

31.Виды сварки, технология, область использования.
Основным видом соединений строит-хМК является сварка. Она почти полностью заменила другие виды соединений при изготовлении конструкций и широко применяется как на заводе, так и при монтаже на строительной площадке. Сварка упрощает конструктивную форму соединения, дает экономию металла,значительно уменьшает трудоемкость изготовления конструкций. Сварные соединения обладают не только прочностью, но и водо- и газонепроницаемостью, что особенно важно для листовых конструкций.
Однако возникающие при сварке внутренние остаточные напряжения в соединении усложняют его работу и в ряде случаев при действии динамических нагрузок и низких температур способствуют хрупкому разрушению. Выполнение сварки часто бывает затруднено при монтаже конструкций и соединении нескольких листов в пакеты.
В строительстве применяется главным образом электродуговая сварка: ручная, автоматическая, полуавтоматическая, а также электрошлаковая. Реже применяется контактная и газовая сварка.
1.Ручная электродуговая сварка универсальна и широко распрост-ранена, так как может выполняться в любом пространственном положе-нии. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть применены
2. Автоматическая и полуавтоматическая сварка под флюсом осущ. автоматом с подачей сварочной проволоки d = 2—5 мм без покрытия..Хорошее качество швов и высокая производительность являются большими достоинствами автоматической сварки под флюсом, и ее применение желательно во всех соединениях, где это возможно.
К недостаткам относится затруднительность выполнения этой сварки в вертикальном и потолочном положении и в стесненных условиях, что ограничивает ее применение на монтаже.
Для коротких швов применяется полуавтоматическая сварка шланговым полуавтоматом.
3. Электрошлаковая сварка -разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более.. Качество шва, выполняемого этим способом, получается очень высоким.
4.Сварка в среде углекислого газа ведется голой электродной проволокой d —1,4—2 мм на постоянном токе обратной полярности.. Сварка в среде углекислого газа,не требуя приспособлений для удержания флюса, может выполняться в любом пространственном положении. Она обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности труда.
32.Виды сварных соединений.
Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые (впритык) (рис. 5.1).
Стыковыми называют соединения, в которых элементы соединяются торцами или кромками и один элемент является продолжением другого (см. рис. 5.1, а). Стыковые соединения наиболее рациональны, так как имеют наименьшую концентрацию напряжений при передаче усилий, отличаются экономичностью и удобны для контроля. Толщина сварива¬емых элементов в соединениях такого вида почти не ограничена. Стыко¬вое соединение листового металла может быть сделано прямым или ко¬сым швом. Стыковые соединения профильного металла применяются реже, так как затруднена обработка их кромок под сварку.
Рис. 5.1. Виды сварных соединений
а — стыковые; 6 — внахлестку (/ — лобовые: 2 — фланговые швы); в — комбинированные; г — угловое; д — тавровое
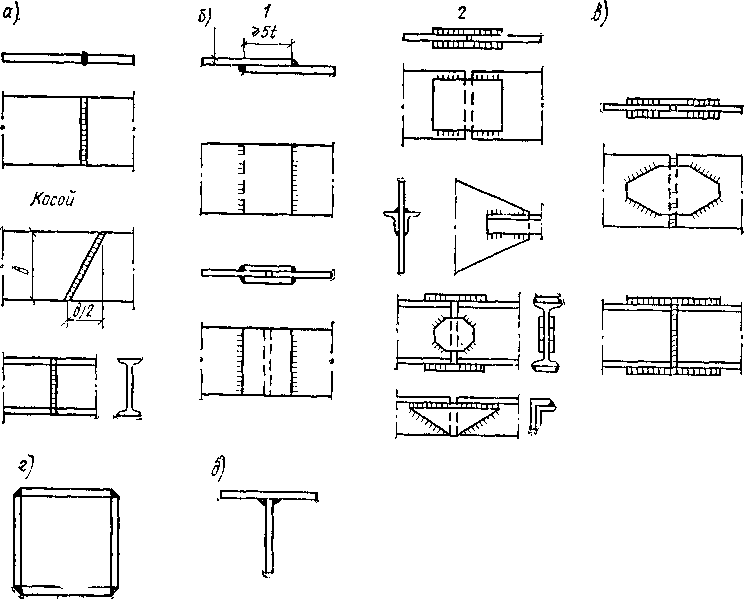
Иногда стыковое соединение профильного металла усиливают накладками, и тогда оно называется комбинированным (см. рис. 5.1, в).
Соединения внахлестку и с накладками отличаются простотой обработки элементов под сварку, но по расходу металла они менее экономичны, чем стыковые. Кроме того, эти соединения вызывают резкую концентрацию напряжений, из-за чего они нежелательны в конструкциях, подвергающихся действию переменных или динамических нагрузок и работающих при низкой температуре.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом (см. рис. 5.1,г).
Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого элемента (см. рис. 5.1,6). Угловые и тавровые соединения выполн угловыми швами, широко применяются в конструкциях и отлич-ся простотой исполнения, высокой прочностью и экономичностью.
В ответственных конструкциях, в тавровых соединениях (например, в швах присоединения верхнего пояса подкрановой балки к стенке) желательно полное проплавление соединяемых элементов.