

2 Напівавтомати для дугового зварювання
2.1 Загальні відомості
Напівавтоматичним прийнято називати зварювання чи наплавлення з механізованою подачею електродного дроту й інших зварювальних матеріалів у зону плавлення і ручним переміщенням дуги вздовж лінії з’єднання. Апарати для напівавтоматичного зварювання називають зварювальними напівавтоматами.
Напівавтомати класифікують за наступними признаками:
За способом захисту дуги: для зварювання в захисних газах, під флюсом, без зовнішнього захисту (самозахисним дротом), універсальні.
За способом регулювання швидкості подачі електродного дроту: з плавним, зі ступінчастим, зі змішаним (комбінованим регулюванням).
За компонуванням: однокорпусні (з механізмом подачі, вбудованим в корпус джерела живлення), з винесеним механізмом подачі.
За способом транспортування механізму подачі: пересувні, переносні (валізного чи ранцевого типу).
За способом подачі електродного дроту: штовхального (найбільш поширені), тягнучого, тягнучо-штовхального типу.
За розміщенням апаратури керування: з апаратурою керування вмонтованою в джерело живлення, вмонтованою в механізм подачі, з окремим блоком керування.
За способом охолодження зварювального пальника: з природнім (повітряним), з штучним (водяним або газовим).
До складу найбільш поширених напівавтоматів – шлангових для зварювання в захисних газах – входять (рис. 2.1) наступні вузли.
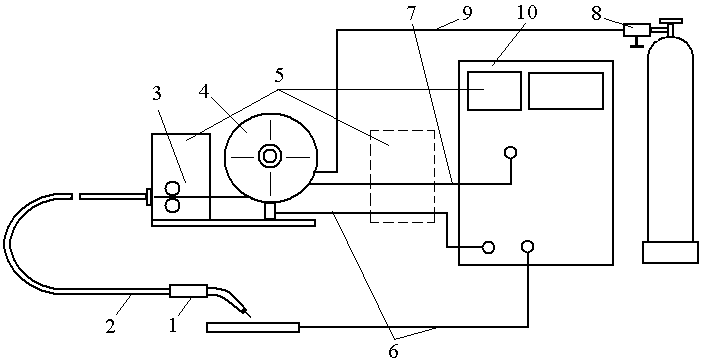
Рисунок 2.1 – Схема напівавтомата для зварювання в захисних газах
Зварювальний пальник 1 (рис. 2.1) зі шлангом (рукавом) 2, яким до пальника подається зварювальний дріт, захисний газ і підводиться зварювальний струм. Механізм подачі електродного дроту 3. Касета, котушка 4 чи інший пристрій зі зварювальним дротом. Блок управління 5 з розміщенням за одним з вказаних вище варіантів. Кабелі для зварювального ланцюга 6 і дротів керування 7. Апаратура 8 для регулювання і вимірювання параметрів захисного газу (складу, тиску, витрат), що подається від балону чи цехової мережі. Шланг для газу 9 і джерело живлення зварювальної дуги 10.
Напівавтомати для зварювання під флюсом складаються з тих же вузлів, але замість газової апаратури вони мають пристрої для подачі флюсу. Напівавтомати для зварювання без зовнішнього захисту не мають ні газової, ні флюсової апаратури.
Для отримання якісного зварного шва і стабільного горіння дуги необхідно, щоб швидкість подавання електродного дроту дорівнювала швидкості його плавлення. У напівавтоматах і автоматах для дугового зварювання це забезпечується за рахунок саморегулювання дуги або за рахунок регулювання швидкості подачі в залежності від напруги на дузі. Саморегулювання – це властивість зварювальної дуги при зварюванні плавким електродом з постійною швидкістю подавання при випадкових змінах довжини дуги відновлювати її завдяки зміні швидкості плавлення електрода. Отже в апаратах з незалежною подачею електрода за рахунок процесу саморегулювання встановлюється і підтримується такий режим зварювання, при якому електрод плавиться з такою швидкістю, з якою він подається.
Переважна більшість апаратів для механізованого зварювання плавким електродом будується з незалежною подачею електродного дроту. Процес саморегулювання протікає більш інтенсивно і забезпечує стабільність процесу зварюванні при похилоспадній (близькій до жорсткої) зовнішній вольт-амперній характеристиці джерела живлення. При цьому регулювання зварювального струму здійснюється зміною швидкості подавання електродного дроту, а оптимальна напруга на дузі, що відповідає заданому струму і виду зварювання, встановлюється на джерелі живлення.
Механізми подавання бувають зі ступінчастим, плавним або змішаним регулюванням швидкості подавання електрода. У механізмах зі ступінчастим регулюванням в якості привідного зазвичай вибирають асинхронний трифазний електродвигун, а зміну швидкості подавання здійснюють зміною передавальної кількості редуктора, виконаного у вигляді коробки швидкостей (іноді редуктор виконується з однією парою змінних шестерень.
У сучасних напівавтоматах зазвичай використовують механізми подавання з плавним регулюванням швидкості. У таких механізмах використовують двигуни постійного струму з незалежним збудженням і регулювання частоти його обертання здійснюють зміною напруги на якорі з використанням тиристорного випрямляча з фазовим регулюванням або транзисторного імпульсного регулятора з широтно-імпульсним регулюванням вихідної напруги.
Пристрій управління забезпечує керування зварювальним циклом, клапаном подавання захисного газу та джерелом живлення. Традиційні електронні блоки керування забезпечують простий цикл зварювання, при якому за командою Пуск (від кнопки на зварювальному пальнику) включається клапан подачі захисного газу, відраховується заданий (зазвичай регульований) інтервал часу на продування газового тракту, включається джерело живлення і механізм подачі електродного дроту. При замиканні електрода на виріб збуджується дуга і починається процес зварювання. Іноді процес зварювання починається при зниженій швидкості подавання з переходом на встановлену робочу після збудження дуги. За командою Стоп відключається механізм подавання, відраховується заданий інтервал часу на розтягування дуги і відключається джерело живлення, відраховується заданий інтервал часу на обдування електрода і зварювальної ванни захисним газом і відключається газовий клапан. Блок керування зазвичай забезпечує двотактний або чотиритактний режим. При двотактному режимі (режим коротких швів) цикл зварювання починається після замикання кнопки на пальнику і закінчується при її розмиканні. При чотиритактному (режим довгих швів) – цикл зварювання починається після замикання кнопки на пальнику і закінчується при її повторному замиканні. Можливий також режим зварювання дуговими точками, при якому цикл зварювання закінчується після відрахування заданого часу зварювання точки, та інтервальний режим, при якому задаються інтервали часу зварювання і паузи.
Сучасні напівавтомати часто комплектуються мікропроцесорними пристроями керування, що забезпечують оптимальне програмне керування газовою апаратурою, приводом подавання електрода і джерелом живлення (зазвичай інверторного типу) – режим „sinergic” (багатопараметричне програмне керування). При цьому забезпечується низка додаткових функцій і технологічних переваг, які описані в наведених далі технічних характеристиках таких напівавтоматів.