

Вопрос №9. Расчет длительности производственного цикла простого процесса при параллельном виде движения.
Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существуют три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный.
Параллельный вид движения предметов труда в производстве характеризуется тем, что небольшие передаточные партии или отдельные штуки передаются с предыдущей операции на последующую немедленно по окончании их обработки на предыдущей (независимо от длительности операции). При этом партия разделяется на небольшие передаточные парии р или даже отдельные штуки, которые имеют независимое от всей парии движение в процессе обработки. При этом партии или отдельные штуки в процессе обработки не пролеживают, однако рабочие места загружены не полностью. Здесь имеет место параллельность, наиболее короткий цикл, но не достигается непрерывность. Непрерывно загружено оборудование только на самой длительной операции.
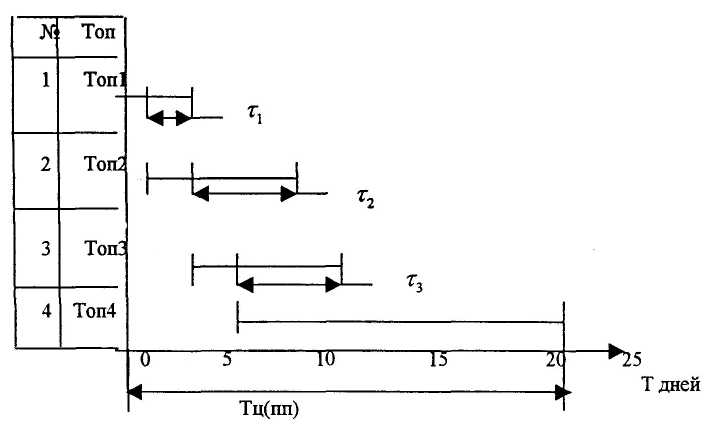
Технологический цикл:
 ,
где
,
где
 -
длительность цикла при последовательном
движении одной транспортной партии.
-
длительность цикла при последовательном
движении одной транспортной партии.
Он допустим лишь в порядке исключения, при острой дефицитности отдельных деталей или сборочных единиц. Параллельный вид движения партий нецелесообразно применять в процессах, имеющих операционные циклы различной продолжительности, так как при этом потери окажутся весьма существенными.
Для такого вила движения характерно:
min Тц
недоиспользование оборудования, если tшт не кратны и не равны.
эффективнее всего в той мере, в какой имеется приближение Тoп к равенству или кратности по всем операциям.
Вопрос №10. Расчет длительности производственного цикла сложного процесса.
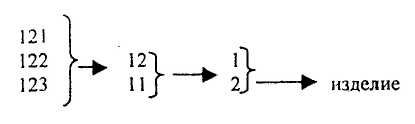
Производственный цикл сложного процесса представляет собой общую продолжительность комплекса координированных во времени простых процессов, входящих в сложный процесс изготовления изделия или партии изделий. Целью координации процессов, составляющих сложный процесс, является обеспечение комплектности и бесперебойного хода производства при полной загрузке оборудования и рабочих мест. Поэтому для анализа и координации элементов сложного процесса во времени бывает необходимо, соответственно сборочной схеме, представить его в виде циклового графика, т.е. линейной схемы сборки, выполненной в масштабе календарного времени. Для чего надо знать:
состав изделия и последовательность его сборки
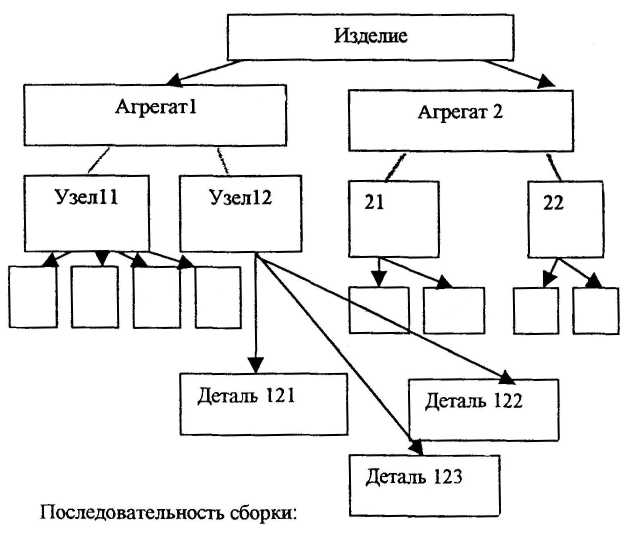
технологию изготовления деталей, сборки узлов, агрегатов и изделия и операционную трудоемкость;
условия производства изделия: вид сочетания операций, размер партии, величину перерывов и т.д.;
моменты подачи деталей на узловую, узлов на агрегатную, а агрегаты на генеральную сборку изделия.
Цикл сложного
процесса определяется наибольшей суммой
циклов последовательно связанных между
собой простых процессов и времени
межцикловых перерывов
 ,
т.е.
,
т.е.
 ,
где
,
где
 - число циклов
простых процессов, последовательно
связанных между собой.
- число циклов
простых процессов, последовательно
связанных между собой.
Кроме циклов простых процессов в сложном процессе необходимо учитывать межцикловые перерывы - время комплектования партий передачи из цеха в цех и др.

Цикл сложного процесса можно уплотнить путем дифференцированной подачи сборочных элементов к различным стадиям (этапам) сборки. При этом циклы изготовления сборочных единиц деталей, узлов могут протекать какой-то мере параллельно сборочному циклу.
Цикл сложного
процесса изготовления изделия или
партии учитывает время комплектования
 ,
сборки
,
сборки
 изделия, испытания
изделия, испытания
 упаковки их и резервное
упаковки их и резервное
 время. При этом считается, что все другие
сборочные единицы с более короткими
циклами обрабатываются полностью с
параллельным процессрм изготовления
детали-представителя, т.е.
время. При этом считается, что все другие
сборочные единицы с более короткими
циклами обрабатываются полностью с
параллельным процессрм изготовления
детали-представителя, т.е.
 .
.