

Вопрос 2
13.Требования, предъявляемые к манометрам.
- Манометры должны иметь класс точности не ниже: 2,5 - при рабочем давлении сосуда до 2,5 МПа (25 кгс/см2), 1,5 - при рабочем давлении сосуда выше 2,5 МПа (25 кгс/см2).
- Манометр должен выбираться с такой шкалой, чтобы предел измерения рабочего давления находился во второй трети шкалы.
- На шкале манометра владельцем сосуда должна быть нанесена красная черта, указывающая рабочее давление в сосуде. Взамен красной черты разрешается прикреплять к корпусу манометра металлическую пластину, окрашенную в красный цвет и плотно прилегающую к стеклу манометра.
- Манометр должен быть установлен так, чтобы его показания были отчетливо видны обслуживающему персоналу.
- Номинальный диаметр корпуса манометров, устанавливаемых на высоте до 2 м от уровня площадки наблюдения за ними, должен быть не менее 100 мм, на высоте от 2 до 3 м - не менее 160 мм. Установка манометров на высоте более 3 м от уровня площадки не разрешается.
- Между манометром и сосудом должен быть установлен трехходовой кран или заменяющее его устройство, позволяющее проводить периодическую проверку манометра с помощью контрольного. В необходимых случаях манометр в зависимости от условий работы и свойств среды, находящейся в сосуде, должен снабжаться или сифонной трубкой, или масляным буфером, или другими устройствами, предохраняющими его от непосредственного воздействия среды и температуры и обеспечивающими его надежную работу.
Поверка манометров с их опломбированием или клеймением должна производиться не реже одного раза в 12 месяцев. Кроме того, не реже одного раза в 6 месяцев владельцем сосуда должна производиться дополнительная проверка рабочих манометров контрольным манометром с записью результатов в журнал контрольных проверок. При отсутствии контрольного манометра допускается дополнительную проверку производить проверенным
рабочим манометром, имеющим с проверяемым манометром одинаковую шкалу и класс точности.
Порядок и сроки проверки исправности манометров обслуживающим персоналом в процессе эксплуатации сосудов должны определяться инструкцией по режиму работы и безопасному обслуживанию сосудов, утвержденной руководством организации - владельца сосуда, но не менее одного раза в сутки.
14. В каких случаях манометры не допускаются к применению.
Манометр не допускается к применению в случаях, когда:
- отсутствует пломба или клеймо с отметкой о проведении поверки;
- просрочен срок поверки;
- стрелка при его отключении не возвращается к нулевому показанию шкалы на величину, превышающую половину допускаемой погрешности для данного прибора;
- разбито стекло или имеются повреждения, которые могут отразиться на правильности его показаний.
Вопрос 3
4. Тепловое взаимодействие пламени с металлом
Нагрев металла пламенем обусловлен вынужденным конвективным и лучистым теплообменом между потоком горючей смеси пламени и соприкасающимся с ним участком поверхности металла. Значение лучистого теплообмена невелико и составляет 5-10% величины общего теплообмена пламени и металда. Таким образом, газовое и, в частности, сварочное пламя, являющееся местным поверхностным теплообменным источником, можно в первом приближении рассматривать как конвективный теплообменный источник. Интенсивность вынужденного конвективного теплообмена в основном зависит от разности температур пламени и нагреваемой поверхности металла и от скорости перемещения потока пламени относительно этой поверхности. В общем виде удельный тепловой поток пламени q2, представляющий собой количество теплоты, вводимой пламенем за единицу времени через единицу площади нагреваемой поверхности металла, можно выразить известным правилом Ньютона
q2=α(Тп-Т),
где α - коэффициент теплообмена между пламенем и металлом, равный сумме коэффициентов вынужденного конвективного и лучистого теплообмена кДж/(см2∙с∙°С) [ккал/(см2∙с∙°С)]; Тп - температура потока газов пламени, °С; Т - температура поверхности металла, на которую направлен поток пламени, °С. Коэффициент а в процессе нагрева металла и увеличения его температуры уменьшается, в связи с чем выбирать значения этого коэффициента следует только по данным, основанным на сопоставлении опытных результатов с теоретическими расчетами распространения теплоты распределенных источников, разработанными Н.Н. Рыкиным. Направленный на поверхность металла газовый поток пламени деформируется и, растекаясь, нагревает значительный по размерам участок поверхности металла. Этот участок поверхности называют пятном нагрева. Характер распределения удельного теплового потока пламени по пятну нагрева зависит от угла наклона пламени, расстояния от сопла до нагреваемого металла и средней скорости истечения горючей смеси из сопла горелки. Эффективная тепловая мощность и эффективный к. п. д. пламени.. Эффективная тепловая мощность пламени q есть количество теплоты, вводимой пламенем в металл за единицу времени, и зависит в основном от расхода горючего газа, с увеличением которого она возрастает (рис. 40).
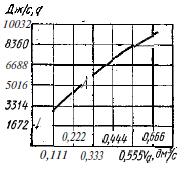 Рис.
40. Эффективная мощность пламени в
процессе нагрева металла в зависимости
от расхода ацетилена. Условия опытов:
φ=90°; h=5/4L; fr>=l,0; ω - 500 мм/мин; образцы из
низкоуглеродистой стали размером
110x50x6 мм
Рис.
40. Эффективная мощность пламени в
процессе нагрева металла в зависимости
от расхода ацетилена. Условия опытов:
φ=90°; h=5/4L; fr>=l,0; ω - 500 мм/мин; образцы из
низкоуглеродистой стали размером
110x50x6 мм
Эффективность нагрева металла газовым пламенем оценивается эффективным к.п.д. ηи, представляющим собой отношение эффективной мощности пламени q, определяемой калориметрированием, к полной тепловой мощности пламени (qн), подсчитываемой по низшей теплотворности горючего: ηи= q/qн. Для ацетилено-кислородкого пламени при низшей теплотворности ацетилена 52468 кДж/м3 (12600 ккал/м3) или 52468 Дж/дм3 (12600 кал/л) при 20° С и 760 мм рт. ст. эффективный к.п.д. пламени

где Va - расход ацетилена, дм3/с (л/ч). Из этого выражения, а также из графика на рис. 41, построенного для различных расходов ацетилена (обеспечиваемых семью номерами наконечников простой сварочной горелки), видно, что с увеличением расхода ацетилена вследствие изменения условий теплообмена пламени с поверхностью металла, эффективный к.п.д. пламени ηи, а следовательно, и эффективность нагрева падают.
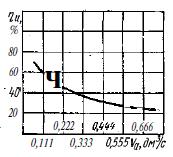 Рис.
41. Эффективный к.п.д. пламени в процессе
нагрева в зависимости от расхода
ацетилена. Условия опытов те же, что и
на рис. 60
Рис.
41. Эффективный к.п.д. пламени в процессе
нагрева в зависимости от расхода
ацетилена. Условия опытов те же, что и
на рис. 60
Тепловая эффективность процесса проплавления металла сварочным пламенем. Эффективность использования вводимой в металл теплоты движущимся сварочным пламенем характеризуется термическим к.п.д. проплавления ηи, представляющим собой отношение теплоты, затрачиваемой на проплавление металла объемом ωFnp, к полной тепловой мощности пламени qн:
![]()
где Fnp - площадь поперечного сечения металла шва, см2; ω - скорость перемещения горелки, см/с; ρ - плотность металла, кг/м3; Sпл - теплосодержание единицы массы металла при температуре Тпл, кДж/кг (ккал/кг). Основным параметром, определяющим производительность процесса проплавления, является расход горючего газа.