

Разделка кромок под сварку
Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Формы подготовки кромок под сварку показаны на рисунке 2, различают V, K, X – образные. По характеру выполнения сварные швы могут быть односторонние и двухсторонние.
Рисунок 2 — Разделка кромок под сварку
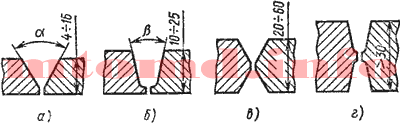
а – V-образная; б – U -образная; в – X-образная; г – двусторонняя Х-образная
Скос кромок можно производить различными способами. Самым грубым и малопроизводительным из них является срубание кромок ручным или пневматическим зубилом. При этом способе края кромок получаются неровные. Наиболее ровные и чистые кромки получаются при изготовлении их на специальных кромкострогальных или фрезерных станках. Применение кислородной резки, ручной или механизированной, для скоса кромок является самым экономичным. Шлаки и окалина, остающиеся после кислородной резки, должны быть удалены с помощью зубила и стальной щетки.
Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
Вопрос 2
Требования к электродам и характеристики электродов |
Опубликовано admin в Пнд, 10/03/2011 - 22:36
Электроды должны удовлетворять следующим основным требованиям: 1) обеспечивать определенные механические свойства наплавленного металла и соединения и химсостава шва; 2) обладать хорошими технологическими и сварочными свойствами, обеспечивая: а) легкое зажигание и устойчивое горение дуги; б) равномерное плавление покрытия без откалывания и образования больших козырьков; в) равномерное покрытие металла шва шлаком и легкое удаление шлака; г) получение металла шва без пор и трещин; 3) обеспечивать высокую производительность и допускать сварку на повышенном токе; 4) невысокая себестоимость электродов. Выполнение требований обеспечивают подбором электродной проволоки определенного химсостава и покрытия. Важными характеристиками электродов являются коэффициенты расплавления наплавки и потерь, определяемые по формулам: Коэффициент потерь характеризует потери электродного металла на окисление, испарение, разбрызгивание
В структуре условного обозначения электродов - соответствующий буквенный индекс.
По толщине покрытия в зависимости от отношения D/d (D - диаметр покрытия , d - диаметр электрода, определяемый диаметром стержня) электроды подразделяются:
с тонким покрытием ( D/d ≤ 1,20 ) - М;
со средним покрытием ( 1,20 < D/d ≤ 1,45 ) - С;
с толстым покрытием ( 1,45 < D/d ≤ 1,80 ) - Д;
с особо толстым покрытием ( D/d > 1,80 ) - Г.
По видам покрытия электроды подразделяются:
с кислым покрытием - А;
с основным покрытием - Б;
с целлюлозным покрытием - Ц;
с рутиловым покрытием - Р;
с покрытием смешенного вида - соответствующее двойное условное обозначение;
с прочими видами покрытия - П.