

4. Виды движения материальных ресурсов в пп.
последовательный
параллельно-последовательный
параллельный
При последовательном виде движения (рис. 2) каждая последующая операция начинается только после окончания изготовления всей партии предметов труда на предыдущей операции.
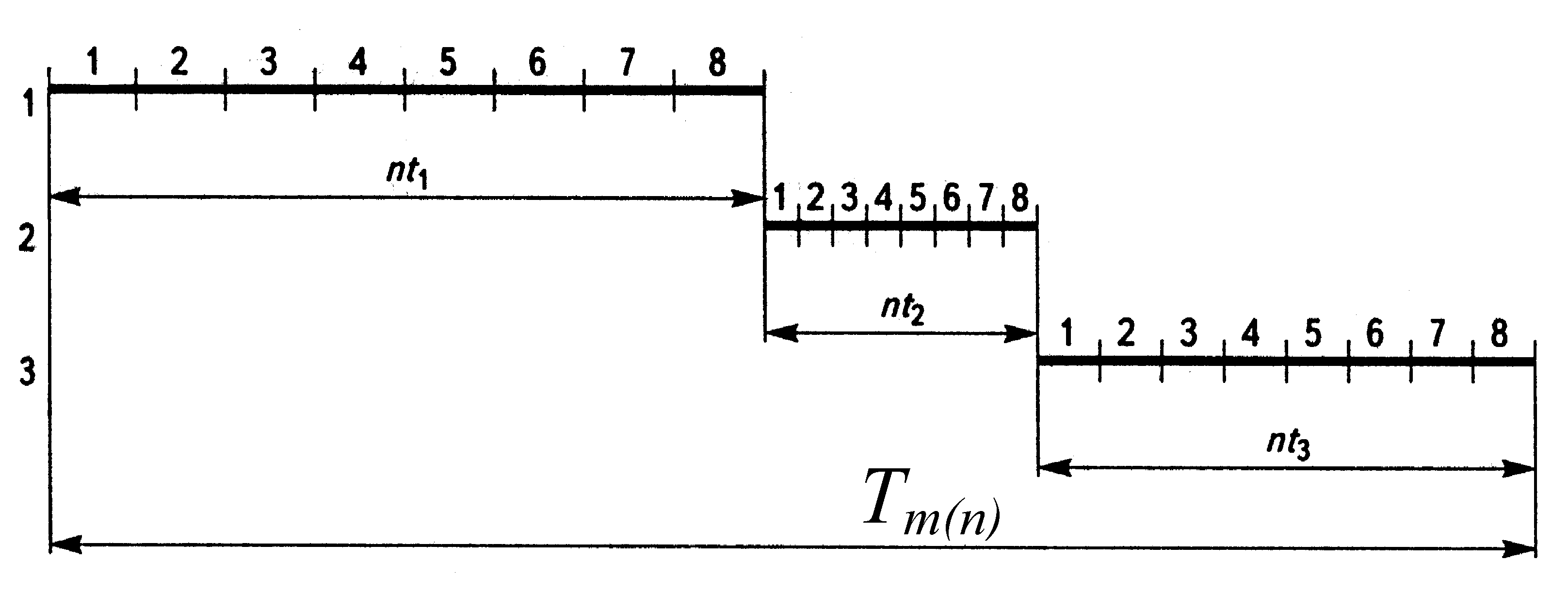
Рис. 2. Последовательный вид движения МР.
Параллельно-последовательный способ заключается в разделении всей обрабатываемой партии на транспортные (передаточные) партии p.
