

1) По компоновке шпинделя – на вертикальные и горизонтальные;
2) по способу обработки на:
а) параллельного действия – на нескольких шпинделях одновременно производятся одинаковые переходы (для простых деталей) (1Б240-6К; 1Б265-8К);
б) последовательного действия – заготовка последовательно обрабатывается на нескольких позициях в последовательности техпроцесса, для этого каждый шпиндельный блок с заготовками периодически поворачивается.
К омпоновка
токарного п/автомата последовательного
действия мод.1К282 дана на рис. 2. С
основанием 6 жестко
соединена колонна 3,
по направляющим которой в рабочих
позициях перемещаются суппорты 2.
На столе 5
установлено восемь
рабочих шпинделей 4.
На вершине колонны
закреплен корпус 1, в
котором размещен механизм подач и
редуктор главного движения. На семи
рабочих позициях последовательно
происходит обтачивание, растачивание,
сверление, зенкерование и развертывание
отверстий (только центральных). Одна
позиция - загрузочная. Особенность
данного станка в том, что каждый шпиндель
может иметь независимые друг от друга
частоты вращений и величины подач.
П/автомат служит для черновой и чистовой
обработки в патроне литых и штампованных
заготовок типа дисков, фланцев в условиях
средне- и крупносерийном пр-ва.
Вертикальная компоновка станка облегчает
загрузку тяжёлыми заготовками, разгружает
шпиндель от изгибающей нагрузки и
позволяет экономить производственную
площадь.
омпоновка
токарного п/автомата последовательного
действия мод.1К282 дана на рис. 2. С
основанием 6 жестко
соединена колонна 3,
по направляющим которой в рабочих
позициях перемещаются суппорты 2.
На столе 5
установлено восемь
рабочих шпинделей 4.
На вершине колонны
закреплен корпус 1, в
котором размещен механизм подач и
редуктор главного движения. На семи
рабочих позициях последовательно
происходит обтачивание, растачивание,
сверление, зенкерование и развертывание
отверстий (только центральных). Одна
позиция - загрузочная. Особенность
данного станка в том, что каждый шпиндель
может иметь независимые друг от друга
частоты вращений и величины подач.
П/автомат служит для черновой и чистовой
обработки в патроне литых и штампованных
заготовок типа дисков, фланцев в условиях
средне- и крупносерийном пр-ва.
Вертикальная компоновка станка облегчает
загрузку тяжёлыми заготовками, разгружает
шпиндель от изгибающей нагрузки и
позволяет экономить производственную
площадь.
3 тип -
токарно-револьверные
- предназначены для обработки деталей
из прутка или штучных заготовок (тел
вращения сложной конфигурации) с
применением различного режущего
инструмента (резцы, сверла, зенкеры,
метчики и др.). Основная особенность –
наличие продольного суппорта, несущего
многопозиционную револьверную головку
(РГ) с различными РИ, установленными в
необходимой по ТП-су последовательности.
тип -
токарно-револьверные
- предназначены для обработки деталей
из прутка или штучных заготовок (тел
вращения сложной конфигурации) с
применением различного режущего
инструмента (резцы, сверла, зенкеры,
метчики и др.). Основная особенность –
наличие продольного суппорта, несущего
многопозиционную револьверную головку
(РГ) с различными РИ, установленными в
необходимой по ТП-су последовательности.
Общий вид станка мод. 1А341 на рис. 3. На станине 1 закреплены передняя бабка 4 с механизмом главного движения и коробка подач 2. По продольным направляющим перемещается револьверный суппорт 6 с РГ 5. Командоаппарат с барабаном упоров 8 и конечными выключателями служит для преднабора и управления ЧВШ-ля, подачами и поворотом РГ в нужную позицию. Штурвалом 10 перемещают револьверный суппорт продольно, а маховичком 9 поворачивают РГ. Поворотные РГ бывают призматические и цилиндрические, (рис.4): а)с вертикальной осью вращения (призматические); б)с горизонтальной осью вращения (цилиндрические); в)с продольной осью вращения (цилиндрические).
