Вопрос №13. Непрерывно-поточные линии с распределительным конвейером.
 применяют
главным образом на участках механической
обработки, отделки и сборки
небольших изделий при больших программных
заданиях. Операции выполняются
на стационарных рабочих местах. Изделие
снимают с конвейера и
после окончания операции возвращают
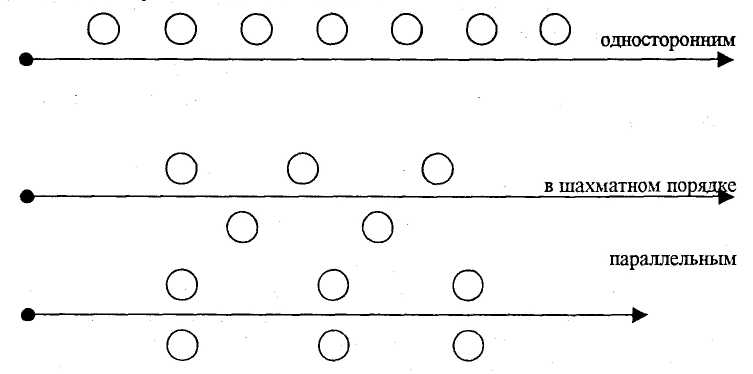
на него. Рабочие места располагают вдоль
конвейера с одной или с двух сторон.
применяют
главным образом на участках механической
обработки, отделки и сборки
небольших изделий при больших программных
заданиях. Операции выполняются
на стационарных рабочих местах. Изделие
снимают с конвейера и
после окончания операции возвращают
на него. Рабочие места располагают вдоль
конвейера с одной или с двух сторон.

Изделие равномерно размещают на несущей части транспортера на подвесках, тележках или каретках, имеющих специальные отметки - знаки (буквы, цифры, флажки и т.д.).
При простых цепочках рабочих мест операция выполняется за один такт. При сложных технологических процессах продолжительность операций различна и может равняться двум, трем ... тактам. В этих условиях для ритмичной выдачи изделия необходимо, чтобы работая непрерывно, каждое последующее рабочее место выполняют операции со сдвигом на один такт от предыдущего. Этого можно достичь на основе ритмичной и поочередной подачи изделий к рабочим местам на операции. Для этого применяют автоматическое адресование изделий или разметку распределительного конвейера. Разметочные знаки закрепляют за каждым рабочим местом.
Разметочные знаки конвейера закрепляются за рабочими местами на каждой операции соответственно с ее продолжительностью. За операциями с одним рабочим местом закрепляются все знаки периода, с двумя – половина их, чередующихся через один знак, с тремя – треть знаков, чередующихся через два на третий.
При постоянной скорости конвейера, согласованной с тактом линии, прохождение закрепленного разметочного знака через зону, обслуживаемую рабочим, сигнализирует об окончании обработки предыдущей детали и тем самым регламентирует ритм работы.
Общая длина рабочего участка конвейера определяется из пространственной планировки оборудования с соблюдением всех проектно-технологических норм. Оборудование располагают в ряд с одной или с обеих сторон конвейера.
Длина ленты конвейера:

где
 - диаметр натяжного и приводного
барабанов, мм.
- диаметр натяжного и приводного
барабанов, мм.
Вопрос №14. Непрерывно-поточные линии с рабочим конвейером.
Непрерывно-поточные линии с рабочими конвейерами используют главным образом для сборки и отделки изделий при достаточно больших программных заданиях. Операции выполняют непосредственно на конвейере, операторы располагаются вдоль несущей его части с одной или с двух сторон в порядке следования операций технологического процесса. Изделие устанавливают на конвейере на равном расстоянии друг от друга.
Участок рабочего конвейера, на котором при постоянной скорости конвейера выполняется операция, называется рабочей зоной операции. Нормальную длину рабочей зоны операции определяют
 ,
где
,
где
 -
шаг конвейера, м., r-такт,
мин.
-
шаг конвейера, м., r-такт,
мин.
На операциях со значительными колебаниями времени их выполнение предусматривается резервная (дополнительная) зона

Длина резервной зоны определяется числом целых делений , добавляемых к нормальной зоне операции. В общем виде длина рабочей зоны операции является суммой длины нормальной зоны и дополнительной.

Длина рабочего участка конвейера определяется как сумма длины рабочих зон по операциям:

В ряде случаев НПЛ с рабочим конвейером характеризуются свободным ритмом.
Для поддержания ритма работы при заданной скорости конвейера границы рабочих зон по операциям отмечают на неподвижной части его или на полу специальными знаками. Рабочие, следуя за изделием, перемещаются вдоль зоны, начиная операцию в начале зоны и заканчивая ее в конце, после чего возвращаются в исходное положение.

Шаг конвейера выбирается исходя из:
1) веса и габаритов изделия: l0min = l2 + (200... 250 мм)
2) удобства размещения рабочих мест на линии обычно l0 = 1 ... 1,2 м. 3) допустимой скорости движения конвейера

Размещение рабочих вдоль линии может быть: