

Вопрос № 7. Расчет длительности производственного цикла простого процесса при последовательном виде движения.
Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существуют три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный.
При последовательном виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинством этого метода является отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. Но производственный цикл при такой организации работ является наибольшим, что отрицательно сказывается на технико-экономических показателях деятельности цеха, предприятия.
При
этом обязательно условие непрерывности
на всех операциях технического процесса. ,
,
Где
 - длительность операционных циклов, m
- число операций в процессе, С – фронт
работы.
- длительность операционных циклов, m
- число операций в процессе, С – фронт
работы.

Технологический цикл пропорционален размеру партии и трудоемкости операций. Поэтому такая организация движения предметов труда целесообразна при небольших партиях изделий и при невысокой трудоемкости операций. Это, как правило, свойственно мелкосерийному и единичному производству. Однако при значительных партиях образующиеся длительные циклы приводят к отрицательным экономическим последствиям. Поэтому в серийных процессах этот вид организации неприменим.
самый длительный цикл выполнения
наибольшая связанность с незавершенным производством
много проще учет и контроль, т.к. работа идет партиями
область применения: сложное непрямоточное движение, номенклатура движений обширна.
Вопрос №8. Расчет длительности производственного цикла простого процесса при параллельно-последовательном виде движения.
Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существуют три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный.
Основным условием параллельно-последовательного вида движения является непрерывность на смежных операциях. Параллельно-последовательный вид движения предметов труда предусматривает такой порядок передачи изделий (партий), при котором достигается наибольшая одновременность выполнения операционных циклов, причем вся партия обрабатывается на каждой операции непрерывно. Вся партия деталей в n штук передается по операциям частями, транспортными (передаточными) партиями р штук или поштучно.
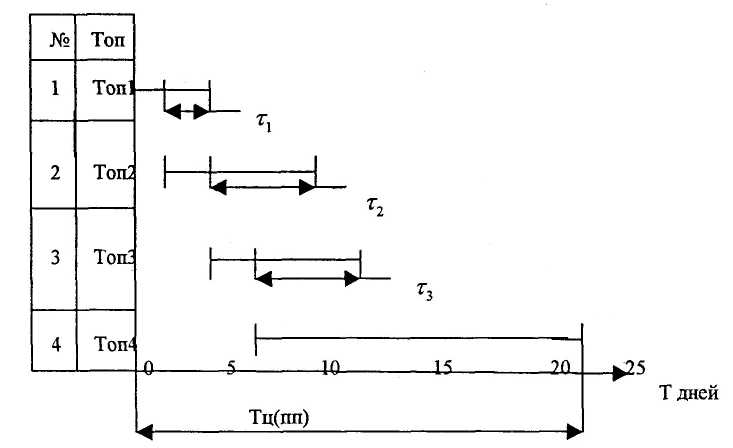
Цикл при этом
меньше, чем при последовательном
движении,
 ,
где τi
- время параллельности (одновременности)
протекания операционных циклов между
двумя смежными операциями. Тогда
,
где τi
- время параллельности (одновременности)
протекания операционных циклов между
двумя смежными операциями. Тогда
 , где
, где

В процессе возможны два варианта сочетания смежных операционных циклов:
при Топт<Топ(m+1) партию на последующую операцию m+1 можно передавать немедленно после окончания обработки первой штуки или передаточной партии р на предыдущей операции m - беспрерывность обработки будет обеспечена.
при Топт>Топ(m+1) непрерывность обработки партии р. на операции m+1 может быть достигнута лишь при накоплении пред началом ее минимально необходимого задела деталей а, следовательно, последующая операция может быть начата в более поздний момент.
В практике этого вида движения различают два варианта сочетания: предыдущая операция короче последующей; предыдущая операция длиннее .
При такой организации в процессе не достигается полной непрерывности, так как детали пролеживают в ожидании обработки. Параллельно-последовательный вид движения имеет более короткий цикл, но приводит к более высокому темпу работы транспортных средств. Его целесообразно применять при больших партиях и большой трудоемкости изделий, что свойственно крупносерийному производству.
экономия за счет сокращения перерывов партионности, т.к. детали обрабатываются транспортными партиями.
возможны ошибки в учете, контроле.
применяется при коротких маршрутах повторяемости обработки, при ограниченной номенклатуре.