

2 .2. Конструктивное исполнение групп.
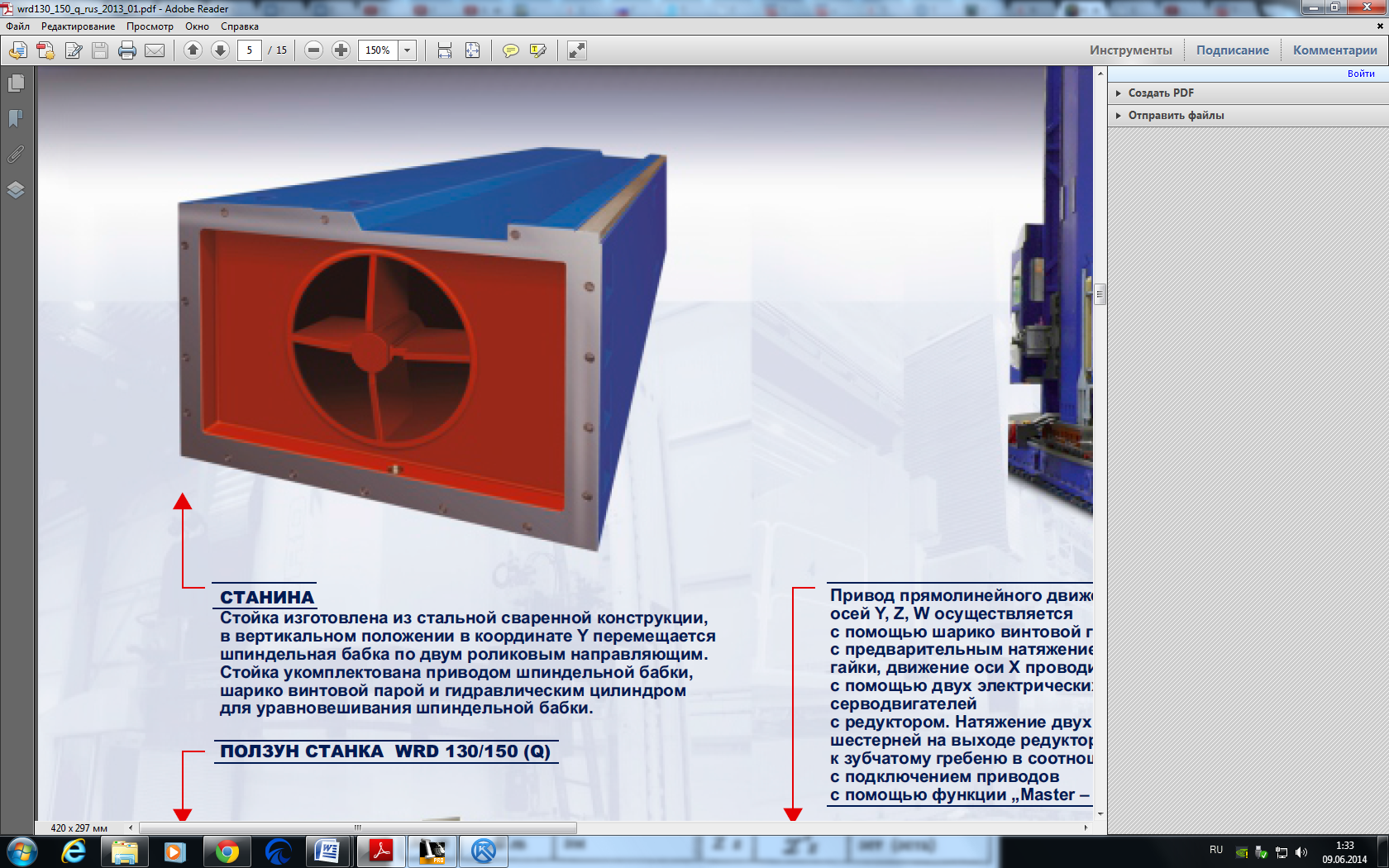
СТАНИНА
Стойка изготовлена из стальной сваренной конструкции,
в вертикальном положении в координате Y перемещается
шпиндельная бабка по двум роликовым направляющим.
Стойка укомплектована приводом шпиндельной бабки,
шарико винтовой парой и гидравлическим цилиндром
для уравновешивания шпиндельной бабки.
