Билет 3
Вопрос 1
Сварные швы различаются по их протяженности и бывают непрерывными и прерывистыми. В основном все швы выполняют непрерывными, однако иногда применяют прерывистые швы, если не требуется их сплошности и при малых нагрузках. При сборке конструкций под сварку часто употребляют сборочные швы — прихватки, которые ставят с перерывами, для предварительного закрепления конструкций. В зависимости от веса собираемых элементов и их толщины назначают длину и сечение прихваток: чем больше вес и толщина, тем больше должно быть прихваток. По внешней форме и количеству наплавленного металла различают швы выпуклые и вогнутые (2,8). Как правило, все швы выполняют выпуклыми с небольшим усилением, номинальная величина которого 0,5 мм установлена ГОСТ 5264—80. Иногда требуется делать швы без выпуклости, что должно быть указано в чертежах. Вогнутыми выполняют угловые швы, что также указывается в чертежах и требуется для улучшения работы сварных соединений при переменны^ нагрузках или по другой причине. Стыковые швы рогнутыми не делают, вогнутость таких швов является браком. Стыковые и угловые швы могут быть однослойными при небольшой толщине свариваемых деталей ИЛИ многослойными (2.9) при большой толщине. Однослойные швы, как правило, бывают однопроходными, а многослойные — многопроходными* По характеру требований, предъявляемых к сварным швам, они могут быть прочными или плотными (непроницаемыми для газов или жидкости). Как правило, сварные соединения (особенно стыковые) должны быть равнопрочны основному металлу, а также должны быть прочноплотными.
Вопрос 2
Сварочный трансформатор содержит силовой трансформатор и устройство регулирования сварочного тока.
В сварочных трансформаторах в связи с необходимостью большого сдвига фаз напряжения и тока для обеспечения устойчивого зажигания дуги переменного тока при смене полярности требуется обеспечить увеличенное индуктивное сопротивление вторичной цепи.
С ростом индуктивного сопротивления растет и наклон внешней статической характеристики источника питания сварочной дуги на ее рабочем участке, что обеспечивает получение падающих характеристик в соответствии с требованиями общей устойчивости системы «источник питания – дуга».
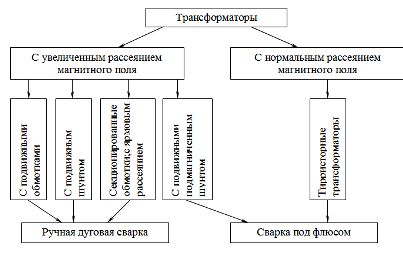
Как классифицируют сварочные трансформаторы и их устройство?
Все сварочные трансформаторы имеют силовой трансформатор и устройство, регулирующее сварочный ток. Так как сварочным трансформаторам нужен большой сдвиг фаз напряжения и тока для устойчивого зажигания электродуги переменного тока при изменении полярности, нужно поддерживать повышенное индуктивное сопротивление повторной цепи.
Повышение индуктивного сопротивления приводит к росту и наклону наружного статистического параметра источника сварочной дуги непосредственно на рабочем участке, что позволяет получить падающие характеристики, что соответствует требованиям для полной устойчивости системы "источник питания - дуга". Трансформатор - это объект электротехники, к нему относится эквивалентная схема, содержащая индуктивное и активное сопротивление.
Про все сварочные трансформаторы, работа которых проходит в режиме нагрузки, можно сказать, что потребляемая ими мощность намного больше, чем потери при холостом ходе, таким образом, работая под нагрузкой, эту схему не учитывают.
Для главной схемы трансформатора большая часть потерь магнитного поля по направлению от первичной к вторичной обмотке происходит между магнитопроводными стержнями. Изменяя геометрию воздушного промежутка между двумя обмотками, внешней и внутренней (подвижные обмотки и подвижные шунты), управляют рассеиванием магнитного поля.