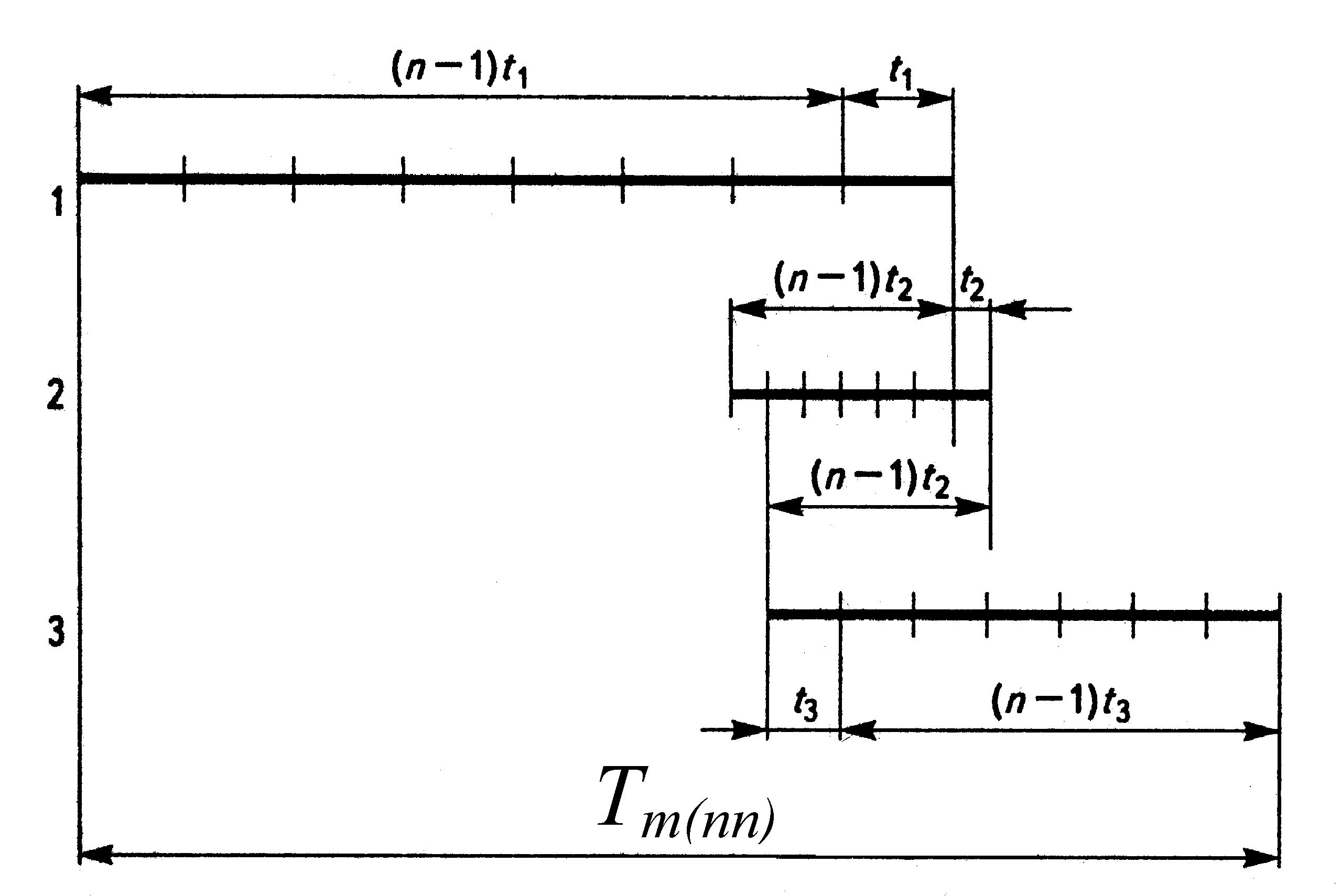
Рис. 3. Параллельно-последовательный способ обработки партии деталей.
Еще больше сократить технологический цикл можно, используя параллельный вида движения предметов труда по операциям (рис. 4), суть которого заключается в том, что транспортные партии или отдельные детали передаются на следующие операции сразу после их обработки на данной операции, чем достигается исключение пролеживания деталей.
