

2.2.Токарные станки с чпу. Общие сведения. Классификация.
Назначение - высокопроизводительная контурная обработка в полуавтоматическом или автоматическом цикле деталей типа тел вращения (наружных, внутренних и торцовых цилиндрических, конических и фасонных поверхностей) в условиях мелко-, средне- и крупносерийного производства.
В Ток.Ст. с ЧПУ полностью автоматизированы: 1) цикл обработки детали с установлением необходимых режимов резания; 2) все вспомогательные движения (ускоренное перемещение РО, смена РИ, зажим/разжим заг-ки, перемещение задней бабки, вкл/выкл механизмов стружкодробления и стружкоудаления, системы охлаждения, введение коррекции на положение заранее настроенных на размер РИ).
Ограничением наибольшего диаметра обрабатываемой заготовки является не высота центров, а условие исключения столкновения РИ с заг-кой, что определяется видом, размерами РИ и расстоянием между ними при установке в РГ. Для пруткового варианта наибольший диаметр обрабатываемой заготовки ограничен диаметром сквозного отверстия в шпинделе. Поэтому основными параметрами Ток.Ст. с ЧПУ являются наряду с наибольшим устанавливаемым диаметром и наибольший обрабатываемый диаметр заготовки.
Ток.Ст. с ЧПУ классифицируют:
1) по расположению оси шпинделя - на горизонтальные и вертикальные;
2) по виду выполняемых работ – на:
а) прутковые (обработка только прутков), б) патронные (без зад. бабки),
в) центровые (обработка только в центрах), г) патронно-центровые;
3) по числу, способу закрепления и смены РИ – на Ток.Ст с РГ или с ИМ;
4) по типу применяемых СЧПУ.
Станки средних размеров обычно имеют класс точности П, а малых – П и В.
2.3.Конструктивные особенности Ток.Ст. С чпу
Современные станки могут иметь как вертикальное так и горизонтальное расположение шпинделя. Выпускаются одно- и двухшпиндельные Ток.Ст с ЧПУ. Наиболее распространены станки с горизонтальной осью шпинделя, которые имеют следующие компоновки: 1) с горизонтальным расположением направляющих станины; 2) с наклонным расположением (угол 45...75° к горизонтали); 3) с вертикальным расположением направляющих станины.
П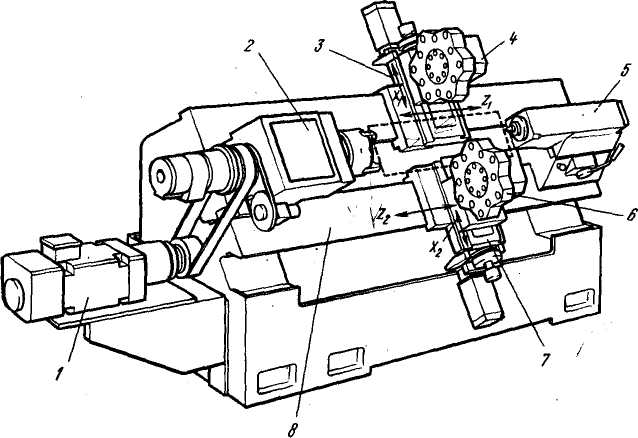 ри
наклонной компоновке (рис.10) обычно
имеются верхний 3 и нижний 7 крестовые
суппорты, перемещающиеся по наклонным
направляющим 8 станины вдоль оси
шпинделя (каретки продольных суппортов
- Z1 и Z2
соответственно), а установленные на них
каретки поперечных суппортов с РГ 4 и 6
с продольной осью имеют поперечные
перемещения (по координатам X1
и X2 соответственно).
ри
наклонной компоновке (рис.10) обычно
имеются верхний 3 и нижний 7 крестовые
суппорты, перемещающиеся по наклонным
направляющим 8 станины вдоль оси
шпинделя (каретки продольных суппортов
- Z1 и Z2
соответственно), а установленные на них
каретки поперечных суппортов с РГ 4 и 6
с продольной осью имеют поперечные
перемещения (по координатам X1
и X2 соответственно).
Рис.10 Наклонная компоновка токарного станка с ЧПУ.
При вертикальной компоновке зеркало направляющих расположено под углом 90° к горизонту. Достоинства: повышенная жесткость, улучшенная защита направляющих и винтовых передач, свободный отвод стружки и удаление её из рабочей зоны, возможность применения загрузочных устройств любых типов (открытая зона обработка), свободный доступ к РИ и приспособлениям, безопасность работы, уменьшение занимаемой площади.
Наибольшее развитие и распространение получили токарные станки с ЧПУ 7 типа, основные виды исполнений которых представлены на рис. 11.
Токарные станки с ЧПУ исполнения I – имеет наклонное расположение направляющих станины, позволяют производить точение, растачивание, сверление центровых отверстий и нарезание резьбы в деталях установленных в патроне или центрах. Концевой и осевой (невращающийся) инструмент чаще всего крепят в РГ.
Токарные станки исполнения II – совмещают конструкцию исполнения I плюс дополнительно имеют привод вращения осевого инструмента и привод позиционирования шпинделя со встроенным дисковым тормозом, что характерно для токарно-многоцелевых станков. Такой станок позволяет кроме традиционной токарной обработки производить обработку гладких и резьбовых отверстий (торцовых несоосных центральной оси заготовки и радиальных), ″лёгкое″ фрезерование радиальных и торцовых пазов концевыми и шпоночными фрезами.
Токарные станки исполнения III - совмещают конструкцию исполнения II плюс дополнительно могут обеспечивать круговую подачу шпинделя (координата C), необходимую для ″лёгкого″ фрезерования радиальных лысок, фасонных радиальных и торцовых пазов.
Токарные станки исполнения IV - совмещают конструкцию исполнения III плюс дополнительно могут обеспечивать (нетрадиционную) вертикальную подачу револьверной головки (координата Y), что позволяет в дополнение к возможностям станков исполнения III, фрезеровать радиальные лыски и фасонные пазы больших размеров, обрабатывать радиально расположенные отверстия.
Токарные станки исполнения V - совмещают конструкцию исполнения III плюс дополнительно имеют нижний суппорт (с РГ или поворотным резцедердателем), что позволяет в дополнение к возможностям станков исполнения III, существенно повысить производительность обработки.
Токарные станки исполнения VI - совмещают конструкцию исполнения III плюс дополнительно имеют второй суппорт и противошпиндель. Наличие противошпинделя позволяет производить с перехватом полную обработку деталей с двух сторон. Это обеспечивается за счёт применения привода продольного перемещения каретки противошпинделя (ось Z2).
Токарные станки исполнения VII - совмещают конструкцию станков исполнения I плюс дополнительно имеют второй – нижний суппорт (координаты Х2 и Z2) и два пневмопатрона, но отсутствует задняя бабка. Станок служит для токарной обработки, а также всевозможных резьбовых соединений на трубах нефтяного сортамента (зажимаемых пневмопатронами).
Токарные станки исполнения VIII - совмещают конструкцию станков исполнения I плюс дополнительно имеют поворотный патрон, но отсутствует задняя бабка. Станок служит для токарной обработки в поворотном патроне муфт газо- и нефтепроводов, а также др. деталей трубных соединений.
Станки исполнений VII и VIII относят к специализированным. Кроме указанных, возможны и др. варианты исполнений токарных станков.
Д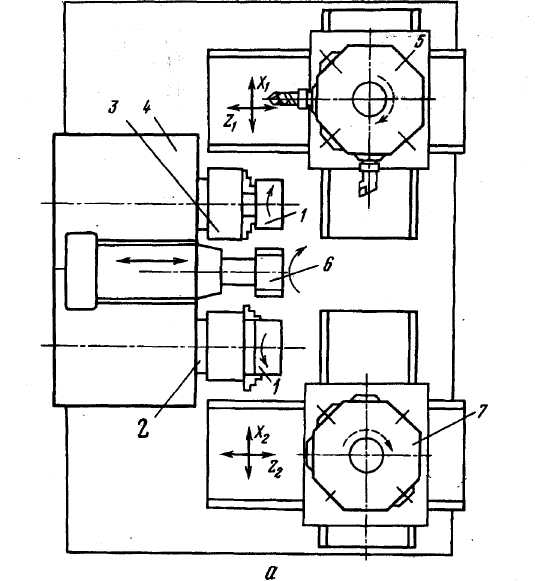
 вухшпиндельные
Ток.Ст. с ЧПУ (для параллельной обработки
двух заготовок, либо последовательной
обработки детали с двух сторон) оснащают
двумя крестовыми суппортами с независимыми
приводами и выполняют обычно по двум
основным схемам:
вухшпиндельные
Ток.Ст. с ЧПУ (для параллельной обработки
двух заготовок, либо последовательной
обработки детали с двух сторон) оснащают
двумя крестовыми суппортами с независимыми
приводами и выполняют обычно по двум
основным схемам:
Рис. 12. Компоновки 2-х шпиндельных станков с ЧПУ.
А. С параллельным расположением шпинделей 2 и 3 (рис.12), с переустановкой заготовок 1 специальным манипулятором 6, установленным на шпиндельном бабке 4. Крестовые суппорты с РГ 5 и 7 имеют перемещения по координатам X1, Z1 и X2, Z2 соответственно по наклонным (горизонтальным) направляющим станины.
Б. С противоположным (оппозитным) расположением неподвижных шпиндельных бабок 2 и 4 и координатном перемещении крестовых суппортов с РГ 3 и 5 (рис.12). Переустановку заготовок 1 обычно выполняет портальный манипулятор.
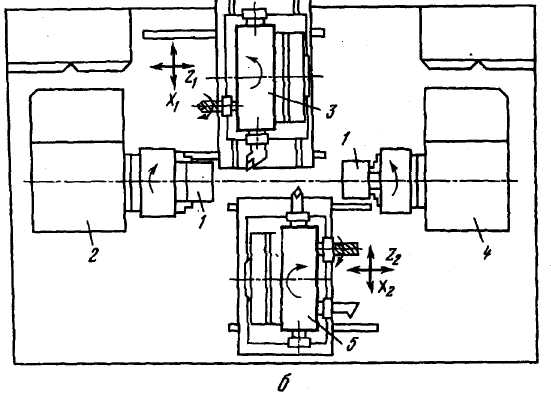
В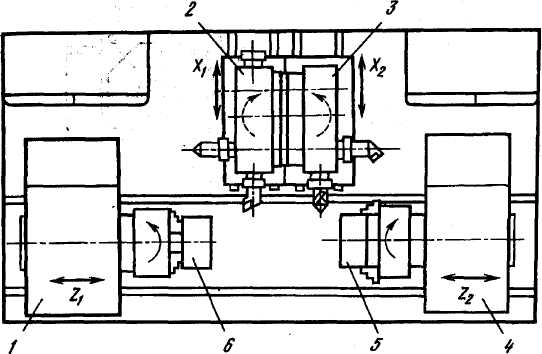 последнее время появились станки, в
которых перемещения по координатам Z1
и Z2 осуществляют шпиндельные
головки 1 и 4, а суппорты 2 и 3 имеют
поперечные перемещения по осям X1
и X2 соответственно (рис.
13). Переустановка заготовок 5 и 6 для
двусторонней обработки осуществляется
перемещением одной из шпиндельных
головок. Другой вариант – компоновка
исполнения VI
(рис. 11).
последнее время появились станки, в
которых перемещения по координатам Z1
и Z2 осуществляют шпиндельные
головки 1 и 4, а суппорты 2 и 3 имеют
поперечные перемещения по осям X1
и X2 соответственно (рис.
13). Переустановка заготовок 5 и 6 для
двусторонней обработки осуществляется
перемещением одной из шпиндельных
головок. Другой вариант – компоновка
исполнения VI
(рис. 11).
Рис. 13. Компоновка 2-хшпиндельного станка с ЧПУ с перемещающимися шпинд-ными головками.
