

2.9 Зварювальні напівавтомати (виробник гнпп Комунар)
Напівавтомати ПДГ-315-2, ПДГ-315-2Е, ПДГ-500-4, ПДГ500-4Е, ПДГ-500-4П і ПДГ-500-4ПЕ використовуються в комплекті з випрямлячами типу ВДУЧ (виробник ГНПП Комунар) і призначені для механізованого зварювання металоконструкцій в середовищі захисних газів і сумішей на постійному струмі.
Напівавтомати ПДГ-315-2, ПДГ-315-2Е являють собою зручну у використанні валізу (рис. 2.39, а), в якій встановлені механізм подачі угорського виробництва, касета для електродного дроту, електромагнітний газовий клапан і плата керування зварювальним циклом.
Напівавтомати ПДГ-500-4, ПДГ500-4Е,ПДГ-500-4П і ПДГ-500-4ПЕ (рис. 2.39, а) мають чотирьохроликовий механізм подачі дроту фірми СООРТIМ (Угорщина).
Напівавтомати комплектуються пальниками вітчизняного виробництв або зарубіжного фірми «Бінцель» (Германія). Плата керування забезпечує плавне регулювання напруги зварювання, швидкості подавання зварювального дроту, динамічне гальмування механізму подавання, керування газовим клапаном і зварювальним джерелом живлення.
Напівавтомати з індексом «Е» для підключення пальника мають «євророз’єм», без индекса «Е» – мають штирьове підключення пальника. Напівавтомати з індексом «П» живляться напругою ~29В, без індекса «П» – зварювальною напругою дуги.


а б
а - ПДГ-315-2, ПДГ-315-2Е, б - ПДГ-500-4, ПДГ500-4Е, ПДГ-500-4П і ПДГ-500-4ПЕ
Рисунок 2.39 - Напівавтомати ГНПП Комунар
Таблиця 2.37- Технічні характеристики напівавтоматів
Параметр |
Значення |
|
ПДГ-315-2 |
ПДГ-500-4 |
|
Зварювальний струм *, А |
40…315 |
80…500 |
Зварювальна напруга *, В |
16…30 |
20…40 |
Напруга холостого ходу *, В |
42 |
42 |
Знижена напруга холостого ходу *, В |
12 |
12 |
Споживана потужність, Вт |
100 |
150 |
Діаметр електродного дроту, мм суцільного порошкового |
0,8…1,2 |
1,2…2,0 1,2…3,2 |
Швидкість подачі електродного дроту, м/год |
115…700 |
120…1500 |
Маса (без дроту), кг |
9,0 |
15,0 |
Габаритні розміри, мм |
425x258x270 |
725х295х450 |
Температура навколишнього середовища. |
Від -25 до +40 |
Від -40 до +40 |
* - параметри забезпечуються джерелом зварювального струму типу ВДУЧ.
3 Установки для зварювання неплавким електродом
3.1 Загальні відомості
Джерело живлення для зварювання неплавким електродом повинне мати крутоспадну зовнішню статичну характеристику, що забезпечує стійкість процесу зварювання і стабільність струму при коливаннях довжини дуги. Необхідна характеристика, при її природному формуванні, досягається при великому внутрішньому опорі джерела стосовно опору дуги. Таке джерело живлення повинне мати високу напругу холостого ходу, у 4…6 разів перевищуючу напругу на дузі. При формуванні за допомогою електронних пристроїв необхідна крутоспадна характеристика досягається за рахунок глибокого негативного зворотного зв'язку по струму.
У зв'язку з тим, що глибина проплавлення при зварюванні неплавким електродом досить чуттєва до коливань струму, висуваються підвищені вимоги до стабільності струму при змінах напруги живильної мережі, коливаннях температури й інших зовнішніх впливах. Ступінь стабільності залежить від вимог до якості зварного з'єднання, від виду зварного з'єднання і від товщини матеріалу, що зварюється. При зварюванні металу середньої товщини (2…5 мм) у звичайних умовах досить підтримувати струм з точністю 5%. При зварюванні дуже тонких матеріалів, при зварюванні у висячому положенні й у різних просторових положеннях точність стабілізації повинна бути підвищена і досягає в деяких спеціальних умовах 1…2%. У випадку зварювання імпульсним (пульсуючим) струмом ці ж вимоги стабільності поширюються на амплітуду імпульсу і тривалість імпульсу і паузи.
Наприкінці процесу зварювання необхідне зниження струму у 2,5…3 рази для заварки кратера, що утвориться завдяки тискові дуги. Тому джерела зварювального струму для зварювання неплавким електродом повинні забезпечувати широкий діапазон регулювання струму. При цьому не можуть використовуватися джерела зі східчастим і механічним регулюванням струму. При плавно-східчастому регулюванні діапазони повинні перекриватися так, щоб забезпечувати в одному діапазоні необхідне для заварювання кратера зниження струму.
Пристрій для заварювання кратера містить усі спеціалізовані джерела для зварювання неплавким електродом.
Джерела зварювального струму ряду спеціалізованих установок забезпечують також плавне наростання струму на початку зварювання, що дозволяє уникнути руйнування і переносу в шов матеріалу електрода (вольфраму), які виникають у результаті різких кидків струму при холодному електроді.
Як джерела постійного струму, крім спеціалізованих джерел, можуть використовуватися зварювальні випрямлячі зі спадною зовнішньою характеристикою, призначені для зварювання штучними електродами й універсальні. Технічні характеристики таких випрямлячів і установок і їх особливості при використанні для зварювання неплавким електродом наведено в розділах 1 і 2. Для зварювання на дуже малих струмах до ланцюга дуги додатково включають баластовий реостат.
Початкове запалювання дуги може здійснюватись контактним способом (короткочасним замиканням електрода на виріб) і безконтактним, з використанням пристроїв запалювання дуги через зазор.
При запалюванні коротким замиканням можливе перенесення матеріалу електрода в шов (утворення вольфрамових включень). Для усунення цього небажаного явища запалювання повинне здійснюватися при малому струмі, що не перевищує 5…20 А (у залежності від форми заточення кінця електрода). Пристрій для запалювання повинен забезпечувати малий струм короткого замикання, підтримку його на цьому рівні до моменту утворення дуги і лише потім його плавне наростання до робочого.
Головне достоїнство запалювання торканням – відсутність високовольтних пристроїв і викликуваних ними радіоперешкод. Однак, через небезпеку утворення вольфрамових включень й ускладнення зварювальних голівок для автоматичного зварювання у спеціалізованих установках для ручного зварювання й автоматах більш розповсюджене запалювання дуги через зазор шляхом пробою проміжку між електродом і виробом високовольтними імпульсами.
Основні вимоги до пристроїв запалювання дуги через зазор:
- збуджувач дуги повинний забезпечувати надійне збудження дуги у всіх можливих режимах роботи зварювальної установки за час, зневажливо малий в порівнянні з часом зварювання;
- збуджувач дуги не повинний загрожувати безпеці зварника. Для цього імпульс, що генерується збуджувачем має звичайно характер високочастотних коливань, не небезпечних для життя людини. У зв'язку з коливальним характером імпульсів збуджувачем називають також осциляторами;
- збуджувач не повинний впливати на роботу зварювальної установки і, зокрема, погіршувати її надійність.
Вимоги до параметрів імпульсів залежать від умов у дуговому проміжку і властивостей джерела живлення зварювальної дуги.
Осцилятор являє собою генератор загасаючих за амплітудою знакозмінних високочастотних (порядку 100…300 кГц) імпульсів високої напруги (кілька тисяч вольт). При подачі імпульсів на проміжок між виробом і електродом відбувається пробій проміжку іскрою і поява вільних електронів. Короткочасний іскровий розряд розвивається в дуговий, створюючи умови для горіння дуги, що живиться від основного джерела живлення.
В якості збуджувачів дуги використовують осцилятор безперервної дії з іскровим розрядником, а також тиристорні чи транзисторні генератори високовольтних, високочастотних імпульсів.
Осцилятори безперервної дії є більш простими, але мають низку недоліків:
1 Наявність високої напруги промислової частоти, небезпечної для життя обслуговуючого персоналу.
2 Складність і висока вартість високовольтного трансформатора.
3 Неможливість керування моментом генерування імпульсів високої напруги на стороні низької напруги.
4 Іскрові генератори виробляють широкий спектр частот, що утрудняє ефективне придушення радіоперешкод, які посилаються назад до живильної мережі.
Збуджувач може включатися в ланцюг дуги послідовно або паралельно джерелу живлення зварювальної дуги.
У збуджувачах послідовного включення вторинна обмотка високовольтного трансформатора повинна бути намотана шиною, яка має перетин достатній для протікання зварювального струму.
При такій схемі для захисту зварювального випрямляча від пробою високовольтною напругою досить зашунтувати його конденсатором.
При паралельному підключенні збуджувач не обмежує припустимий струм дуги. Але при цьому складніше захист джерела живлення від пробою високовольтною напругою. Для захисту випрямляча необхідний Г-подібний індуктивно-ємнісний фільтр, що включає дросель і конденсатор. На цьому фільтрі відбуваються втрати енергії збуджувача, що зменшує ефективну потужність підведену до дугового проміжку.