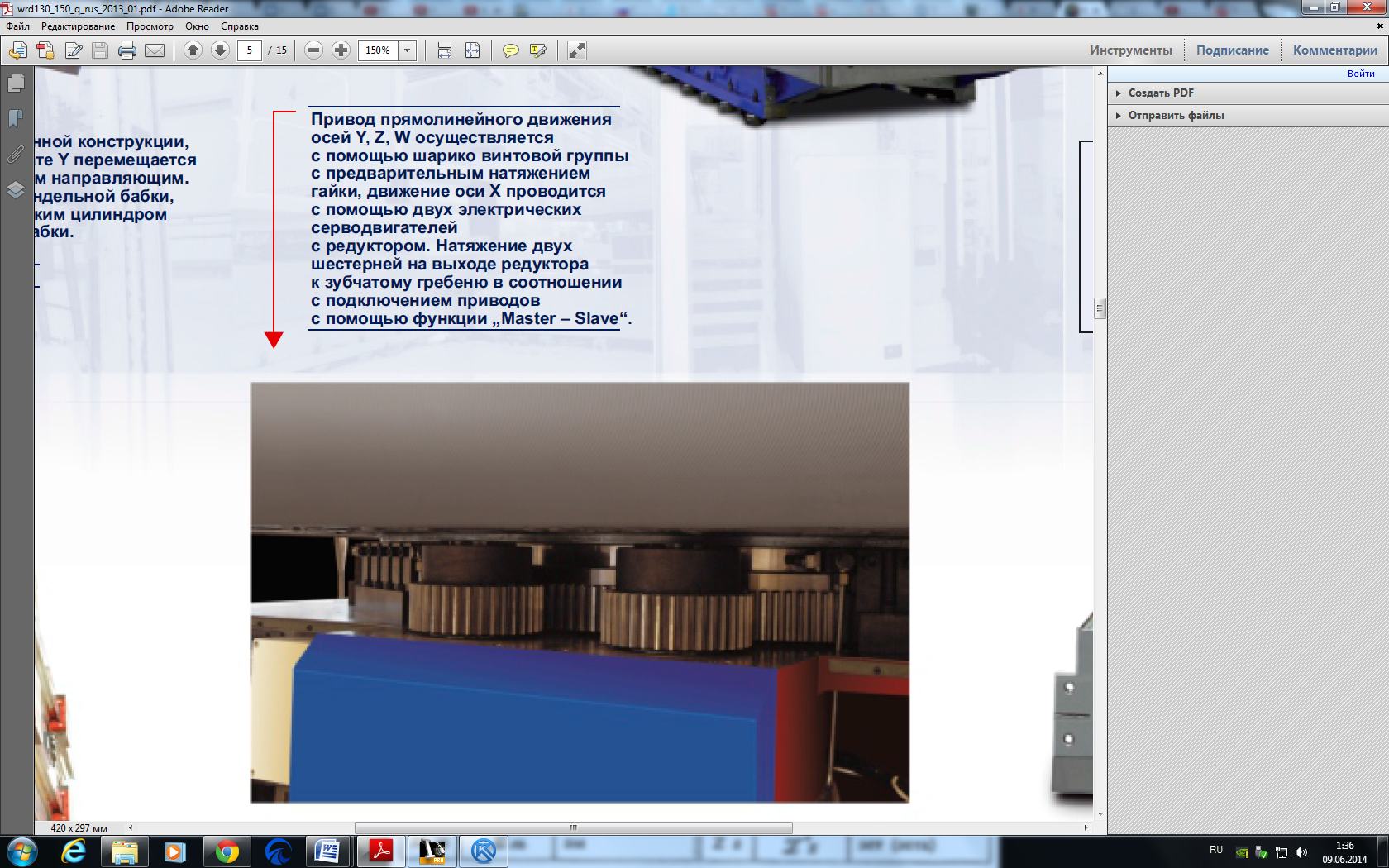
Привод прямолинейного движения осей Y, Z, W осуществляется с помощью шарико винтовой группы с предварительным натяжением
гайки, движение оси Х проводится с помощью двух электрических
серводвигателей с редуктором. Натяжение двух шестерней на выходе редуктора к зубчатому гребеню в соотношении с подключением приводов с помощью функции „Master – Slave“.
