

6.6 Ускорение твердения бетона
Для ускорения оборачиваемости стендов и силовых форм необходима интенсификация процесса твердения бетона. Ускоренное твердение осуществляется путем тепловой обработки изделия:
- на открытых стендах в формах с прогреваемыми стенками – без контакта бетона с паром;
- в стендах камерах и в силовых формах, установленных внутри пропарочных камер, - в паровой среде.
Основные принципы тепловажностной обработки бетона распространяются на условия твердения предварительно напряженных конструкции в паровой среде – под крышками стендов-камер. Но при изготовлении предварительно напряженных конструкции с натяжением арматуры на упоры стендов необходимо ограничивать максимальную температуру изотермического прогрева для уменьшения потери предварительного напряжения в арматуре.
Чтобы уменьшить потери предварительного напряжения бетона за счет частичного сцепления арматуры с бетоном, необходима промежуточная кратковременная (2 – 4ч) выдержка изделий при температуре 40 – 50 С. За это время бетон приобретает начальную прочность, необходимую для сцепления с арматурой. Следовательно, предварительно напряженные изделия с натяжением арматуры на упоры стендов также целесообразно пропаривать по режиму со ступенчатым подъёмом температуры.
При работе на открытых полигонах в зимнее время, когда температура наружного воздуха ниже 0 С, температура первой ступени изотермической выдержки должна быть на 40 С выше температуры наружного воздуха, но чтобы получить требуемую для сцепления с арматурой начальную прочность бетона следует применять быстротвердеющие цементы. При изготовлении изделий со стержневой арматурой возможна также добавка к бетонной смеси 1 – 2 % хлористого кальция (по весу цемента).
Применение ступенчатых режимов, обеспечивающих начальную прочность бетона, позволяет повысить температуру пропаривания и сократить цикл тепловой обработки предварительно напряженных конструкций на стендах.
При тепловой обработки изделий в обогреваемых формах необходимо обеспечить свободную циркуляцию паровоздушной смеси и равномерную температуру вдоль всей формы. При выпуске пара в среднюю часть формы для плит покрытий размером 3 18м разность температур в зонах впуска пара и выхода конденсата составляет 15 - 20 С. Таким образом, тепловая обработка изделий протекает при температуре 65 - 70 С в одной части изделия и 45 - 55 С в другой. Устраивая противоточную систему циркуляции пара в паровых отсеках формы (рисунок 6.6.1), улучшают режим тепловой обработки. Рекомендуется укрывать наружную поверхность изделий для защиты бетона от высушивания. Пар следует вводить у торцов формы для лучшего прогрева приопорной зоны конструкции.
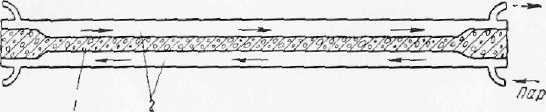
Рисунок 6.6.1 Схема расположения системы паропрогрева форм на стендах: 1 – прогреваемая железобетонная конструкция; 2 – паровые отсеки в бортах формы.
Чтобы температурное расширение стальной формы незначительно опережало деформации твердеющего бетона, необходимы медленный подъём температуры и ступенчатый прогрев.
Расчет производительности технологических линий
Для производства плит покрытий размером 3 18м годовой производительностью 4000м в год применяем стендовое производство.
Расчет количества стендовых линий:
m![]() ,
(7.1)
,
(7.1)
где V![]() - объём бетона в изделиях, формуемых на
одной стендовой линии, м
;
- объём бетона в изделиях, формуемых на
одной стендовой линии, м
;
Т![]() - длительность оборота стендовой линии,
ч, равная
- длительность оборота стендовой линии,
ч, равная
Т
=
Т![]() +
Т
+
Т![]() +
Т
+
Т![]() ,
(7.2)
,
(7.2)
где Т - продолжительность распалубки и полной подготовки форм к формованию изделий, включая установку арматуры, ч;
Т - длительность формования изделий, ч;
Т - продолжительность тепловой обработки, ч.
Длительность оборота стендовой линий составляет Т = 24 часа в сутки.
П![]() - годовая производительность изделий
(4000м
в год);
- годовая производительность изделий
(4000м
в год);
F![]() - действующий (плановый) годовой фонд
времени работы оборудования, дней (253
дня);
- действующий (плановый) годовой фонд
времени работы оборудования, дней (253
дня);
t – количество рабочих часов в сутки, ч (16 часов);
m![]() =3,6
=3,6
Принимаем 4 стендовых линий.
Коэффициент оборачиваемости стенда в сутки:
К![]() =
=
![]() ,
(7.3)
,
(7.3)
К
=
![]() = 1.
= 1.
Количество форм:
m![]() ,
(7.4)
,
(7.4)
где К - коэффициент оборачиваемости стенда в сутки
m![]()
Принимаем 16 форм.
При длине стенда 38метров, изделия располагаются по 2 изделия по длине стенда, и 2 изделия по ширине стенда.
Годовая производительность линии:
N![]() =N∙
V
∙F
(7.5)
=N∙
V
∙F
(7.5)
N =16∙6,58∙253=166,39тыс.м