

7.2 Класифікація і основні параметри контактних машин
Контактні машини поділяються на два класи: загального призначення і спеціальні.
Машини загального призначення використовують для зварювання деталей широкої номенклатури. На однотипних машинах можна виконувати зварювання деталей, різних за конструкцією, марками і товщиною металу.
Спеціальні машини призначені, як правило, для зварювання конкретних виробів. Наприклад: рейкозварювальна машина, машина для зварювання стрілочних переводів, машина для зварювання ланцюгів, багатоелектродна машина для зварювання дверей автомобіля і т. п.
У даному посібнику розглянуті лише машини загального призначення.
Машини загального призначення класифікують за наступними ознаками:
- за видом зварного з‘єднання: точкові, шовні, рельєфні, стикові;
- за конструктивним виконанням: стаціонарні радіального типу, стаціонарні пресового типу, підвісні із вмонтованим трансформатором, підвісні з окремим трансформатором;
- за типом джерела зварювального струму: змінного струму, низькочастотні, постійного струму, конденсаторні;
- за типом приводу: з ручним важільним, педальним, пружинним, пневматичним, гідравлічним, пневмогідравлічним, електромеханічним.
Основні параметри контактних машин загального призначення:
Найбільший вторинний струм. Це струм, що протікає у вторинному (зварювальному) контурі при його короткому замиканні на максимальному ступені регулювання при номінальних значеннях розхилу і вильоту зварювального контуру. Вторинний контур включає в себе всі струмопровідні частини, по яких протікає зварювальний струм, в тому числі і вторинну обмотку зварювального трансформатора.
Номінальний тривалий вторинний струм. Це струм, який при безперервному проходженні по вторинному контуру не нагріває його вище допустимої температури.
Номінальне і (або) найменше і найбільше зусилля стиснення електродів – для точкових, шовних і рельєфних машин.
Номінальний і (або) найменший і найбільший виліт – для точкових, шовних і рельєфних машин. Для точкових і шовних машин виліт – це відстань від осьової лінії електродів до передньої стінки машини. Для рельєфних машин виліт відраховується від середини плити.
Номінальний і (або) найменший і найбільший розхил – для точкових, шовних і рельєфних машин. Розхил машини – це найменша відстань між консолями або їх виступаючими частинами, що визначається на всій довжині вильоту електрода.
Найбільше зусилля проковування – для машин зі змінним зусиллям стискання.
Найбільше вертикальне зміщення електродів – для точкових і шовних машин.
Найменша і найбільша лінійні швидкості роликових електродів – для шовних машин.
Номінальне і (або) найменше і найбільше зусилля осадки – для стикових машин.
Найбільша тривалість протікання зварювального струму – для точкових, шовних і рельєфних машин змінного струму, постійного струму і низькочастотних.
7.3 Стаціонарні машини для контактного точкового зварювання
Контактні машини КТ 002, МТР-1602 (МТР-1601)
КТ 002 та МТР-1602 (МТР-1601) – стаціонарні машини радіального типу, змінного струму, з педальним (пружинним) приводом ходу верхнього електрода, призначені для контактного точкового зварювання деталей з листової сталі, а також хрестоподібних з'єднань стрижнів арматури. Управління зварювальним струмом проводиться від регулятора режиму зварювання, що забезпечує автоматичну синхронізацію моменту оптимального стиснення і включення зварювального струму.
У машинах МТР-1602, МТР-1601 забезпечується регулювання вильоту електродів та можливість кріплення електродів вертикально або похило, що розширює можливості зварювання виробів різної конфігурації.


а б
а - КТ 002, б - МТР-1602 (МТР-1601)
Рисунок 7.2 - Контактні машини КТ 002, МТР-1602 (МТР-1601)
Таблиця 7.1 - Технічні характеристики машин КТ 002, МТР-1602
Параметр |
Значення |
|
КТ 002 |
МТР-1602 (1601) |
|
Напруга живлення, В |
380 |
380 |
Номінальний тривалий струм, кА |
3,6 |
3,6 |
Найбільший вторинний струм, кА |
12,5 |
16 |
Найбільша потужність при короткому замиканні, кВА |
33 |
75 |
Зусилля стиснення, даН |
400 (максимальне) |
30…250 |
Виліт електродів, мм |
250 (номінальний) |
200…500 |
Розхил зварювального контуру, мм |
165…215 |
135 |
Хід верхнього електрода, мм |
15 |
5…20 |
Витрата охолоджуючої води, л/год |
120 |
240 |
Зварювана товщина, мм : |
||
маловуглецева сталь |
Від 0,5+0,5 до 3,5+3,5 |
Від 0,5+0,5 до 3,5+3,5 |
неіржавіюча сталь |
– |
0,5 + 0,5 |
арматура класу А1, В1 |
Від 3+3 до 12+12 |
Від 2+2 до 10+10 |
арматура класу А2, В3 |
– |
Від 5+5до 8+8 |
Габарити,мм |
1070x370x1370 |
1070x300x1310 |
Маса, кг |
200 |
200 |
Контактні машини КТ 004, МТ-1929 (МТ-1928)
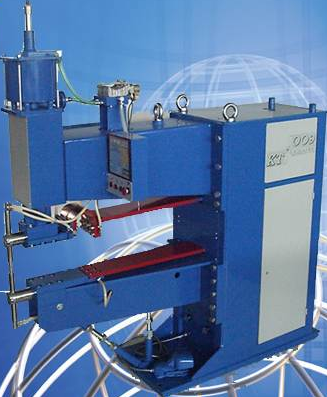
КТ 004 та МТ-1929 (МТ-1928) (рис. 7.3) – стаціонарні машини пресового типу (з прямолінійним ходом верхнього електрода), змінного струму, з пневматичним приводом, призначені для контактного точкового зварювання деталей з маловуглецевих і легованих сталей широкого діапазону товщини, адюмінієвих і титанових сплавів, латуні, а також хрестоподібних з'єднань стрижнів арматури.
Конструкція верхнього і нижнього хоботів машини МТ-1929 (МТ - 1928) і можливість регулювання вильоту нижнього хобота, дозволяють зварювати вироби складної конфігурації, наприклад, з відбортуванням, розхил регулюється ступінчасто.
Машина КТ 004 обладнана системою управління зварювальним процесом, побудованою на програмованому контролері, що забезпечує автоматичну стабілізацію заданих параметрів з індикацією фактичних значень.


а б
а - КТ 004, б - МТ-1929 (МТ-1928)
Рисунок 7.3 - Контактні машини КТ 004, МТ-1929 (МТ-1928)
Таблиця 7.2 - Технічні характеристики машин КТ 004, МТ-1929
Параметр |
Значення |
|
КТ 004 |
МТ-1929 (1928) |
|
1 |
2 |
3 |
Напруга живлення, В |
380 |
380 |
Номінальний тривалий струм, кА |
9 |
9 |
Найбільший вторинний струм, кА |
22 |
20 |
Найбільша потужність при короткому замиканні, кВА |
– |
124 |
Зусилля стиснення, даН |
800 (максимальне) |
150…680 |
Виліт електродів, мм |
500 (номінальний) |
500 |
Розхил зварювального контуру, мм |
95…360 |
180…350 |
Зварювана товщина, мм: |
||
маловуглецева сталь |
Від 0,5+0,5 до 5+5 |
Від 0,5+0,5 до 3,5+3,5 |
нержавіюча сталь |
Від 0,5+0,5 до 1,5+1,5 |
Від 0,5+0,5 до 1,5+1,5 |
титанові сплави |
Від 0,5+0,5 до 1,5+1,5 |
Від 0,5+0,5 до 1,5+1,5 |
алюмінієві сплави |
Від 0,5+0,5 до 0,8+0,8 |
До 0,6+0,6 |
Латунь (мідні сплави) |
Від 0,5+0,5 до 0,8+0,8 |
0,5+0,5 |
арматура класу А1, В1 |
Від 4+4 до 16+16 |
Від 4+4 до 16+16 |
арматура класу А2, В3 |
Від 6+6 до 12+12 |
Від 6+6 до 12+12 |
Подовження таблиці 7.2 |
||
1 |
2 |
3 |
Хід верхнього електрода, мм |
– |
5…30, повний – 80 |
Витрати охолоджуючої води, л/год |
– |
700 |
Витрати вільного повітря, м3/100 ходів електрода |
– |
0,17 |
Габарити, мм |
1280x630x1880 |
1350x460x1950 |
Маса, кг |
488 |
600 |
Контактні машини КТ 009, МТ-3002
КТ 009 (аналог МТ-2103) та МТ-3002 (МТ-3001) (рис. 7.4) – стаціонарні машини пресового типу (з прямолінійним ходом верхнього електрода), змінного струму, з пневматичним приводом, призначені для контактного точкового зварювання деталей з маловуглецевих і легованих сталей широкого діапазону товщини, алюмінієвих і титанових сплавів, латуні, а також хрестоподібних з'єднань стрижнів арматури.