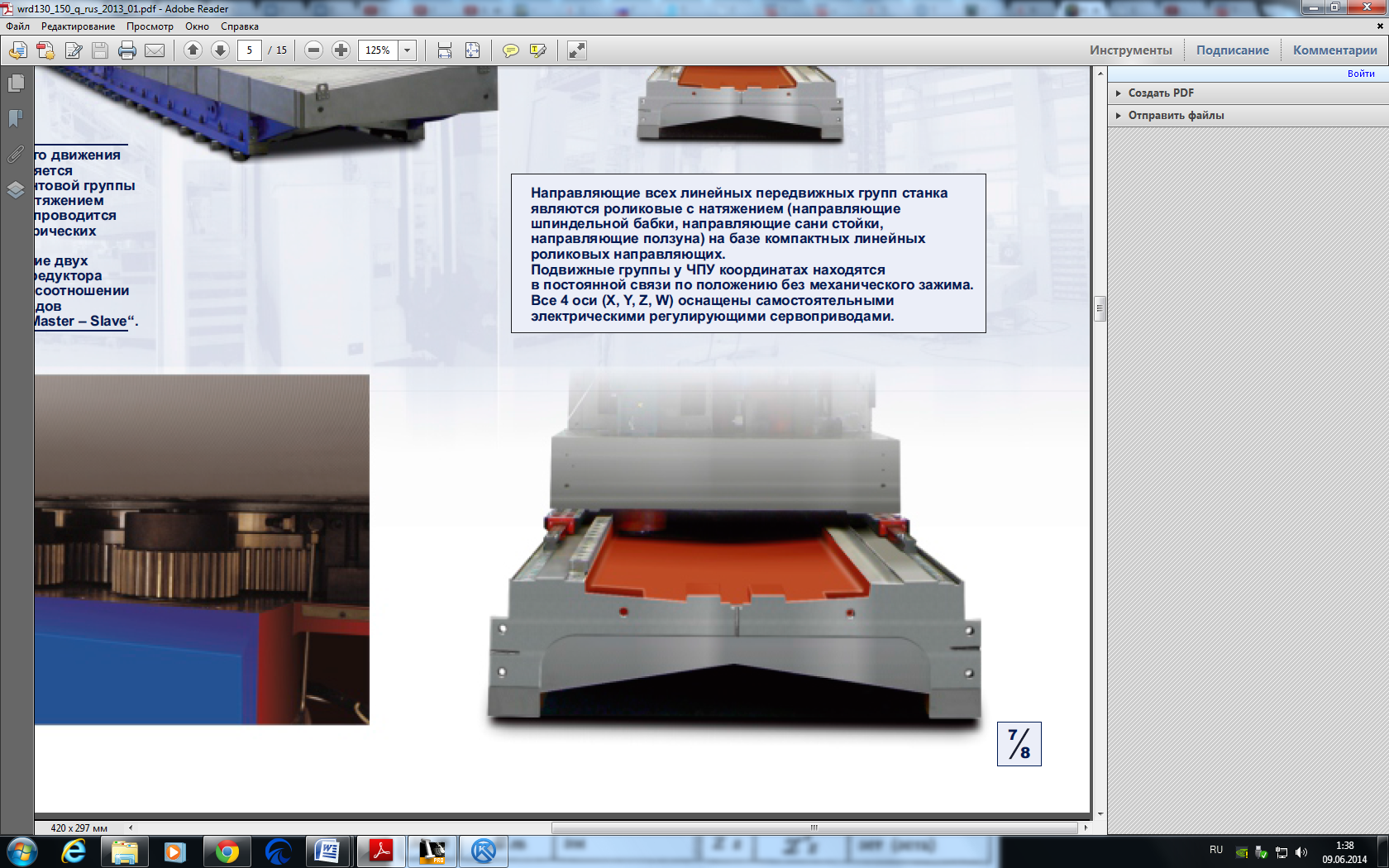
Направляющие всех линейных передвижных групп станка являются роликовые с натяжением (направляющие шпиндельной бабки, направляющие сани стойки, направляющие ползуна) на базе компактных линейных
роликовых направляющих. Подвижные группы у ЧПУ координатах находятся в постоянной связи по положению без механического зажима.
Все 4 оси (X, Y, Z, W) оснащены самостоятельными электрическими регулирующими сервоприводами.

ЭЛЕКТРОШКАФ
За исключением операционных элементов и включателей электрическое оборудование сосредоточено в электрическом
шкафу, находящемся отдельно от станка на полу цеха. Включает в себя модуль системы управления, компоненты
управления приводами и шпинделя и дальнейшие электрические компоненты от таких известных фирм.
Электрошкаф охлаждается с помощью кондиционера встроенного в дверь.
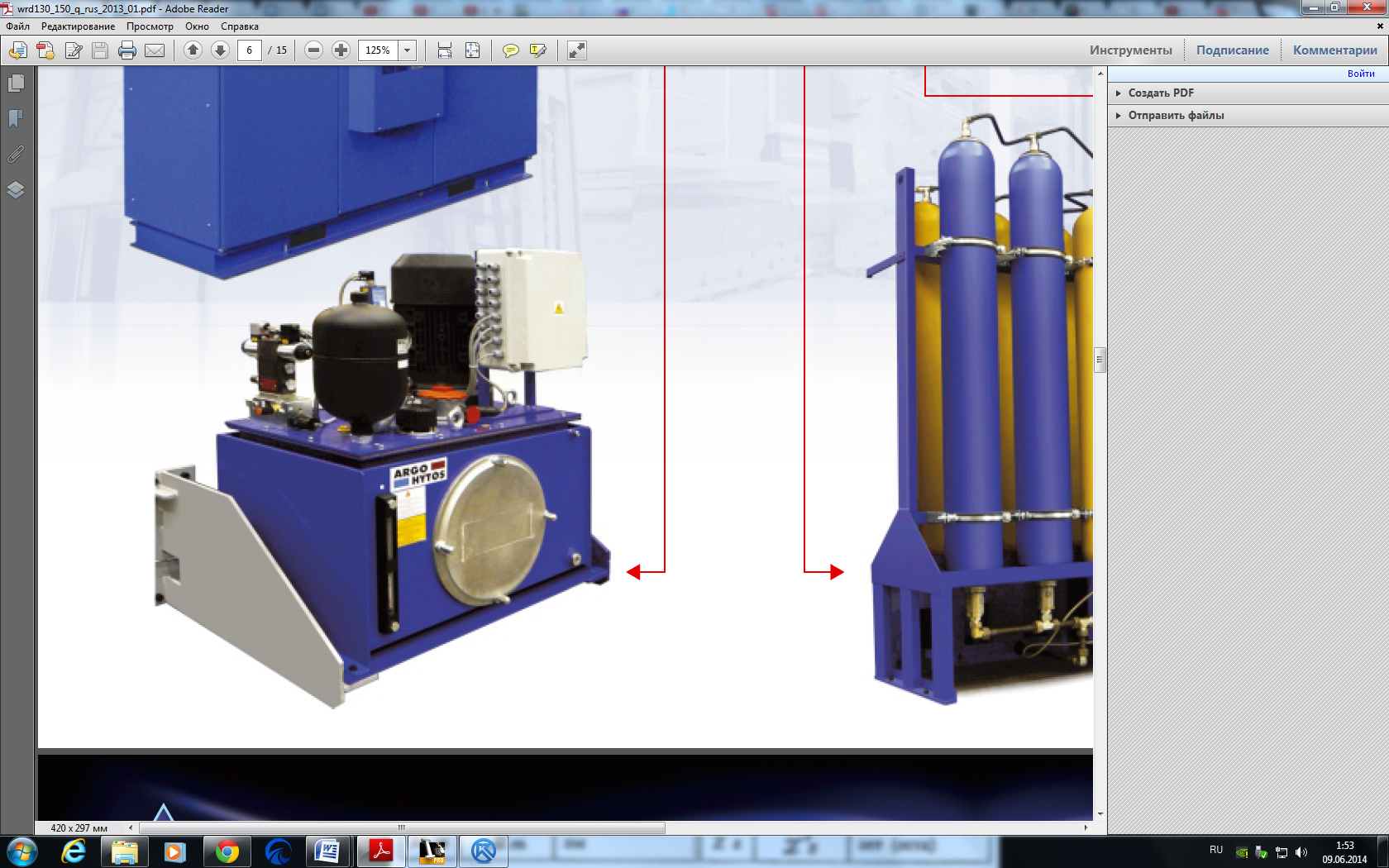
ГИДРОАГРЕГАТ
Гидравлический и смазочный агрегаты размещены на каретках стойки.
