметоюповерхнімоделі орієнтованівертикально(тобтоперпендикулярнодоплощинироз"ємумоделі), маютьбутизформувальнимиухиламивмежах0,5..,3˚внапрямі видаленнянапівмоделізформи. Отже, верхняінижняпівмоделіматимутьзустрічніформувальніухили(рис.2).Оскількирозміриливарної формимаютьбутибільшимизарозміриготовоїдеталі, її роблятьбільшимизурахуваннямприпусківнамеханічнуобробкувідливкатаусадку металу.
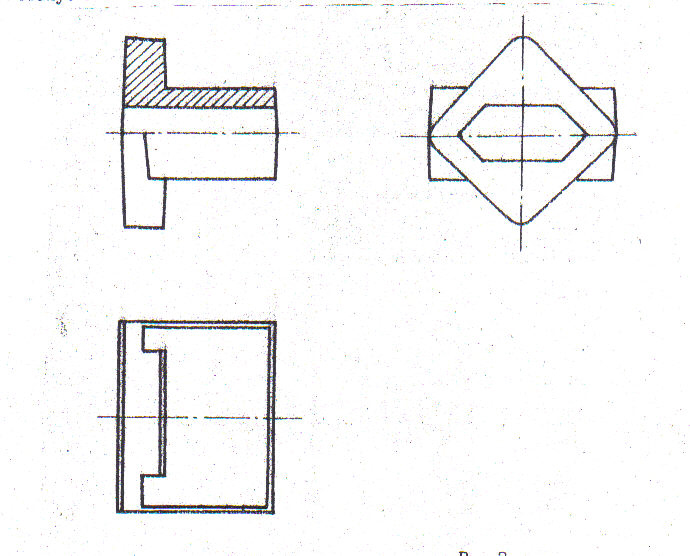
Рис.2
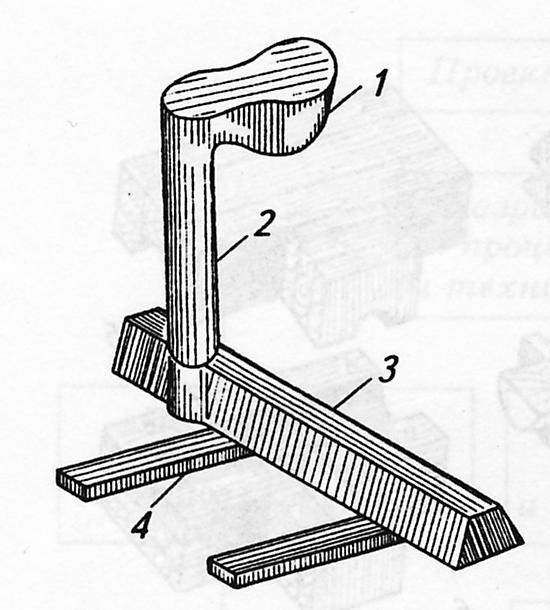
На рис.2 і 3 наведенікресленнявідповідноготовоідеталііроз"ємноїмоделідляодержаннявідливка. Половинкимоделікріплятьсяіцентруютьсяоднавідносноодноїшипами1. Навідмінувіддеталівмоделінемаєотвору, алевмісцяхвиходуотворузовні в0неїєвиступаючічастини2 - стержньовізнаки, Стержньовізнакимоделідаютьуливарнійформівідбитки, якієопорамидлявстановлюваногоуформу стержня. Нарис.1 і 3 роз"єммоделііформипоказановідрізкомсуцільноїлінії(роз"ємипоказуютьтакожламаноюштрих-пунктирноюлінією, щозакінчуютьзнаком "X - - - X"), над якимпишутьлітериРМФаположеннявідливкавливарнійформіпозначенолітерамиВ(верх)іН (низ)білястрілок, якіпоказуютьнапрямроз "ємуформи.
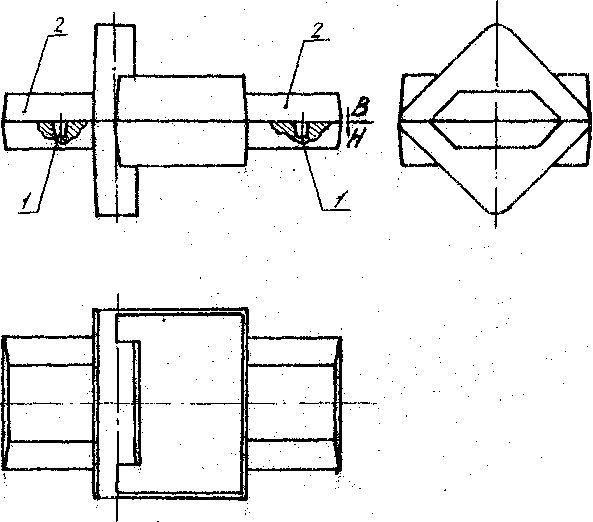
Рис.3
Після виготовлення, викінченняі перевіркирозмірівмоделіфарбуютьвологонепроникноюфарбоюпевногокольору: червоним - длячавунноголитва, синім - длястального, жовтим - длякольорового. Стержньовізнакифарбуютьучорнийколір.
б)Стержньовийящикпризначенийдлявиготовленнявньомупіщано-глинистогостержня(рис.4), вякомуєвентиляційніканали1,3, щополегшуєвихідгазів, і длябільшоїміцності -металевадротянаарматура 2. Стерженьустановлюютьнавідбиткивідстержньовихзнаківуготовуливарнуформу, розрізякоїпоказанонарис,1. Стержньовийящиктакожроз"ємнийіполовинкийогоцентруютьсяза допомогою шипів.
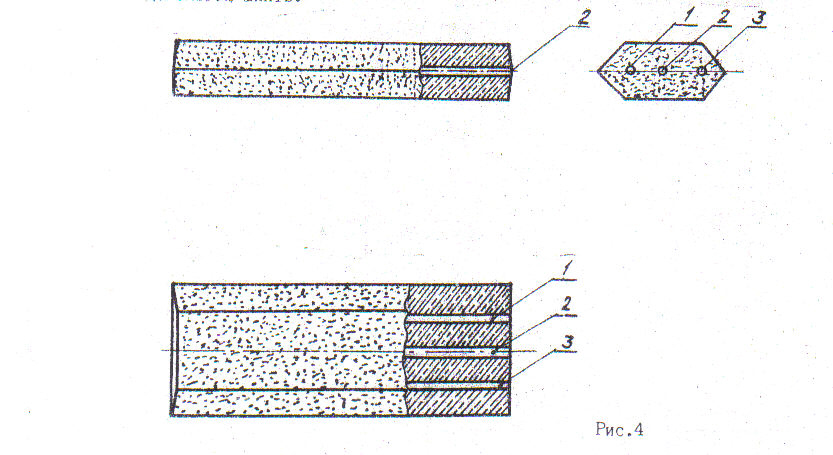
Рис. 4
в)Ливниковасистема - цесистемаканалів, поякихрідкийметалпотрапляєвпорожнинуливарноїформи. Післявибиванняформи ли0вниковусистемувідокремлюютьвідвідливкаінаправлятьупереплавку.
Д
Рис.5
 оскладуливниковоїсистемивходять(рис.5):
ливниковачаша1,
щослугуєдляприйманнярідкогометалузковша,
запобіганнярозбризкуванню,послабленнянапоруструменяічастковоговідокремленняшлакувідметалу;
стояк
2 - вертикальний.
конуснийканал,
якийз"єднуєчашузішлаковловлювачем
3 - горизонтальним,
трапецоїдноїформиканаломуверхнійпівформі,
якийперешкоджаєпотрапляннюшлакудопорожниниливарноіформи;
живильники
4 .- горизонтальніканаливнижній
півформі,
якібезпосередньоживлятьрідкимметаломпорожнинуформи
7 (див,
рис.1).
Елементиливниковоїсистемипозначенітак
(Рис.1):
8 —шлаковловлювач,
9 - живильник,
10-стояк,II
- ливннковачашата
6 –випори
-вертикальніканали,
якірозміщуютьуверхніх
точках відливкадлявидаленняповітрязформи,
колиїїзаливають,тадля
контролюзаповненняформиметалом.
Неправильнаконструкціяірозміри
ливниковоїсистемипризводятьдо
утворенняувідливкашлакових,
землянихігазовихраковин,
недоливів,коробленнявідливкатощо.
Щобнебуловсмоктуванняповітря
йшлакууформу,
слід
ливниковусистемузаповнюватирідкимметаломупродовжусьогоперіодузаливания
форми,
адляцьогоміжелементамиливниковоїсистеми,яказвужується,
необхідневиконанняспіввідношення
оскладуливниковоїсистемивходять(рис.5):
ливниковачаша1,
щослугуєдляприйманнярідкогометалузковша,
запобіганнярозбризкуванню,послабленнянапоруструменяічастковоговідокремленняшлакувідметалу;
стояк
2 - вертикальний.
конуснийканал,
якийз"єднуєчашузішлаковловлювачем
3 - горизонтальним,
трапецоїдноїформиканаломуверхнійпівформі,
якийперешкоджаєпотрапляннюшлакудопорожниниливарноіформи;
живильники
4 .- горизонтальніканаливнижній
півформі,
якібезпосередньоживлятьрідкимметаломпорожнинуформи
7 (див,
рис.1).
Елементиливниковоїсистемипозначенітак
(Рис.1):
8 —шлаковловлювач,
9 - живильник,
10-стояк,II
- ливннковачашата
6 –випори
-вертикальніканали,
якірозміщуютьуверхніх
точках відливкадлявидаленняповітрязформи,
колиїїзаливають,тадля
контролюзаповненняформиметалом.
Неправильнаконструкціяірозміри
ливниковоїсистемипризводятьдо
утворенняувідливкашлакових,
землянихігазовихраковин,
недоливів,коробленнявідливкатощо.
Щобнебуловсмоктуванняповітря
йшлакууформу,
слід
ливниковусистемузаповнюватирідкимметаломупродовжусьогоперіодузаливания
форми,
адляцьогоміжелементамиливниковоїсистеми,яказвужується,
необхідневиконанняспіввідношення

це
 F
ж
- сумарнаплощаперерезувсіхживильників:
F
ж
- сумарнаплощаперерезувсіхживильників:
 -площаперерізувідповідношлаковловлювачатастояка,
-площаперерізувідповідношлаковловлювачатастояка,
г)Підмодельнадошкапризначенадлявстановленняполовинимоделіплощиноюроз"ємувнизтаопокупроцесіформування.
3. Опоками називаютьметалеві(зрідкадерев"яні)рамки, вяких 0виготовляютьпіщано-глинистуливарнуформу. Опокамаєбутилегкою, міцною, добретриматиущільненуформувальнусуміш. Приформуванніза роз"ємноюмоделлювикористовуютьпарніопоки 14 і 15, що центруються задопомогоюз"єднувальнихштирів1. Цезабезпечуєповнийзбігконтуріввідливкаверхньоїінижньоїпівформ(див. Рис.1).
4. Форму вальнийінструмент, якийзастосовуютьприручномуформу-ванні,доцільно поділитинаформувальнийівикінчувальний.Формувальнусумішвопокизасипаютьсовковимилопатамиіущільнюютьручними (інколипневматичними)трамбовками. Вентиляційніканалинаколюють сталевимиголками(душниками). Длявидаленняпівмоделейзформивикористовуютьпідйомники.Виправляютьготовуформувикінчувальним інструментом: гладилками, ложками, ланцетами.
Порядок виконанняроботи
Виготовленнястержня
Стерженьуроз"ємномустержньовомуящикувиготовляютьутакій послідовності:
- робочуповерхнюстержньовогоящикапротираютьганчір"ям;
- половинки стержньовогоящикаскладають, центруючипоштіфтах, іскріплюютьструбциною;
- у вертикальновстановленийстержньовийящикзасипаютьстержньовусуміш;
- по центрустержнявставляютькаркас, змоченийглинистоюсуспензією;
- трамбовкоюущільнюютьстержньовусумішігладилкоювирівнюють знаковічастинистержня;
- душником наколюютьустержнівентиляційніканали;
- киянкоюобстукуютьстінкистержневогоящикаізнімаютьструбцину;
- обережнознімаютьоднуполовинустержньовогоящика;
- на другуполовинустержньовогоящиказістержнемнакладаютьсушильнуплиту, перевертаютьна 180°, післячогополовинустержньового ящиказнімаютьі стержень залишаєтьсянасушильнийплиті;
- стержень разомізсушильноюплитоювідправляютьнасушінняв піч.