а б
а - КТ 009, б - МТ-3002 (МТ-3001)
Рисунок 7.4 - Контактні машини - КТ 009, МТ-3002 (МТ-3001)
Машина КТ 009 укомплектована системою управління зварювальним процесом, побудованою на програмованому контролері, що забезпечує автоматичну стабілізацію заданих параметрів з індикацією фактичних значень. Збільшений виліт дозволяє зварювати великогабаритні деталі.
Машина МТ-3002 (МТ-3001) має великий вибір зварювальних циклів і циклів тиску, а також збільшений розхил між консолями машини, що розширює можливості зварювання конструкцій складної конфігурації
Таблиця 7.3 - Технічні характеристики машин КТ 009, МТ-3002
(МТ-3001)
Параметр |
Значення |
|
КТ 009 |
МТ-3002 (МТ-3001) |
|
Напруга живлення, В |
380 |
380 |
Номінальний тривалий струм, кА |
9 |
14 |
Найбільший вторинний струм, кА |
21 |
30 |
Найбільша потужність при короткому замиканні, кВА |
– |
242 |
Зусилля стиснення, даН |
2100 (максимальне) |
60…1500 |
Виліт електродів, мм |
1200 (номінальний) |
500 |
Розхил зварювального контуру, мм |
200…300 |
240…540 |
Хід верхнього електрода, мм |
– |
5…30, повний – 100 |
Витрати охолоджуючої води, л/год |
– |
700 |
Витрати вільного повітря, м3/100 ходів електрода |
– |
1,3 |
Зварювана товщина, мм : |
||
маловуглецева сталь |
Від 0,5+0,5 до 6+6 |
Від 0,8+0,8 до 7+7 |
нержавіюча сталь |
Від 0,5+0,5 до 4+4 |
Від 1+1 до 3+3 |
титанові сплави |
Від 0,5+0,5 до 4+4 |
Від 1+1 до 3+3 |
алюмінієві сплави |
Від 0,5+0,5 до 0,8+0,8 |
Від 0,5+0,5 до 1+1 |
Латунь (мідні сплави) |
Від 0,5+0,5 до 0,8+0,8 |
Від 0,5+0,5 до 1,2+1,2 |
арматура класу А1, В1 |
Від 4+4 до 22+22 |
Від 6+6 до 25+25 |
арматура класу А2, В3 |
Від 6+6 до 16+16 |
Від 6+6 до 18+18 |
Габарити, мм |
2230x730x2340 |
1580x520x2100 |
Маса, кг |
1700 |
1000 |
Контактні машини КТ 007, КТ-007-1
КТ 007 (аналог МТ-4021) та КТ 007-1 (рис. 7.5) – стаціонарні машини пресового типу (з прямолінійним ходом верхнього електрода), з пневматичним приводом, призначені для контактного точкового зварювання деталей з маловуглецевих і легованих сталей широкого діапазону товщини, алюмінієвих і титанових сплавів, латуні, а також хрестоподібних з'єднань стрижнів арматури.