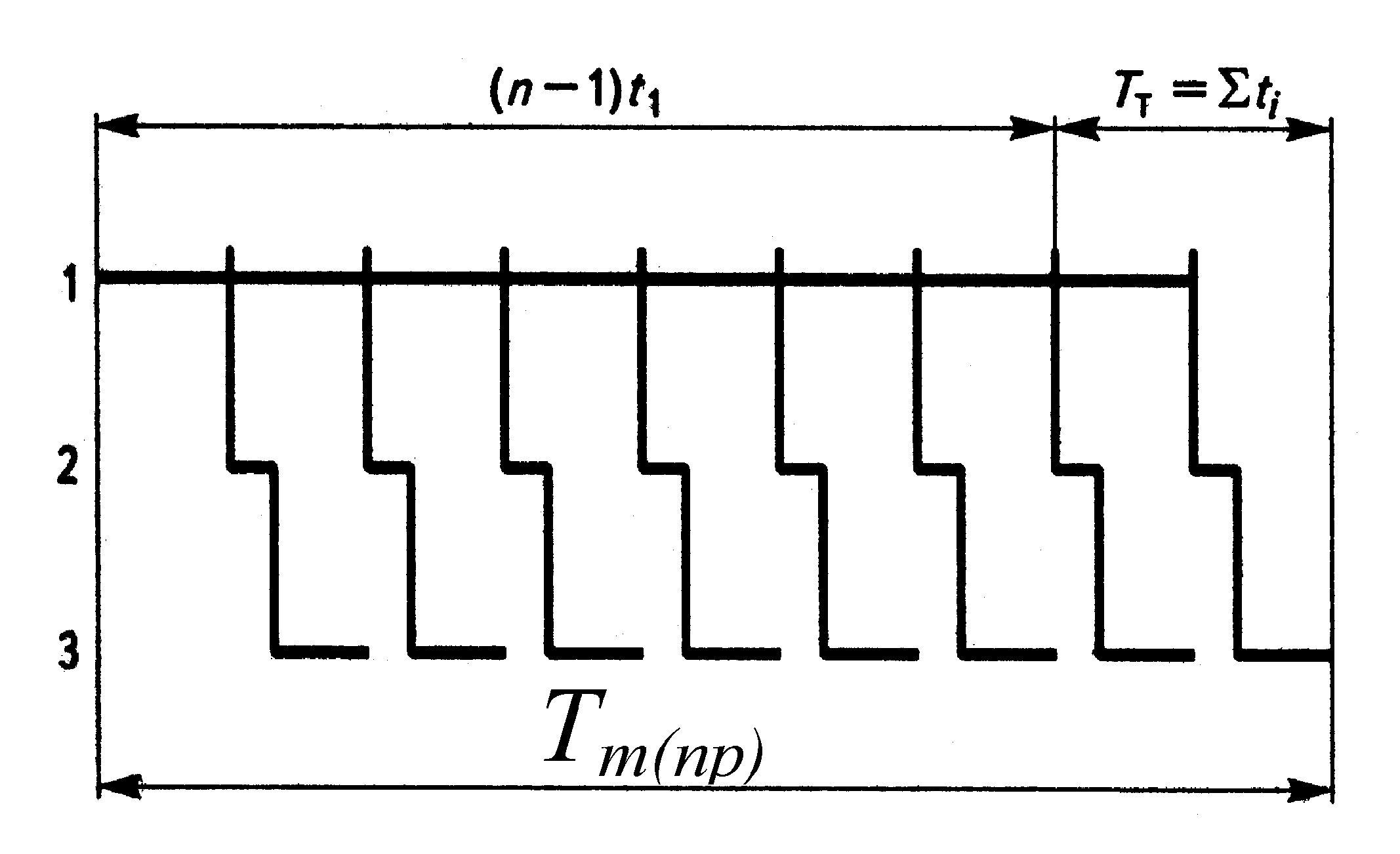
Рис. 4. Параллельный способ обработки партии деталей.