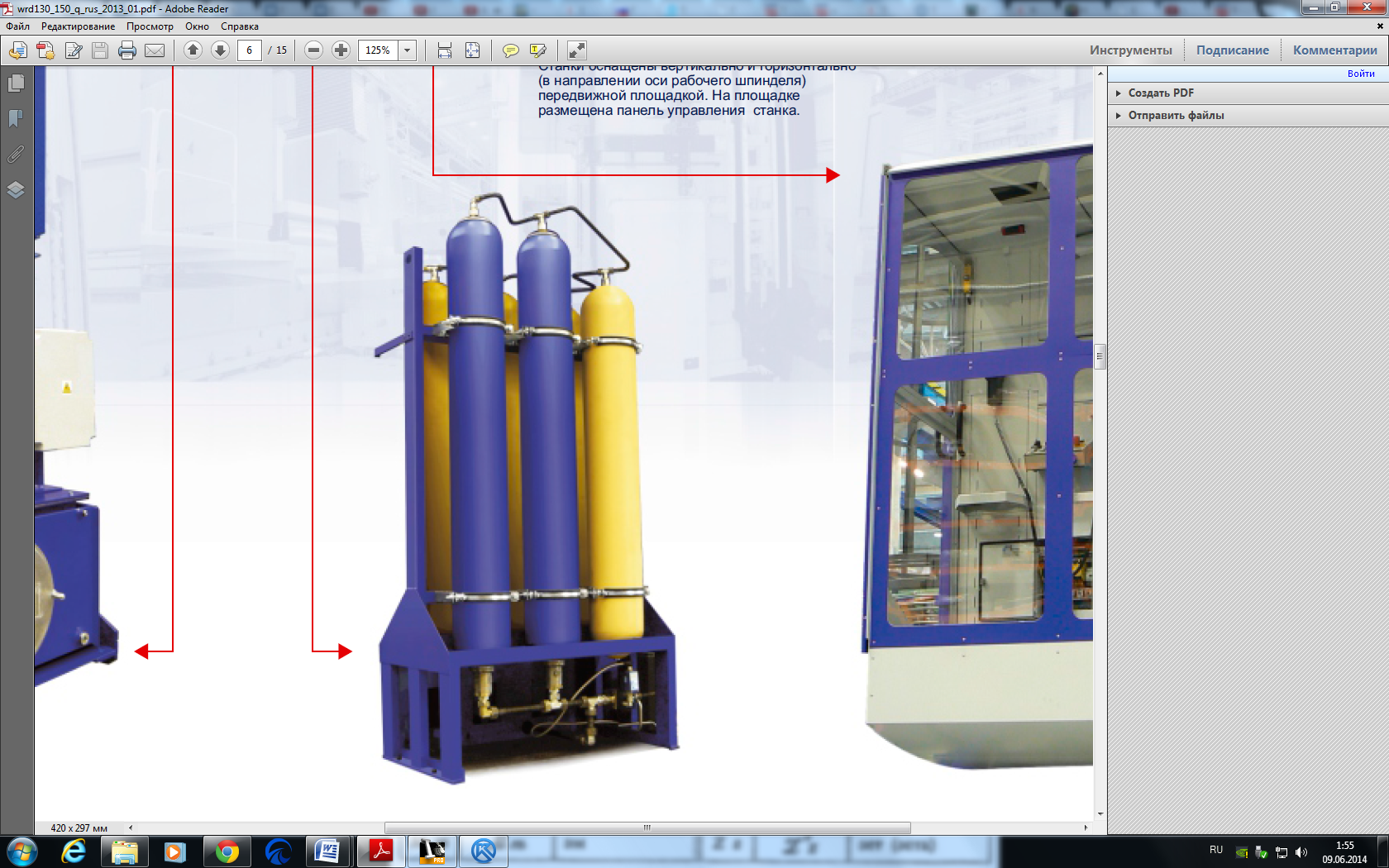
БАЛАНСИРОВКА
Вес шпиндельной головки компенсируется силовой нагрузкой телескопического гидравлического цилиндра. Масло под