КТ 007 (аналог МТ-4021) – машина змінного струму, укомплектована системою управління зварювальним процесом, побудованою на програмованому контролері, що забезпечує автоматичну стабілізацію заданих параметрів з індикацією фактичних значень.
У машині КТ 007-1 застосовані: контролер фірми SIEMENS, система управління контактним точковим зварюванням фірми ВOSCH, інвертор фірми ВOSCH, зварювальний трансформатор EXPERT, пневмообладнання фірми FESTO. Переваги машини: можливість зберігання в пам'яті системи 255 програм зварювання, можливість коректування режимів зварювання з панелі оператора, контроль роботи вузлів і механізмів зварювальної машини, тест-контроль наявності охолоджуючої рідини, повітря й інші функції; можливість завдання серії точок (з різними параметрами), зварювання постійним струмом, випрямленим у вторинному ланцюзі, аналіз якості зварної точки. Застосування трифазного інвертора, що підвищує частоту зварювального струму до 1000 Гц дозволило істотно підвищити якість зварних з'єднань, а також рівномірно завантажити мережу.


а б
а - КТ 007, б - КТ 007-1
Рисунок 7.5 - Контактні машини КТ 007, КТ 007-1
Зварювання постійним струмом забезпечує:
високу якість зварювання;
відсутність перегрівання зварюваних деталей;
відсутність пауз в імпульсі зварювального струму;
великий діаметр литого ядра точки;
відсутність тріщин звареної точки;
виключає виплески литого ядра;
економічність використання електроенергії;
рівномірне завантаження трьох фаз мережі живлення.
Таблиця 7.4 - Технічні характеристики машин КТ 007, КТ 007-1
Параметр |
Значення |
|
КТ 007 |
КТ 007-1 |
|
Напруга живлення, В |
380 |
380 |
Номінальний тривалий струм, кА |
10 |
10 |
Найбільший вторинний струм, кА |
40 |
36 |
Зусилля стиснення, даН |
1900 (максимальне) |
60…1500 |
Виліт електродів, мм |
500 (номінальний) |
500 |
Розхил зварювального контуру, мм |
150…300 |
240…540 |
Хід верхнього електрода, мм |
– |
5…30, повний -100 |
Витрати охолоджуючої води, л/год |
– |
700 |
Витрати вільного повітря, м3/100 ходів електрода |
– |
1,0 |
Зварювана товщина, мм: |
||
маловуглецева сталь |
Від 0,5+0,5 до 8+8 |
Від 0,5+0,5 до 7+7 |
неіржавіюча сталь |
Від 0,5+0,5 до 5+5 |
Від 0,5+0,5 до 3+3 |
титанові сплави |
Від 0,5+0,5 до 1,5+1,5 |
Від 0,5+0,5 до 3+3 |
алюмінієві сплави |
Від 0,5+0,5 до 1,7+1,7 |
Від 0,5+0,5 до 1,5+1,5 |
арматура класу А1, В1 |
Від 4+4 до 25+25 |
Від 6+6 до 25+25 |
арматура класу А2, В3 |
Від 6+6 до 20+20 |
Від 6+6 до 18+18 |
Габарити, мм |
1380x680x2300 |
1510x620x2300 |
Маса, кг |
870 |
700 |
Система управління машини забезпечує:
одно- і багатоімпульсний нагрів з контрольованим наростанням і спадом величини зварювального струму;
два режими зварювання – одна точка і серія точок;
можливість проведення серії зварювань з різними значеннями параметрів циклу зварювання для кожної звареної точки, що змінюються автоматично;
з пульта оператора або автоматично за програмою змінювати величину зусилля стиснення електродів;
режим налагодження машини, коли кожен параметр циклу зварювання відпрацьовується після натиснення на педаль;
• зберігати в пам'яті 255 різних програм зварювання.
Пневматичний привід стиснення електродів оснащений регулятором робочого ходу верхнього електрода і електронним регулятором тиску, що дозволяє автоматично від системи управління змінювати зусилля стиснення електродів. Регулювання розхилу зварювального контуру забезпечується вертикальним переміщенням нижнього кронштейна.