

17.Автоматизированное производство и его характеристика.
Высшей формой организации потока является АПЛ. АПЛ - это система автоматических машин, в которой осуществляется весь процесс превращения материала в готовый продукт без физического вмешательства человека. Здесь автоматизированы не только технологические, но и вспомогательные операции. АПЛ - совокупность машин и орудий, автоматически выполняющих в определенной последовательности технологические операции по производству данного предмета и объединенные общим устройством управления (микропроцессор) и автоматическим транспортным устройством.
Работающие на отечественных заводах автоматические линии (АЛ) можно разделить:
по степени специализации - на однопредметные (массовые) и многопредметные (серийные);
по числу одновременно обрабатываемых деталей на позициях - на линии со штучной и многодетальной обработкой;
по характеру транспортировки деталей - на непрерывные и периодические;
по степени перекрытия времени транспортировки технологическим временем обработки - с перекрываемым и неперекрываемым временем транспортировки;
по характеру кинематической связи - на линии с жесткой и гибкой связью между оборудованием;
п
 о
способу ввода в линию исходного материала
и выдачи изделия. По характеру
транспортирования изделия, а также по
наличию и расположению бункерных
устройств, различают пять основных
типов АЛ:
о
способу ввода в линию исходного материала
и выдачи изделия. По характеру
транспортирования изделия, а также по
наличию и расположению бункерных
устройств, различают пять основных
типов АЛ:
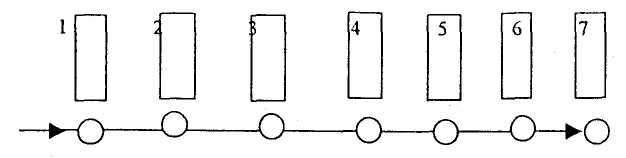
1. Прямоточные АЛ представляют собой систему взаимосвязанных автоматически действующих механизмов с непосредственной передачей деталей с одной рабочей позиции на другую и перемещением деталей на расстояние между рабочими позициями за один такт. Здесь нужен только внутрилинейный технологический задел.
2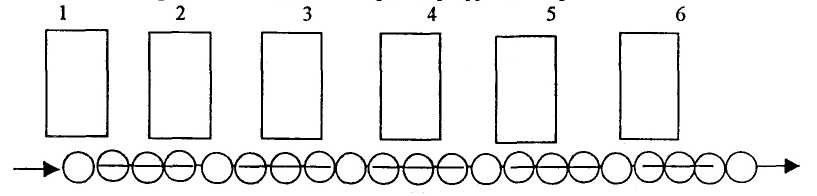 .
Поточные АЛ представляют собой ту же
систему механизмов, но с постепенным
перемещением детали по транспортеру.
Здесь кроме внутрилинейного, существует
и транспортный задел.
.
Поточные АЛ представляют собой ту же
систему механизмов, но с постепенным
перемещением детали по транспортеру.
Здесь кроме внутрилинейного, существует
и транспортный задел.
3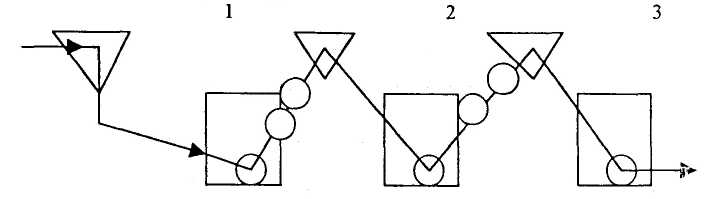 .
Бункерные АЛ представляют собой систему,
отдельных АЛ, работающих независимо
друг от друга, благодаря наличию у,
каждой АЛ бункера/приемника-накопителя
и связанных между собой автоматическими
транспортными перегружателями.
.
Бункерные АЛ представляют собой систему,
отдельных АЛ, работающих независимо
друг от друга, благодаря наличию у,
каждой АЛ бункера/приемника-накопителя
и связанных между собой автоматическими
транспортными перегружателями.
4. Бункерно-прямоточные АЛ состоят из нескольких участков бункерами. Деталь за такт (ритм) перемещается по рабочим позициям на величину расстояния между ними.
5. Бункерно-поточные АЛ представляют собой такую же систему механизмов, что и бункерно-прямоточные, различие заключается в том, что деталь по рабочим позициям перемещается постепенно за один такт на габарит изделия.
На линиях 3, 4 и 5 типов создаются еще и межоперационные заделы.
Для организации производства определяющей характеристикой АПЛ является кинематическая связь оборудования. По характеру кинематической связи АПЛ бывает: жесткая и гибкая кинематическая связь.
Жесткая кинематическая связь - межоперационный транспорт связывает все станки в жесткую систему - отказ одного станка ведет к отказу всей линии. Такие линии требуют ограниченного числа станков и их высокой надежности. Использование инструментария заделов бессмысленно.
Гибкая связь - межоперационный транспорт позволяет транспортировать детали с операции на операцию независимо друг от друга. Широко используются межоперационные заделы. Здесь они бывают компенсирующие и пульсирующие.
пульсирующие, являющиеся следствием разновременных отключений механизмов для настройки, смены инструментов, из-за поломок;
компенсирующие, являющиеся следствием различных ритмов работы на смежных участках. При этом синхронизация на АЛ осуществляется по группе операций.