давлением подается из системы напорных сосудов, размещенных в каретках на стойке.
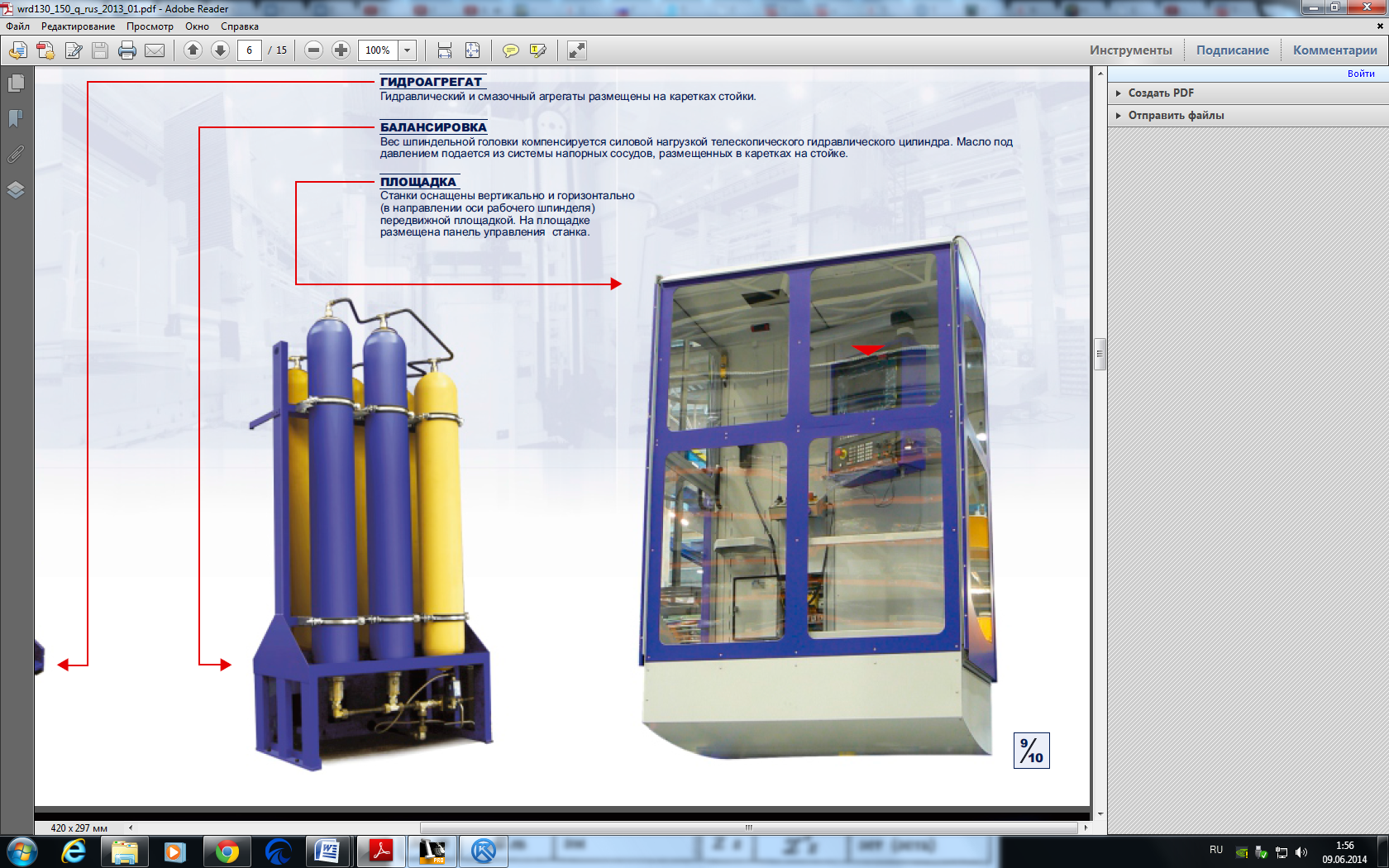
