

Особливості і переваги:
Багатофункціональність – зварювання, паяння, напилення, різання різних металів, а також неелектропровідних матеріалів (цегла, бетон кераміка та ін.).
Економічність – мала споживана потужність (близько 2,5 кВт), відсутність необхідності компресора чи газобалонного обладнання.
Екологічна чистота – відсутнє використання шкідливих газів чи компонентів покриття зварювальних електродів; молекули водяної пари, що обжимають плазмовий струмінь, збивають частинки металу, що піднялися, миттєво охолоджуючи їх, тим самим перешкоджаючи потраплянню до органів дихання зварника. Таким чином, висока екологічна чистота даного плазмотрона дозволяє проводити роботи в закритих приміщеннях через відсутність вентиляції.
Мала маса і габарити.
7 Обладнання для контактного зварювання
7.1 Загальні відомості
Контактне зварювання – це основний спосіб зварювання тиском, при якому з’єднання утворюється внаслідок нагрівання електричним струмом і стискання зварюваних деталей у зоні контакту.
За характером і умовами утворення зварного з’єднання контактне зварювання поділяється на наступні основні види: точкове, рельєфне, шовне, стикове.
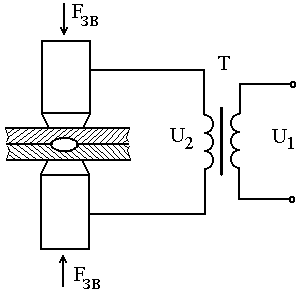
При точковому зварюванні (рис.7.1, а) деталі спочатку стискаються електродами, які з’єднані струмопроводами із вторинною обмоткою зварювального трансформатора Т або з джерелом випрямленого струму. Потім включається живлення первинної обмотки зварювального трансформатора і у вторинній обмотці, струмопроводах, електродах і зварюваних деталях протікає зварювальний струм. При цьому в зоні контакту за віссю електродів починається нагрівання і розплавлення металу, вибризкування якого упереджується ущільнюючим пояском пластично деформованого металу. Коли розплавлений метал досягає відповідного об’єму, зварювальний трансформатор відключається, і розплавлений метал кристалізується. Через відповідний час знімається зусилля на електродах, і електроди розводяться.
Зона розплавлення металу називається ядром зварного з’єднання, а таке зварне з’єднання часто називають точкою. Міцність точкового зварного з’єднання визначається розмірами ядра і його структурою, які визначаються режимом зварювання.
Основними параметрами режиму точкового зварювання є зварювальне зусилля стиснення електродів FЗВ, зварювальний струм IЗВ, час зварювання tЗВ, діаметр робочої поверхні електродів dел або радіус сфери електродів зі сферичною поверхнею Rел.
У залежності від конструктивних особливостей зварюваного виробу, товщини і марки зварюваного матеріалу до вказаних параметрів можуть додаватись інші, наприклад: зусилля попереднього стискання FСТ, зусилля проковування FК, зварювальний струм при цьому може бути складної форми і характеризуватись декількома параметрами або складатись з декількох імпульсів.
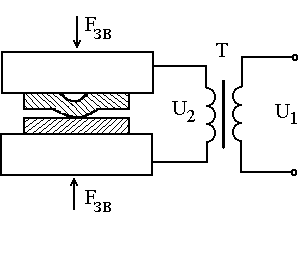
Рельєфне зварювання (рис. 7.1, б) відрізняється від точкового тим, що місце контакту між зварюваними деталями визначається не електродами, а виступами (рельєфами) на деталях. У листових з’єднаннях внапустку в більшості випадків використовують штамповані сферичні рельєфи. Форма і розміри рельєфу визначають процес зварювання і зварне з’єднання і являються суттєвими параметрами режиму зварювання. На відміну від точкового зварювання робоча поверхня електрода не є визначальною і цей параметр не входить до режиму рельєфного зварювання.
Рельєфне зварювання має низку різновидів, до основних з яких, окрім з’єднання внапустку, відносяться Т-подібне зварювання, або зварювання в тавр, зварювання хрестоподібних з’єднань з дротів, стрижнів або труб.
а б

в г
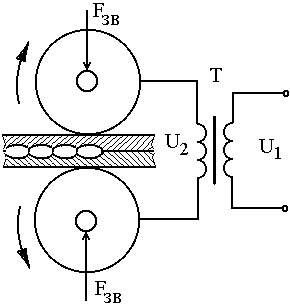
а – точкове, б – рельєфне, в – шовне, г – стикове зварювання
Рисунок 7.1 – Схеми основних видів контактного зварювання
Шовне зварювання (рис. 7.1, в) – це вид зварювання, при якому зварний шов утворюється послідовною постановкою точок, що частково перекриваються. Електродами при цьому в більшості випадків являються ролики.
Режим зварювання визначається окрім параметрів, характерних для точкового зварювання: FЗВ, IЗВ, tЗВ, також параметрами, притаманними шовному зварюванню: тривалістю паузи між імпульсами зварювального струму tП, лінійною швидкістю роликів v, шириною робочої поверхні циліндричного ролика В або радіусом заточки ролика зі сферичною поверхнею R. В окремих випадках (для маловідповідальних металоконструкцій) шовне зварювання може здійснюватись безперервним струмом.
Стикове зварювання (рис. 7.1, г) здійснюється по всій площині контакту зварюваних деталей при підведенні до них струму через затискачі від зварювального трансформатора Т і їх стискання зусиллям FЗВ. Зварювані деталі закріплюються в затискачах із зусиллям FСТ, що у 1,5…2 рази перевищує FЗВ. Стикове зварювання включає в себе два основні різновиди: стикове зварювання опором і стикове зварювання оплавленням.
При стиковому зварюванні опором до зварюваних деталей постійно підведений струм і прикладається відносно невелике зусилля, яке наприкінці нагрівання може бути підвищене.
Стикове зварювання оплавленням, у свою чергу, поділяється на зварювання безперервним оплавленням і зварювання з попереднім підігрівом.
При стиковому зварюванні безперервним оплавленням до затискачів і відповідно до зварюваних деталей підводиться напруга від зварювального трансформатора і деталі починають зближуватись з початковою, відносно невеликою швидкістю. Зближення деталей здійснюється за рахунок переміщення рухомого затискача від приводу оплавлення. При торканні деталей між їх торцями утворюються окремі контакти-перемички, котрі струмом розплавляються, вибухають й у вигляді іскор вилітають із стику. Подальше зближення деталей призводить до утворення нових контактів і їх розплавлення. Так відбувається безперервно у процесі оплавлення, що призводить до розігріву торців і утворення на них шару рідкого металу. У кінці процесу оплавлення здійснюється швидке зближення деталей з великим зусиллям осадки FОС. При цьому рідкий шар металу разом з оксидними плівками видавлюється із стику, а чисті розігріті торці пластично деформуються і зварюються.
При стиковому зварюванні оплавленням з попереднім підігрівом деталі перед оплавленням підігріваються в більшості випадків струмом від зварювального трансформатора при періодичному стисканні торців з невеликим зусиллям і їх розмиканням. Нагрівання при стисканні деталей аналогічне нагріванню при зварюванні опором. Далі процес зварювання здійснюється так само, як і при зварюванні безперервним оплавленням.