С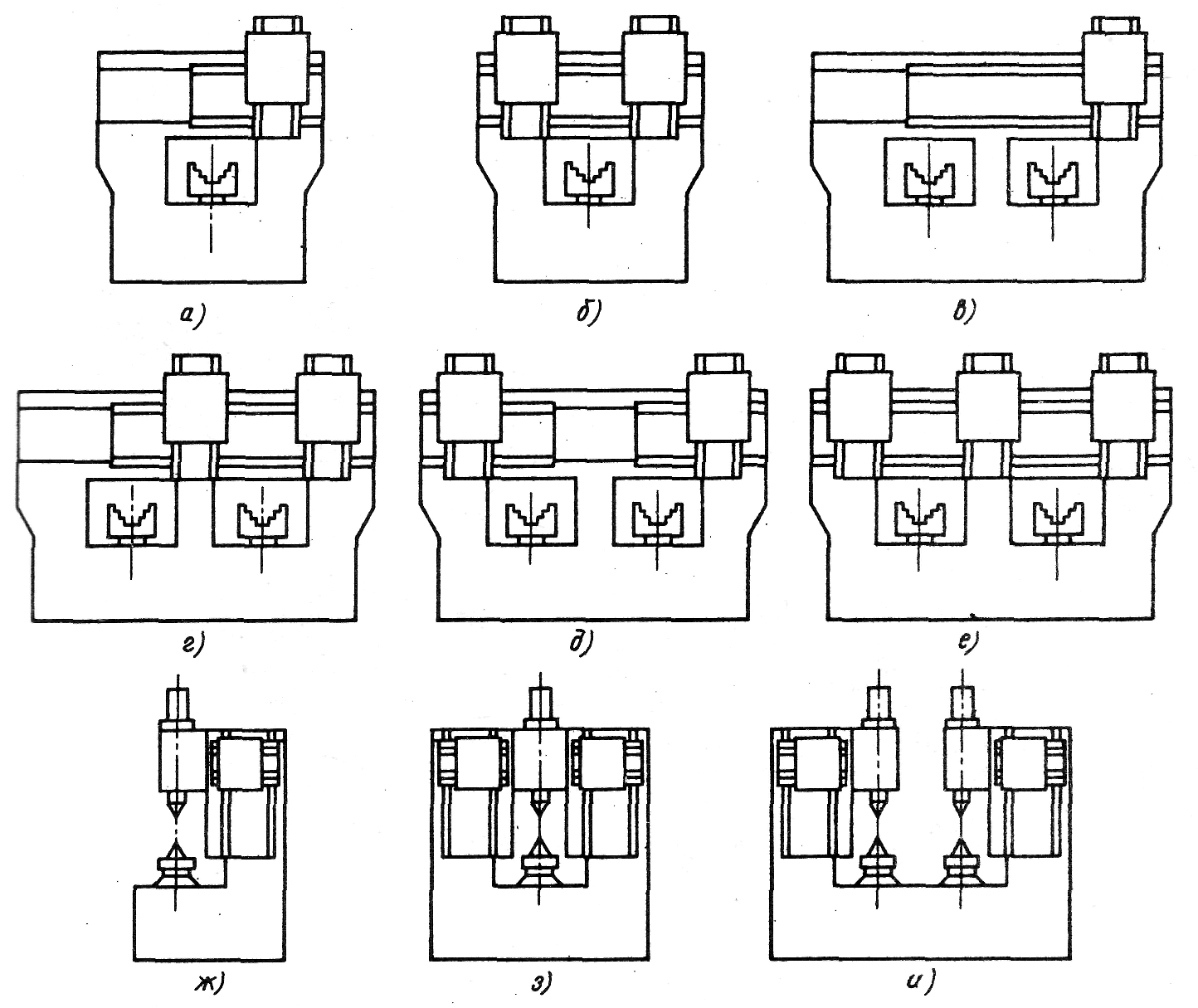 уществуют
компоновки ток.Ст. с ЧПУ с вертикальной
осью шпинделя (в основном зарубежных
производителей) на рис. 14.
уществуют
компоновки ток.Ст. с ЧПУ с вертикальной
осью шпинделя (в основном зарубежных
производителей) на рис. 14.
Они бывают: одношпиндельные патронные с одним и двумя суппортами (а, б);
двухшпиндельные патронные с одним, двумя и тремя суппортами (г, д, е); одношпиндельные центровые с одним и двумя суппортами (ж, з); двухшпиндельные центровые (и).
Рис. 14. Компоновки ток.Ст с ЧПУ с вертикальной осью шпинделя.
Ток.Ст. с ЧПУ обычно оснащены РГ, поворотными резцедержателями или инструментальными магазинами (ИМ). РГ на 4-12 позиций РИ бывают:
1 )
с параллельной осью к шпинделю (рис.
15а);
)
с параллельной осью к шпинделю (рис.
15а);
2) с перпендикулярной осью к шпинделю (рис. 15б);
3) с наклонной осью к шпинделю (рис. 15в );
При установке двух РГ в ряде случаев, в одной – РИ для наружной обработки (резцы), в другой – РИ для внутренней (осевой РИ – сверла, зенкеры развёртки и т.д.). Как правило, в пазы РГ устанавливают сменные инструментальные блоки, настраиваемые вне станка.
Магазины РИ (вместимостью 10-30 позиций) применяют реже, т.к. при этом необходимо дополнительно использовать автооператоры, перегружатели и др. усложняющие конструкцию станка и ограничивающие его рабочую зону.