У ряда станков кроме РГ имеется дополнительно
поперечный суппорт с резцедержателем
(совмещение обработки РИ установленным
в РГ и резцедержателе). Достоинства:
более производительны по сравнению с
токарно-винторезными (за счет совмещения
обработки), но менее универсальны
(коробки скоростей и подач имеют меньшие
диапазоны регулирования; отсутствуют
задняя бабка и ходовой винт). Применение
– мелко- и среднесерийное произ-во, где
на токарных операциях требуется большое
число инструментов. В условиях серийного
пр-ва также применяют ток.Ст. с ЧПУ 3
типа: 1325Ф30; 1В340Ф30; 1E365ПФ30
и др.
ряда станков кроме РГ имеется дополнительно
поперечный суппорт с резцедержателем
(совмещение обработки РИ установленным
в РГ и резцедержателе). Достоинства:
более производительны по сравнению с
токарно-винторезными (за счет совмещения
обработки), но менее универсальны
(коробки скоростей и подач имеют меньшие
диапазоны регулирования; отсутствуют
задняя бабка и ходовой винт). Применение
– мелко- и среднесерийное произ-во, где
на токарных операциях требуется большое
число инструментов. В условиях серийного
пр-ва также применяют ток.Ст. с ЧПУ 3
типа: 1325Ф30; 1В340Ф30; 1E365ПФ30
и др.
4 тип
– токарно-револьверные полуавтоматы
– специализированные станки для
производительной обработки штучных
цилиндрических заготовок типа фланцев,
втулок и т.п., применяют в условиях
мелко-, средне- и крупносерийного пр-ва.
Общий вид станка мод. 1425 на
рис. 5. Станок имеет
четырехлучевую РГ (несущую концевой и
осевой инструмент) с горизонтальной
осью вращения и два поперечных суппорта,
несущих фасонные, канавочные и отрезные
резцы. Станок оснащён системой ЦПУ,
обеспечивающей полностью автоматизированный
цикл перемещений РО, изменение ЧВШ и
скоростей подач в процессе обработки.
Все перемещения суппортов закрепление
заготовок выполняются от гидропривода.
тип
– токарно-револьверные полуавтоматы
– специализированные станки для
производительной обработки штучных
цилиндрических заготовок типа фланцев,
втулок и т.п., применяют в условиях
мелко-, средне- и крупносерийного пр-ва.
Общий вид станка мод. 1425 на
рис. 5. Станок имеет
четырехлучевую РГ (несущую концевой и
осевой инструмент) с горизонтальной
осью вращения и два поперечных суппорта,
несущих фасонные, канавочные и отрезные
резцы. Станок оснащён системой ЦПУ,
обеспечивающей полностью автоматизированный
цикл перемещений РО, изменение ЧВШ и
скоростей подач в процессе обработки.
Все перемещения суппортов закрепление
заготовок выполняются от гидропривода.
5 тип
– токарно-карусельные
- предназначены для обработки тяжелых
заготовок большого диаметра 800-6000мм,
(более 6300 до 20000 мм – уникальные,
выпускаемые поштучно) и сравнительно
небольшой длины. На них выполняют почти
все токарные операции. Главная особенность
– вертикальное расположение шпинделя
(планшайбы), благодаря чему более удобна
и безопасна установка и снятие тяжёлых
заготовок. Недостаток – плохой отвод
стружки. В зависимости от размеров и
назначения они бывают одностоечные (с
диаметром обработки до 2 м), рис.5а-г
и двухстоечные, рис.5д. В
зависимости от высоты заготовки Н
станки имеют неподвижную
поперечину (высота заготовки Н
диаметра D),
рис.5а или подвижную поперечину 1 (высота
Н
D),
рис.5б, которая перемещается установочно.
Станки с неподвижной поперечиной имеют
один вертикальный суппорт 2 с РГ 3. Станки
с подвижной поперечиной могут иметь
вертикальный 4 и горизонтальный 5
суппорты, рис.5б. Выпускают станки без
поперечины (рис.5г), где салазки 1 суппорта
2 перемещаются по вертикальным направляющим
стойки 3. Достоинства одностоечных
– меньшая масса, стоимость, площадь,
удобная загрузка крупными заготовками
(открытая рабочая зона), двухстоечных
– высокая жёсткость, позволяющая
эффективно использовать вертикальные
и горизонтальные суппорты
(многоинструментальная обработка).
Модели – 1512 (с ручным упр-ем), 1А516МФ3.
