

33.Сварные швы.
Сварные швы классифицируют по конструктивному признаку, назначению, положению, протяженности и внешней форме.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые).
Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию напряжений, но они требуют дополнительной разделки кромок. При сварке элементов толщиной больше 8 мм для проплавления металла по всей толщине сечения необходимы зазоры и обработка кромок изделия
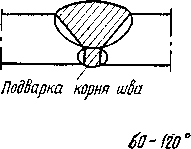 являющихся
источником концентрации напряжений.
являющихся
источником концентрации напряжений.
Начало и конец шва имеют непровар и кратер, являются дефектными и их желательно выводить на технологические планки за пределы рабочего сечения шва, а затем отрезать (рис. 6).
![]() б
— вывод шва за пределы рабочего сечения
(планкн по окончании сварки срубаются)
б
— вывод шва за пределы рабочего сечения
(планкн по окончании сварки срубаются)
При автоматической сварке принимаются меньшие размеры разделки кромок швов вследствие большего проплавления соединяемых элементов
Чтобы обеспечить полный провар шва, односторонняя автоматическая сварка часто выполняется на флюсовой подушке, на медной подкладке или на стальной остающейся подкладке.
При электрошлаковой сварке разделка кромок листов не требуется, но зазор в стыке принимают не менее 14 мм.
Угловые (валиковые) швы наваривают в угол, образованный элементами, расположенными в разных плоскостях.
Угловые швы, расположенные параллельно действующему осевому усилию, называют фланговыми, а перпендикулярно усилию — лобовыми.
Швы могут быть рабочими или связующими (конструктивными),
сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными (рис. 5.3).
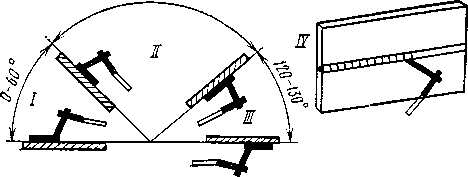 /
— нижнее; II
— вертикальное; III
—
полоточиое; IV
— горизонтальное на вертикальной
плоскости
/
— нижнее; II
— вертикальное; III
—
полоточиое; IV
— горизонтальное на вертикальной
плоскости
Сварка нижних швов наиболее удобна, легко поддается механизации, дает лучшее качество шва, а потому при проектировании следует предусматривать возможность выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже. Они плохо поддаются механизации, выполнить их вручную трудно, качество шва получается хуже, а потому применение их в конструкциях следует по возможности ограничивать.
34.Работа и расчет сварных соединений, выполненных угловыми швами.
Прочность сварных соединений зависит от: прочности основного металла соединяемых элементов, прочности наплавленного металла шва, формы и вида соединения и связанного с этим распределения напряжений в соединении, характера силового воздействия на соединение, технологии сварки.
Угловые швы (лобовые и фланговые) всегда испытывают совокупность воздействий осевой силы, изгиба и среза, имеют значительную концентрацию напряжений и их расчет носит условный характер. Угловыми швами выполняются соединения внахлестку, и они могут быть как фланговыми, так и лобовыми.
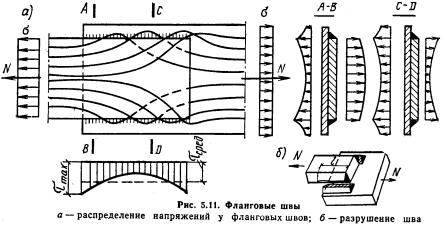
Фланговые
швы, расположенные по кромкам
прикрепляемого элемента параллельно
действующему усилию, вызывают большую
неравномерность распределения напряжений
по ширине соединения. Неравномерно
работают они и по длине, так как помимо
непосредственной передачи усилия с
элемента на элемент концы шва испытывают
дополнительные усилия вследствие
разной напряженности и неодинаковых
деформаций соединяемых элементов в
области шва (рис. 5.11, а).
Неравномерность работы шва по длине заставляет ограничивать расчетную длину шва на величину не менее 4kш, или 40 мм и не более 85βkш (за исключением швов, в которых усилие возникает на всем протяжении шва, например поясные швы в балках).
В соответствии с характером передачи усилий фланговые швы работают одновременно на срез и изгиб. Разрушение шва обычно начинается с конца и может происходить как по металлу шва, так и по основному металлу на границе его сплавления с металлом шва, особенно если наплавленный металл прочнее основного.
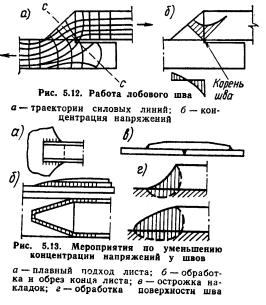
Лобовые швы передают усилия равномерно по ширине элемента, но крайне неравномерно по толщине шва вследствие резкого искривления силового потока при переходе усилия с одного элемента на другой (рис. 5.12). Особенно велики напряжения в корне шва. Уменьшение концентрации напряжений в соединении может быть достигнуто плавным примыканием привариваемой детали, механической обработкой (сглаживанием) поверхности шва и конца накладки, увеличением пологости шва (например, шов с соотношением катетов 1:1,5), применением вогнутого шва и увеличением глубины проплавления (рис. 5.13).
.
Ввиду сложности действительной работы угловых швов расчет их носит условный характер и хорошо подтвержден экспериментальными данными.
Расчет сварных соединений с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения швов, следует производить по двум сечениям по формулам:по металлу шва
 ;
;
по металлу границы сплавления

где Wf – момент сопротивления расчетного сечения по металлу шва;
Wz – то же, по металлу границы сплавления.
Расчет сварных соединений с угловыми швами на действие момента в плоскости расположения этих швов следует производить по двум сечениям по формулам:
по металлу шва
 ;
;
по металлу границы сплавления
 ,
,
где Jfx и Jfy – моменты инерции расчетного сечения по металлу шва относительно его главных осей;
Jzx и Jzy – то же , по металлу границы сплавления;
х и у – координаты точки шва, наиболее удаленной от центра тяжести расчетного сечения швов, относительно главных осей этого сечения
При расчете сварных соединений с угловыми швами на одновременное действие продольной и поперечной сил и момента должны быть выполнены условия
tf £ Rwfgwfgc и tz £ Rwzgwzgc,
где tf и tz – напряжения в расчетном сечении соответственно по металлу шва и по металлу границы сплавления, равные геометрическим суммам напряжений, вызываемых продольной и поперечной силами и моментом.