

37.Виды болтов, область их использования.
Для соединения металлических конструкций помимо сварки приме-няют болты и заклепки. Болтовые соединения конструкций появились раньше сварных. Простота соединения и надежность в работе способствовали их широкому распространению в строительстве при монтаже ме¬таллических конструкций.
Однако болтовые соединения более металлоемки, чем сварные, так как имеют стыковые накладки и ослабляют сечения элемекюв отверстиями для болтов.
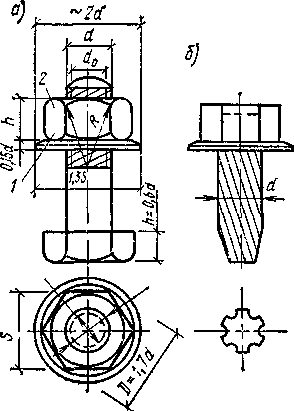
В строительных конструкциях применяют болты грубой, нормальной и повышенной точности, высокопрочные, самонарезающие и фундаментные (анкерные). Болт для соединения конструкций имеет головку, гладкую часть стержня/длиной ка 2—3 мм меньше толщины соединяемого пакета и нарезную часть стержня, на которую надевается шайба и навинчивается гайка (рис. 6.1, а).
БОЛТЫ грубой и нормальной точности различаются допусками на отклонения диаметра болта от номинала. Изготовляют болты из углеродистой стали горячей или холодной высадкой, иногда с последующей термообработкой. прочности болтов обозначен числами. Первое число, умноженное на 10, обозначает временное сопротивление, а произведение первого числа на второе — предел текучести материала .
Болты в соединении ставят в отверстия на 2—3 мм больше диаметра болта, образованные продавливанием или сверлением в отдельных элементах. В результате неполного совпадения отверстий в отдельных элементах отверстие под болт имеет негладкую поверхность —«черноту» (тип С), что исключает плотную посадку болта в отверстие. Разница в диаметрах болта и отверстия облегчает посадку болтов и упрощает образование соединения; это большое преимущество таких болтов. Они находят широкое применение в монтажных соединениях, где болты работают на растяжение или являются крепежными элементами.
Болты повышенной точности изготовляют также из углеродистой стали, и они имеют те же классы прочности, что и болты нормальной точности.
Поверхность ненарезной части тела болта обтачивается и имеет строго цилиндрическую форму.
Болты в таких отверстиях сидят плотно и хорошо воспринимают сдвигающие силы; однако недостаточность сил, стягивающих пакет, ухудшает его работу по сравнению с соединениями на высокопрочных болтах или на заклепках. Сложность изготовления и постановки болтов повышенной точности привела к тому, что соединения на таких болтах применяются редко.
Высокопрочные болты (сдвигоустойчивые) изготовляют из легированной стали, готовые болты термически обрабатывают
Высокопрочные болты - нормальной точности, их ставят в отверстия большего, чем болт, диаметра, но их гайки затягивают ключом, позволяющим создавать и контролировать силу натяжения болтов. Большая сила натяжения болта плотно стягивает соединяемые элементы и обеспечивает монолитность соединения.
Для увеличения сил трения поверхности элементов в месте стыка очищают от грязи, масла, ржавчины и окалины металлическими щетками, пескоструйным или дробеструйньйм аппаратом, огневой очисткой и не окрашивают.
Соединения на высокопрочных болтах обладают преимуществами обычных болтовых соединений по простоте устройства соединения; по качеству работы они не уступают сварным соединениям, но уступают нм по расходу металла. Применяются они в монтажных соединениях. имеющих большие сдвигающие силы, и при действии динамических и вибрационных нагрузок.
Самонарезающие болты отличаются от обычных наличием резьбы полного специального профиля на всей длине стержня для нарезания резьбы и завинчивания в ранее образованные отверстия соединяемых деталей .Применяются они в основном d—6 мм для прикрепления профилированного настила к прогонам и элементам фахверка, и их большим преимуществом является необходимость доступа к конструкции только с одной стороны.
Фундаментные (анкерные) болты служат для передачи растягивающих усилий с колонн на фундамент.