тип
– токарно-карусельные
- предназначены для обработки тяжелых
заготовок большого диаметра 800-6000мм,
(более 6300 до 20000 мм – уникальные,
выпускаемые поштучно) и сравнительно
небольшой длины. На них выполняют почти
все токарные операции. Главная особенность
– вертикальное расположение шпинделя
(планшайбы), благодаря чему более удобна
и безопасна установка и снятие тяжёлых
заготовок. Недостаток – плохой отвод
стружки. В зависимости от размеров и
назначения они бывают одностоечные (с
диаметром обработки до 2 м), рис.5а-г
и двухстоечные, рис.5д. В
зависимости от высоты заготовки Н
станки имеют неподвижную
поперечину (высота заготовки Н
диаметра D),
рис.5а или подвижную поперечину 1 (высота
Н
D),
рис.5б, которая перемещается установочно.
Станки с неподвижной поперечиной имеют
один вертикальный суппорт 2 с РГ 3. Станки
с подвижной поперечиной могут иметь
вертикальный 4 и горизонтальный 5
суппорты, рис.5б. Выпускают станки без
поперечины (рис.5г), где салазки 1 суппорта
2 перемещаются по вертикальным направляющим
стойки 3. Достоинства одностоечных
– меньшая масса, стоимость, площадь,
удобная загрузка крупными заготовками
(открытая рабочая зона), двухстоечных
– высокая жёсткость, позволяющая
эффективно использовать вертикальные
и горизонтальные суппорты
(многоинструментальная обработка).
Модели – 1512 (с ручным упр-ем), 1А516МФ3.
6 тип
- токарные и лобовые.
Токарные (токарно-винторезные) станки
6 типа являются наиболее универсальными,
т.к. на них выполняют все виды токарных
работ, в т.ч. нарезание резьб резцами.
Их применяют в условиях единичного и
мелкосерийного пр-в (16К20; 1А64 и др.), а
токарные с ЧПУ – в мелко-, средне- и
крупносерийном пр-вах (16А20Ф3, 16К30Ф3 и
др.). Лоботокарные – специализированные
станки для обработки цилиндрических
заготовок больших диаметров (до 3200 мм)
и небольшой длины (типа фланцев, дисков).
Компоновка токарно-лобового
станка дана на рис. 7.
Особенность конструкции в том,
станина (со шпиндельной бабкой 1,
электродвигателем ПГД 2 и планшайбой 3)
и плита (с основанием и суппортом 4)
выполнены разными модулями и между
собой не соединены. При обработке деталей
диаметром превышающим диаметр планшайбы,
в фундаменте под планшайбой делают
выемку. Основание (имеет продольные
направляющие, на которых расположен
крестовый суппорт) можно переставлять
по плите в поперечном направлении
относительно оси шпинделя, что расширяет
диапазон диаметров обрабатываемых
деталей. Модели токарно-лобовых
станков: 1А692, 1М692Ф3.
тип
- токарные и лобовые.
Токарные (токарно-винторезные) станки
6 типа являются наиболее универсальными,
т.к. на них выполняют все виды токарных
работ, в т.ч. нарезание резьб резцами.
Их применяют в условиях единичного и
мелкосерийного пр-в (16К20; 1А64 и др.), а
токарные с ЧПУ – в мелко-, средне- и
крупносерийном пр-вах (16А20Ф3, 16К30Ф3 и
др.). Лоботокарные – специализированные
станки для обработки цилиндрических
заготовок больших диаметров (до 3200 мм)
и небольшой длины (типа фланцев, дисков).
Компоновка токарно-лобового
станка дана на рис. 7.
Особенность конструкции в том,
станина (со шпиндельной бабкой 1,
электродвигателем ПГД 2 и планшайбой 3)
и плита (с основанием и суппортом 4)
выполнены разными модулями и между
собой не соединены. При обработке деталей
диаметром превышающим диаметр планшайбы,
в фундаменте под планшайбой делают
выемку. Основание (имеет продольные
направляющие, на которых расположен
крестовый суппорт) можно переставлять
по плите в поперечном направлении
относительно оси шпинделя, что расширяет
диапазон диаметров обрабатываемых
деталей. Модели токарно-лобовых
станков: 1А692, 1М692Ф3.