При зварюванні постійним струмом використовують дугу прямої полярності, оскільки при цьому більша частина тепла дуги розподіляється на зварюваний виріб (анод). Це дозволяє збільшити струмове навантаження на електрод і, відповідно, збільшити продуктивність процесу.
Змінний струм використовують для зварювання алюмінієвих сплавів.
При горінні дуги змінного струму необхідно враховувати різницю у фізичних властивостях тугоплавкого вольфрамового електрода і легкоплавкого основного металу – алюмінію. Протягом півперіоду прямої полярності, коли катодом є нагрітий до високої температури вольфрамовий електрод, потужна термоелектронна емісія забезпечує значний прямий струм та інтенсивне плавлення основного металу. Напруга запалення приблизно дорівнює напрузі дуги і при короткій дузі в аргоні може становити близько 10В. У півперіоди зворотної полярності, коли катодом є алюміній, катодна пляма має порівняно низьку температуру. Термоелектронна емісія з холодного алюмінієвого катоду незначна, підвищується роль автоелектронної емісії, і напруга запалювання і горіння дуги значно зростає. Напруга запалювання дуги зворотної полярності може досягати 200В, а напруга горіння дуги більше 20В, а величина струму зворотної полярності нижча за прямий струм на 20…50%. Однак в півперіоди зворотної полярності протікає процес руйнування оксидної плівки алюмінію завдяки бомбардуванню виробу позитивними іонами, що значно покращує процес зварювання і якість зварного з’єднання. Для забезпечення надійного повторного запалювання дуги при переході до півперіоду зворотної полярності, установки для зварювання змінним струмом мають імпульсний стабілізатор горіння дуги. Стабілізатор формує на початку півперіодів зворотної полярності короткочасні імпульси напруги з амплітудою до 200…600В. Деякі установки комплектуються універсальним збуджувачами – стабілізаторами дуги.
У зв'язку з великим розходженням напруги горіння дуг прямої і зворотної полярності виникає значна постійна складова струму дуги. Наявність постійної складової погіршує якість зварного з'єднання і приводить до підмагнічування магнітопроводу трансформатора. При цьому зростає первинний струм і відбувається перегрів первинної обмотки трансформатора. Тому джерела змінного струму для зварювання неплавким електродом доповнюються пристроями для компенсації постійної складової струму.
Найпростішим способом зменшення постійної складової струму є включення до зварювального ланцюга баластового реостата RБ (рис.3.1, а).
Більш ефективною є схема (рис. 3.1, б), в якій паралельно резистору RБ включено діод VD. При цьому струм зворотної полярності проходить через діод, а струм прямої полярності йде через реостат RБ і тому знижується.
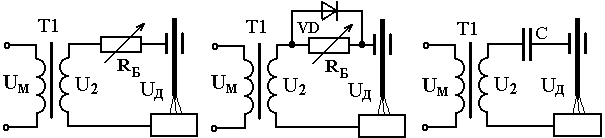
а б в
а, б – схема з включенням баластового реостата, в – схема з включенням конденсатора
Рисунок 3.1 – Способи усунення постійної складової
Через істотні недоліки (неповна компенсація постійної складової струму, погіршення умов стабільності горіння дуги, значні втрати енергії, необхідність підстроювання при регулюванні струму) спосіб зменшення постійної складової за допомогою активного опору застосовується лише в саморобних збірних постах.
Повна компенсація постійної складової струму забезпечується при включенні послідовно до ланцюга дуги конденсаторної батареї (рис. 3.1, в), тому що конденсатор пропускає тільки змінну складову струму.
Батарея конденсаторів не повинна робити істотного впливу на зрушення фаз між напругою і струмом у зварювальному ланцюзі, а також на необхідну напругу холостого ходу зварювального трансформатора. Тому спадання напруги на конденсаторах, як правило, не повинне перевищувати 10…15 В.
У джерелах живлення на номінальний струм 300А варто включати батарею конденсаторів ємністю близько 100000 мкФ. Така батарея конденсаторів має значні габарити і масу, що і є основним недоліком даного способу усунення постійної складової.
На час початкового збудження дуги батарея конденсаторів має бути зашунтована.
Найбільш раціональним є тиристорний метод регулювання струму в півперіоди прямої і зворотної полярності.
Усунення постійної складової у зварювальному струмі може забезпечуватися при використанні для живлення дуги тиристорного трансформатора з фазорегулятором у вторинному ланцюзі, при несиметричному керуванні фазою включення тиристорів. При цьому в півперіод зворотної полярності забезпечується менший кут включення тиристора, ніж при прямій. Розходження кутів включення може задаватися жорстко або відповідно до зворотних зв'язків по струму в півперіоди прямої і зворотної полярності. Зменшення постійної складової забезпечується при всіх режимах зварювання, крім близьких до повнофазного.