5. Характеристики типов производств.
Различают три типа производства:
единичное
серийное
массовое.
Единичное производство характеризуется:
малым объемом выпуска одинаковых изделий
технологической специализацией участков;
универсальным оборудованием ;
разнообразными и неупорядоченными связями между рабочими местами;
универсальным, высококвалифицированным персоналом.
коэффициент закрепления операций принимается свыше 40.
Серийное производство характеризуется:
производством изделий периодически повторяющимися партиями, нескольких однородных типов изделий;
предметной, предметно-групповой специализацией участков;
специализированным оборудованием;
простыми, постоянными и однонаправленными связями между рабочими местами;
рабочими конкретных профессий, средней квалификации.
В зависимости от Kз различают мелкосерийное (Kз=21-40), среднесерийное (Kз=11-20) и крупносерийное (Kз=1-10) производство.
Массовое производство характеризуется
большим объемом выпуска изделий,
подетальной специализацией участков;
специализированным оборудованием;
специализацией участков по предметно-замкнутой форме;
прямоточными связями между рабочими местами, поточное производство;
рабочие – операторы, низкой квалификации.
Kз=1
6. Производственная структура, формы специализации предприятия, поточная и не поточная формы организации пп.
Под производственной структурой понимается состав цехов и производственных служб предприятия и характер связей между ними.
Выделяют две формы специализации:
Предметная/подетальная (по целевому признаку)
Технологическая (по функциональному признаку).
Предметная форма заключается в специализации подразделений на изготовлении одного или группы изделий, либо их частей. В пределах одного цеха или участка сосредотачивается разнотипное оборудование для выполнения всех или основного комплекса операций по изготовлению изделия. По данной форме создаются цеха кузовов, шасси и т.п. Если в пределах цеха или участка осуществляется законченный цикл производства изделия или детали, это подразделение называют предметно-замкнутым.
К преимуществам предметной специализации относят:
сокращение времени на транспортные перемещения,
упрощение оперативного планирования,
уменьшение производственного цикла,
сокращение себестоимости продукции.
Технологическая форма характерна тем, что производственное подразделение специализируется на выполнении однородных, технологических процессов и операций. Цехи и участки создаются по принципу общности основного технологического оборудования. По такому принципу могут создаваться литейные, кузнечные, механические, термические и другие цеха, токарный и шлифовальный участок в механическом цехе.
Преимущества технологической специализации заключаются в том, что она:
способствует применению наиболее рациональных, прогрессивных технологических способов обработки изделий,
способствует наиболее полному использованию оборудования,
обеспечивает гибкость производства при смене производственной программы.
К недостаткам относят:
необходимость формирования сложных технологических маршрутов,
усложнение межцеховых связей,
нарушается принцип прямоточности,
увеличивается производственный цикл,
усложняется оперативно-производственное планирование.
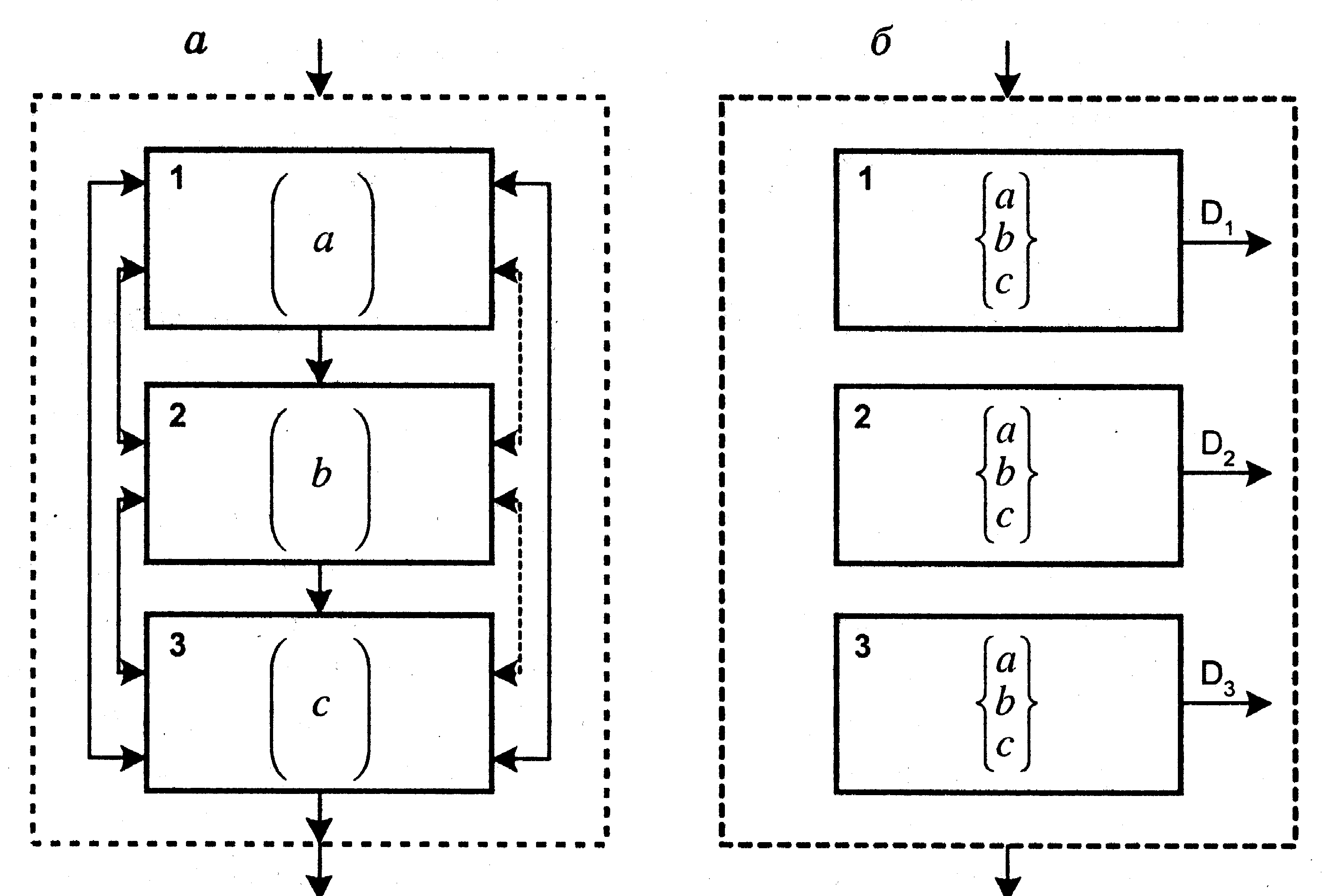
Рис. 7. Схема структуры производственного процесса, сформированного при традиционном подходе - с технологической (а) специализацией, и при использовании предметной (ячеистой) (б) структуры: 1, 2, 3 – участки обработки; a, b, c – группы станков одинакового технологического назначения (к примеру, a – токарные станки; b – фрезерные станки; c – шлифовальные станки). Стрелки обозначают технологические связи между участками. D1 - D3 – детали, прошедшие процесс обработки на предметно-замкнутых участках.
Существуют две формы организации ПП: поточное и не поточное.
Поточное производство – это форма организации производственного процесса, при котором все операции согласованы во времени, повторяются через строго установленные интервалы, все рабочие места являются специализированными и располагаются в соответствии с ходом технологического процесса.
Не поточная форма, которая применяется в основном в единичном, мелкосерийном и серийном производствах, часто понимается как преимущественно неупорядоченное движение предметов труда в пространстве, сочетаемое с прогнозированным движением во времени. Так происходит в первую очередь по причине неупорядоченного, неорганизованного движения предметов труда в пространстве.