7 тип – многорезцовые
и копировальные – для токарной
обработки ступенчатых валов, втулок и
т.п одновременно большим количеством
инструментов в условиях всего серийного
производства (как правило – п/автоматы
– 1708; 1722 и др.). На многорезцовых
п/автоматах, рис.8а с продольного
суппорта 7 обтачивают цилиндрические
ступени, а с попречного 1 – канавки
и фасонные участки. Достоинство –
совмещение обработки. На
многорезцово-копировальных п/автоматах,
рис.8б ступенчатые и фасонные поверхности
обрабатывают с помощью гидрокопировального
суппорта 4 совершающего следящую
подачу Dsсл от щупа 6
скользящего по копиру 5 и ведущую Dsв
в продольном направлении. Соврем-ные
станки 7 типа с ЧПУ рассмотрены далее.
тип – многорезцовые
и копировальные – для токарной
обработки ступенчатых валов, втулок и
т.п одновременно большим количеством
инструментов в условиях всего серийного
производства (как правило – п/автоматы
– 1708; 1722 и др.). На многорезцовых
п/автоматах, рис.8а с продольного
суппорта 7 обтачивают цилиндрические
ступени, а с попречного 1 – канавки
и фасонные участки. Достоинство –
совмещение обработки. На
многорезцово-копировальных п/автоматах,
рис.8б ступенчатые и фасонные поверхности
обрабатывают с помощью гидрокопировального
суппорта 4 совершающего следящую
подачу Dsсл от щупа 6
скользящего по копиру 5 и ведущую Dsв
в продольном направлении. Соврем-ные
станки 7 типа с ЧПУ рассмотрены далее.
8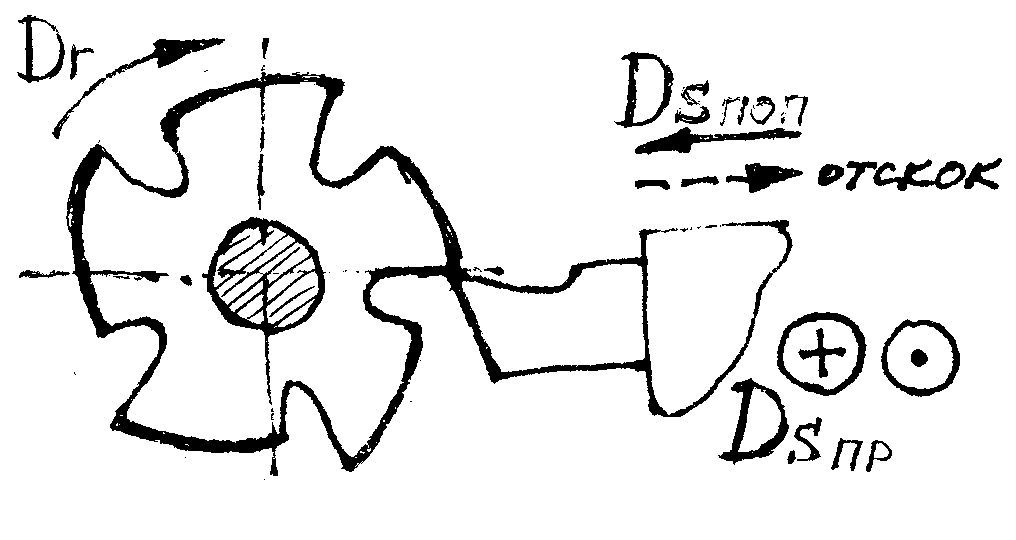 тип - специализированные
для фасонных изделий - токарно-затыловочные
(для обработки затылков дисковых фасонных
и червячных фрез резцами, рис.9 и
шлиф.кругами), в условиях серийного
производства (мод. 1Б811, 1Е812 и др.).
тип - специализированные
для фасонных изделий - токарно-затыловочные
(для обработки затылков дисковых фасонных
и червячных фрез резцами, рис.9 и
шлиф.кругами), в условиях серийного
производства (мод. 1Б811, 1Е812 и др.).
Рис. 9. Схема обработки
на токарно-затыловочном станке
9 тип - разные токарные - станки для обработки коленвалов и распредвалов, колес ж./д. транспорта, для металлургической промышленности и др..