

Внутренние дефекты
К внутренним основным дефектам сварных швов относят трещины (холодные и горячие) и поры.
Горячие трещины
Горячие трещины появляются в то время, когда металл сварного шва находится в состоянии между температурами его плавления и затвердевания. Они могут быть в двух направлениях – вдоль и поперек сварного шва. Горячие трещины обычно являются результатом использования неправильного присадочного материала (в частности, алюминиевых и CrNi сплавов) и его химического состава (например, высокое содержание в составе углерода, кремния, никеля и др.)
Горячие трещины могут появиться в результате неправильной заварки кратера, в результате резкого прекращения сварки.
Холодные трещины
Трещины, которые возникают после того, как сварочный шов полностью остывает и затвердевает, называются холодными трещины. Эти дефекты также появляются тогда, когда сварочный шов не соответствует действующим на него нагрузкам и разрушается.
Поры
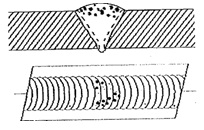 Пористость
является одним из основных дефектов
сварки, с которыми сталкиваются все
сварщики при всех сварочных процессах.
Пористость может быть вызвана загрязнением,
плохой защитой ванны потоком сварочного
газа, маслом, краской, сваркой несовместимых
сплавов или даже ржавчиной и окислением
металла.
Пористость
является одним из основных дефектов
сварки, с которыми сталкиваются все
сварщики при всех сварочных процессах.
Пористость может быть вызвана загрязнением,
плохой защитой ванны потоком сварочного
газа, маслом, краской, сваркой несовместимых
сплавов или даже ржавчиной и окислением
металла.
Поры могут различаться по размеру и, как правило, распределяются в случайном порядке по сварочному шву. Они могут находиться как внутри шва, так и на его поверхности.
Основные причины появления пористости:
1) Недостаточный поток защитного сварочного газа
2) Чрезмерный поток защитного газа. Это может вызвать подсос воздуха в поток газа.
3) Сквозняк в зоне сварки. Он может сдувать защитный газ.
4) Засорение сварочного сопла или повреждение системы подачи газа (утечка в шлангах, соединениях и т.д.)
Надеюсь, что описанные в этой статье основные виды дефектов сварных швов и соединений, а так же методы их устранения сделают вашу сварку качественной и высокопроизводительной. Помните, что правильный выбор сварочного оборудования и технологии сварки имеет большое влияние как на весь процесс сварки в целом, так и в отдельности на каждые его составляющие.
Билет 2
Вопрос 1
Сварным соединением называется неразъемное соединение, выполненное сваркой.
С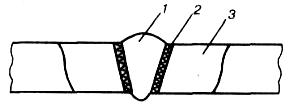 варное
соединение включает три образующиеся
в результате сварки характерные зоны
металла в изделии: зону сварного шва 1,
зону сплавления 2, зону термического
влияния 3, а также часть основного металла
4, прилегающую к зоне термического
влияния.
варное
соединение включает три образующиеся
в результате сварки характерные зоны
металла в изделии: зону сварного шва 1,
зону сплавления 2, зону термического
влияния 3, а также часть основного металла
4, прилегающую к зоне термического
влияния.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей.
В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ14771-76 «Швы сварных соединений, сварка в защитныхгазах»:
- Стыковое – «С»;
- Торцевое – «С»;
- Нахлёсточное – «Н»;
- Тавровое – «Т»;
- Угловое – «У».
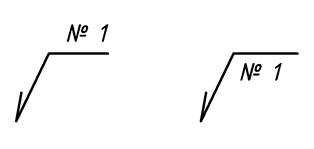
Структура обозначения сварного шва
Условное обозначение видимых и невидимых швов
над полкой — видимый;
под покой — невидимый.
Обозначения видов сварок:
электродуговая — Э,
газовая — Г,
контактная — Кт,
в среде защитных газов — 3.
Условное обозначение сварного шва:
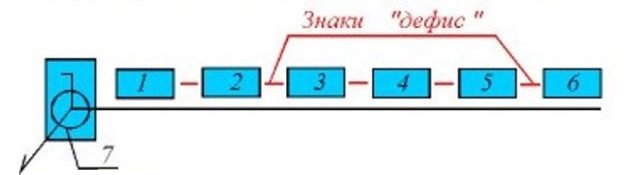
Согласно изображению:
№1 — Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
№2 — Буквенно-цифровое обозначение, ГОСТ.
№3 — Стандарт или тип, условный графический знак.
№4 — Размер швов в сечении, длина катета.
№5 — Знак углового шва с указанием длины участка.
Таблица 1
Знак |
Значение знака |
Расположение знака |
|
Прерывистый шов,шахматный шов |
|
|
прерывистый или точечный с цепным расположением |
|

№6 — Вспомогательный знак для обозначения обработки.
Таблица 2
Знак |
Значение знака |
Расположение знака |
|
по не замкнутой линии |
|
|
Наплывы и неровности обработать с плавным переходом к основному металлу |
|
|
Выпуклость снять |
|

№7 — Обозначение для вспомогательного шва.
Таблица 3
Знак |
Значение знака |
Расположение знака |
|
по замкнутой линии |
|
|
исполняется при монтаже изделия |
|

Ко всем видам знаков в условном обозначении сварного шва выдвигаются требования:
основные и вспомогательные знаки указываются сплошными тонкими линиями;
знаки должны быть одинаковой высоты с цифрами, которые входят в обозначения.