Виготовленняформи
Послідовністьопераційвиготовленняразовоїформизароз"ємною моделлювдвохопокахтака:
- на підмодельнудошкукладутьнижнюполовинумоделіінакриваютьнижньоюопокою (Рис.6 а);
- півмодельпокриваютьлицювальноюсумішшюшаром 15...30 мм, за-лишковучастинуопокизасипаютьзнадлишкомнаповнюючоюсумішшю;
- сумішвопоціущільнюютьручноютрамбовкою;
- лінійкоюзрізаютьзайвустержньовусумішнаодномурівнізопокоюі голкою /душником/ наколюютьвентиляційніканали 4 (див. Рис.1), (Рис.6,б);
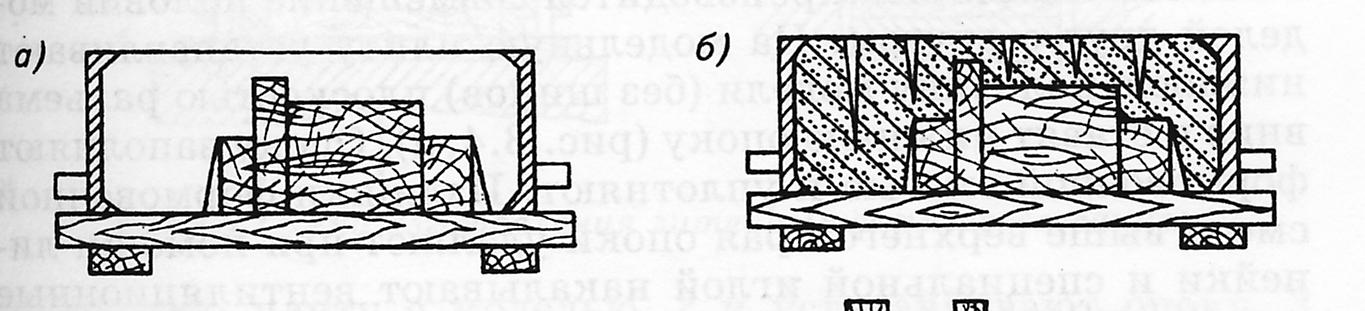
Рис.6а,б.
- готову нижнюпівформуперевертаютьна 180°інанижнюпівмодель установлюють(пошипах)верхню(Фіг.6в.);
-площину роз"ємунижньоїпівформипосипаютьвідокремлюючимсухимпіскоміустановлюютьверхнюопоку, з"єднуючизнижньоюзадопомогоювушокіштирів;
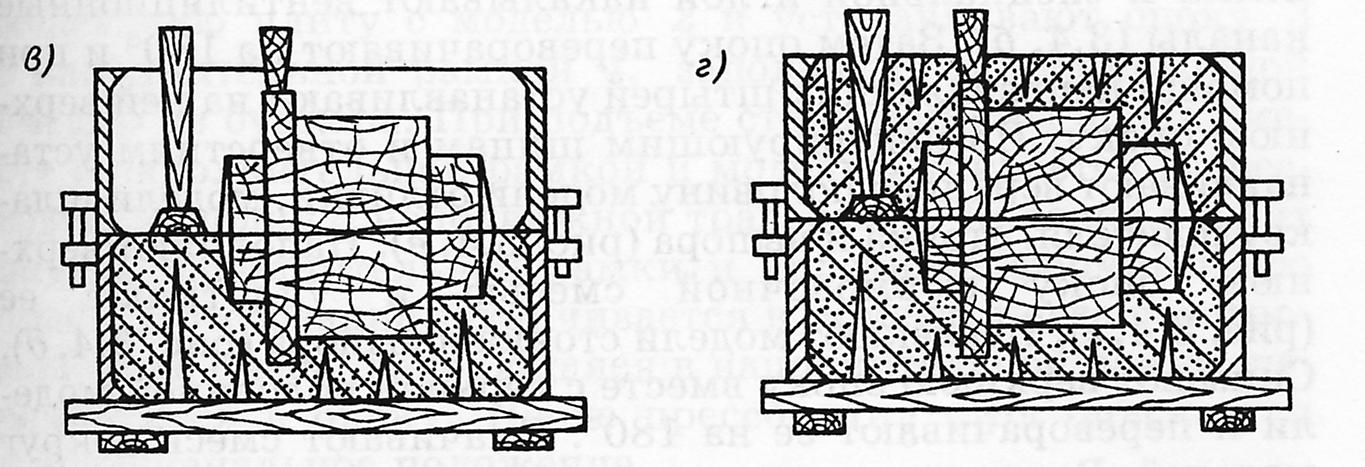
Рис.6в,г.
- установлюють моделіливниковоїсистема(живильники, шлаковловлювач, стояк:випори)і повторюютьусіоперації, яківиконуютьпід часнабиваннянижньоїпівформи(Рис.6г.);
- у готовійверхнійпівформібілямоделістоякавирізуютьливниковучашу;
- видаляютьзверхньоіпівформимоделістояктавипори(Рис.6д.);

Рис.6д
- знімаютьверхнюпівформуіустановлюютьпорядзнижньою, пере-вертаючина 180 /угоруплощиноюроз"єму/;

Рис.6е
- підйомник забиваютьупівмоделі, розштовхуютьїхзбокувбік іобережновидаляютьзпівформ/верхньоїінижньої;
- так самовидаляютьмоделіживильниківзнижньоїтамодельшлаковловлювачазверхньоїпівформ;
- форму виправляютьівикінчуютьформувальнимінструментом;
- у нижнюпівформувстановлюютьготовийвисушенийстерженьна стержньовізнаки (Рис.6, ж);
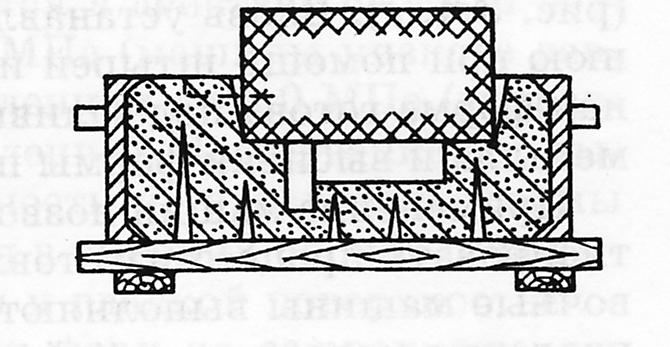
Рис.6ж
- формускладаютьінавантажують(Рис.6, з);
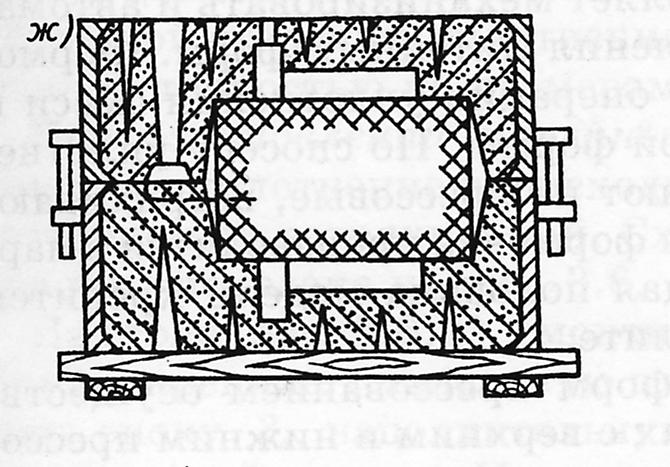
Рис.6, з
- складенуформузаливаютьметалом(Рис.7) іпіслявитримкивибивають готовий відливок.