

3. Балансировка деталей и узлов.
Балансировка вращающейся детали или сборочной единицы — это распределение массы изделия таким образом, чтобы результирующие сила и момент инерции при его движении были равны нулю с целью устранения динамических нагрузок на опоры.
В реальных условиях различают статическую, динамическую и смешанную неуравновешенность вращающихся деталей или сборочных единиц.
Статическая неуравновешенность (рис. 27.2, а) определяется неуравновешенной силой инерции и наблюдается у дискообразных деталей малой длины (маховиков, нажимных и ведомых дисков сцеплений, чугунных шкивов и др.). Способы статической балансировки состоят в совмещении центра масс детали с осью ее вращения путем снятия излишнего металла или установки противовеса. Определяют направление дисбаланса — линию, которая проходит через ось вращения детали и центр неуравновешенной массы. Затем излишний металл снимают в удобном на этой линии месте, по одну сторону с неуравновешенной массой от оси вращения, или добавляют недостающий металл, если неуравновешенная масса находится по другую сторону от оси вращения детали. Массу снимаемого (добавляемого) металла (т, г) определяют по формуле
m = Mr„/R, (27.9) •
где R — расстояние от оси вращения до снимаемой (добавляемой) массы металла, см.
Балансировку ведут на роликах, горизонтальных призмах, качающихся дисках и на станках.
Устройства для статической балансировки деталей на роликах и горизонтальных призмах приведены на рис. 27.3, в, б. Деталь 1 устанавливают без зазора на оправку 2, которую в свою очередь устанавливают на ролики 3 или призмы 4. Неуравновешенная деталь переместится в новое положение, при этом ее «тяжелая* часть окажется внизу. Балансировка на призмах дает более точные результаты, однако необходимо, чтобы рабочие поверхности призм располагались строго горизонтально. Эти устройства показывают только направление дисбаланса, определение его значения затруднено и требует практического навыка.
Устройство для статической балансировки деталей на качающемся диске (рис. 27.4) лишено приведенного недостатка. Его статически уравновешенный диск 2 имеет опорно-установочные элементы (цилиндрическую поверхность и плоскость) для балансируемой детали. Соосно цилиндрической поверхности установлено острие 3, которое соприкасается с ответным коническим углублением опоры 4. Две стрелки 1 диска расположены во взаимно перпендикулярных направлениях. Балансируемую деталь устанавливают на диск и ориентируют центрирующим пояском. Если диск с деталью наклонился, то его приводят в горизонтальное положение путем перемещения по поверхности детали компенсирующего груза. Место нахождения груза и его масса показывают направление и величину дисбаланса.
Статическую балансировку изделий (маховиков, колес легковых автомобилей и др.) в динамическом режиме (при их вращении) выполняют, например, на станке модели 9765.
Динамическая неуравновешенность (см. рис. 27.2, б) имеет место в том случае, если центр масс находится на оси вращения изделия, а во время его вращения возникает момент инерции S от двух равных сил Р на плече I. Момент инерции S вызывает переменные нагрузки на опоры изделия при его вращении. Динамическую неуравновешенность устраняют снятием или добавлением двух равных масс в плоскости действия момента S, чтобы появился новый момент, уравновешивающий начальный. Этот вид неуравновешенности выявляют при вращении изделия.
Смешанная неуравновешенность (см. рис. 27.2, в) наиболее часто встречается в реальных условиях, когда имеется сила инерции от неуравновешенной массы и момент инерции центробежных сил. Этот вид неуравновешенности характерен для длинных деталей.
Система любого числа неуравновешенных сил сводится к двум силам, которые расположены в двух произвольно выбранных перпендикулярно оси детали плоскостях, удобных для балансировки. Такие плоскости называют плоскостями коррекции. Например, у коленчатого вала эти плоскости проходят через крайние противовесы.
Направление (фазу) и значение дисбаланса на каждом конце вала определяют на балансировочных станках моделей, например, БМ-4У, КИ-4274, МС-9716 или фирмы Schenk (Германия). Динамически балансируют детали и сборочные единицы (коленчатые валы с маховиками, карданные валы и др.), установленные в двух и более опорах.
Рис.
27.3.
Схема устройства для статической
балансировки деталей: а
— на роликах; б
— на призмах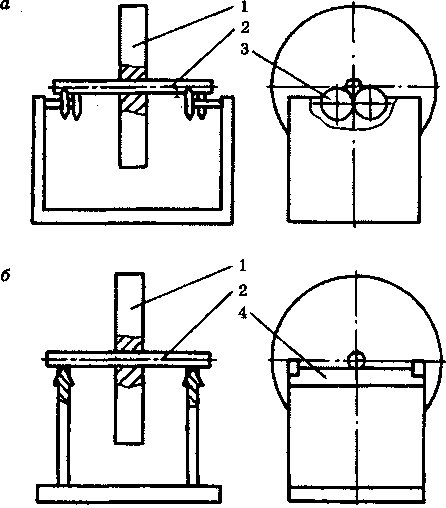
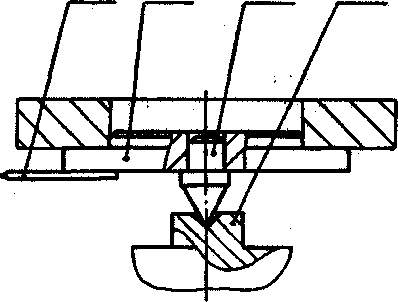
Рис. 27.4. Схема устройства для статической балансировки деталей на качающемся диске
Билет №19