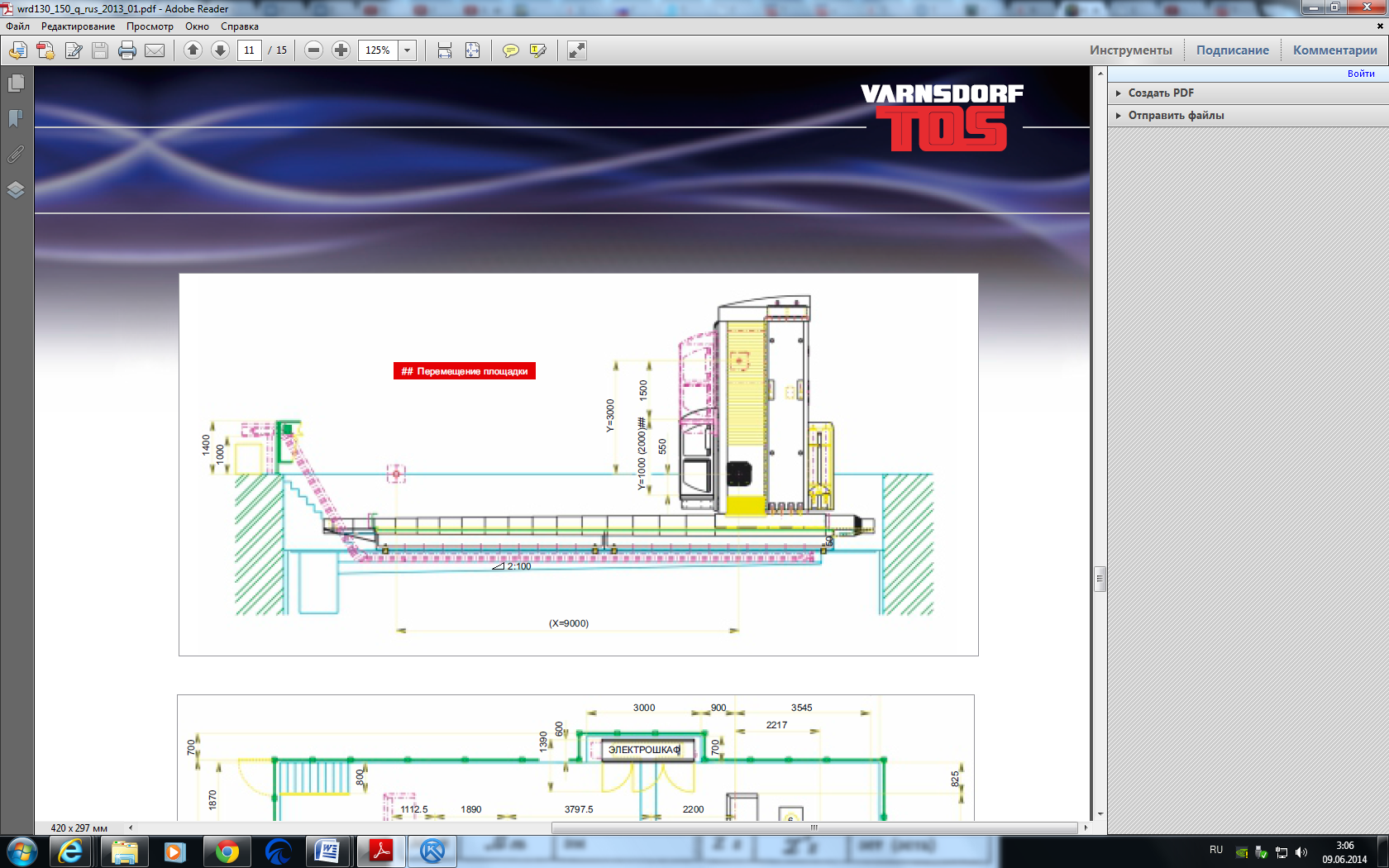
ПЛОЩАДКА
Станки оснащены вертикально и горизонтально
(в направлении оси рабочего шпинделя)
передвижной площадкой. На площадке
размещена панель управления станка.
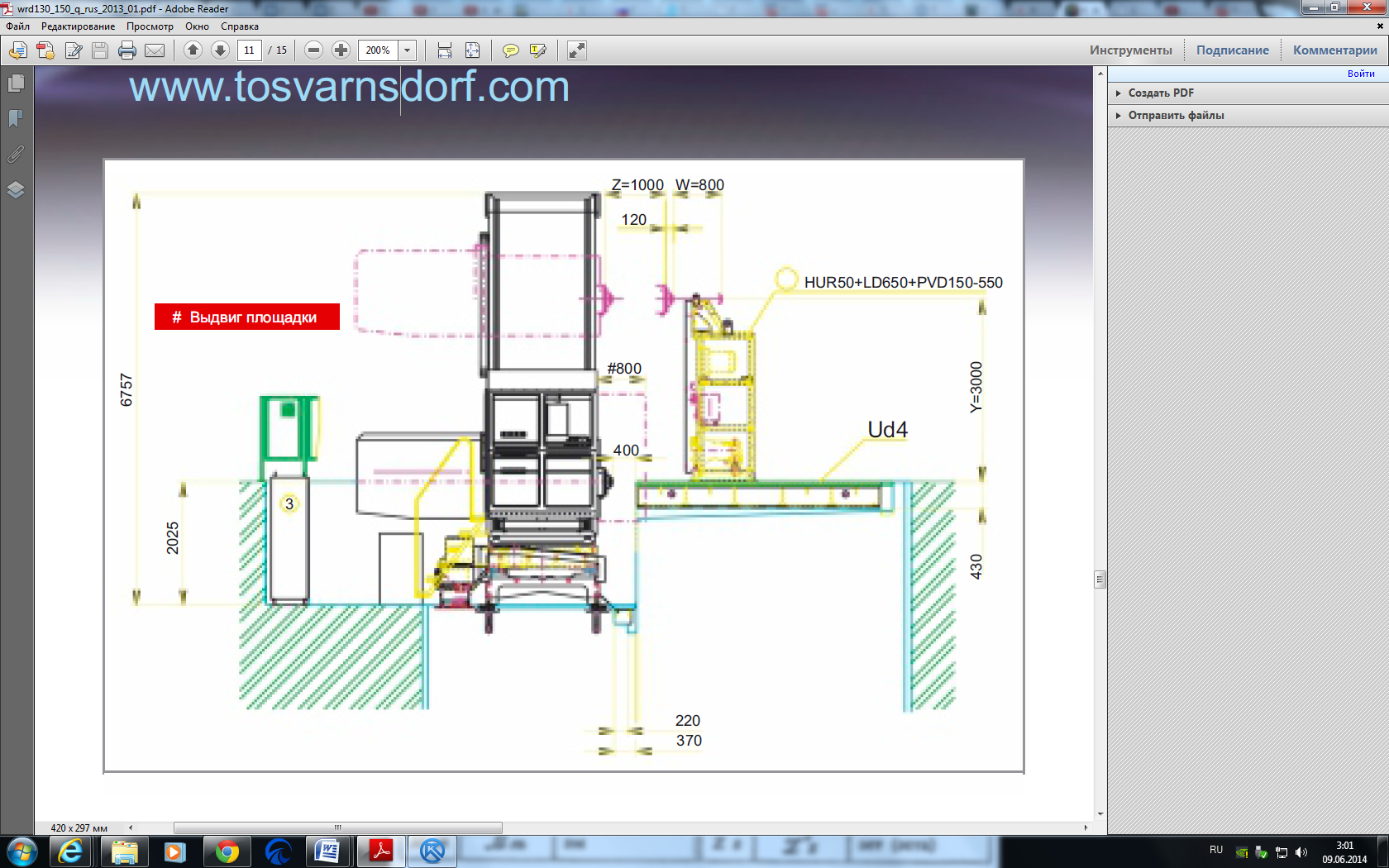
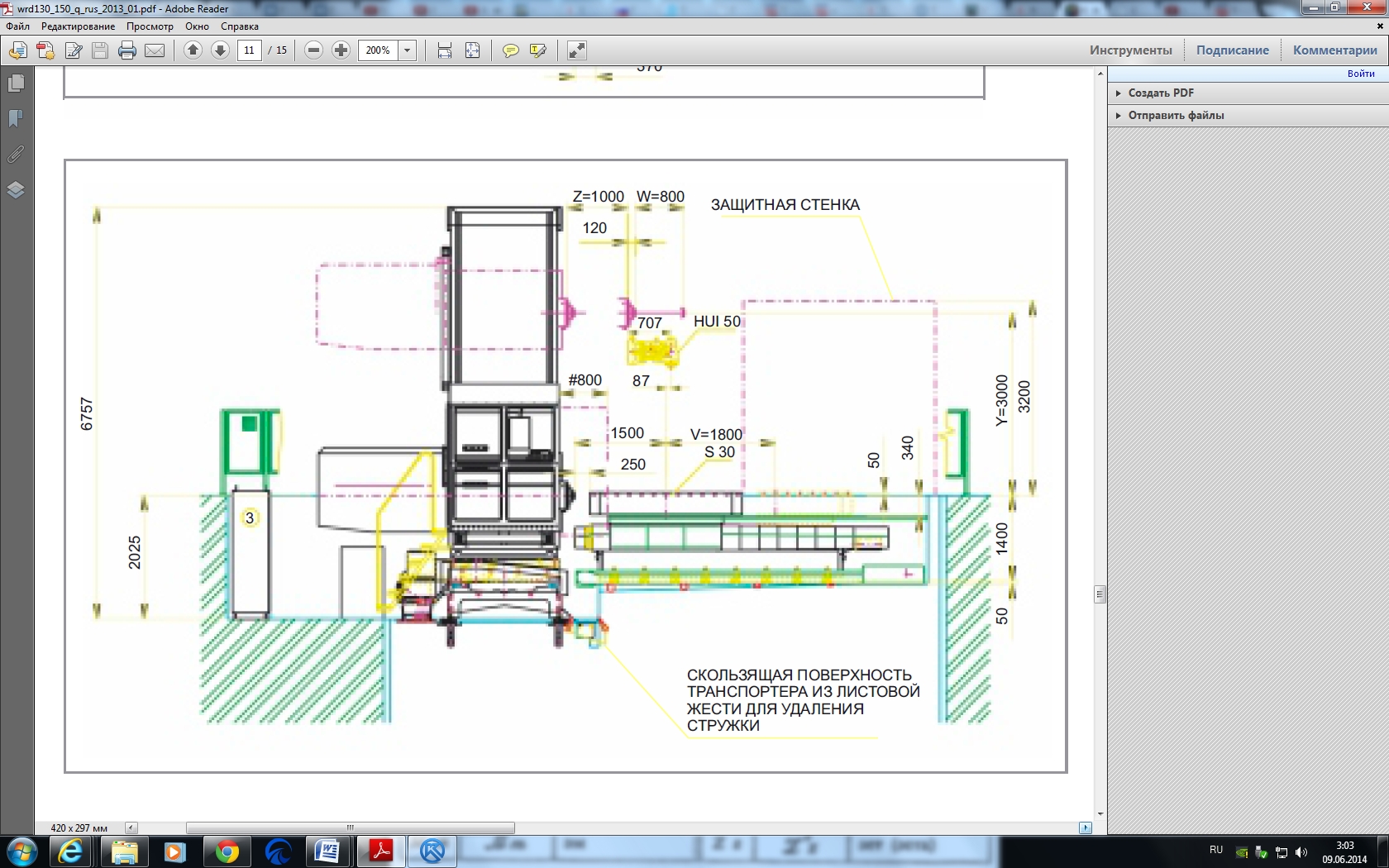
2 .3. Размерные эскизы.
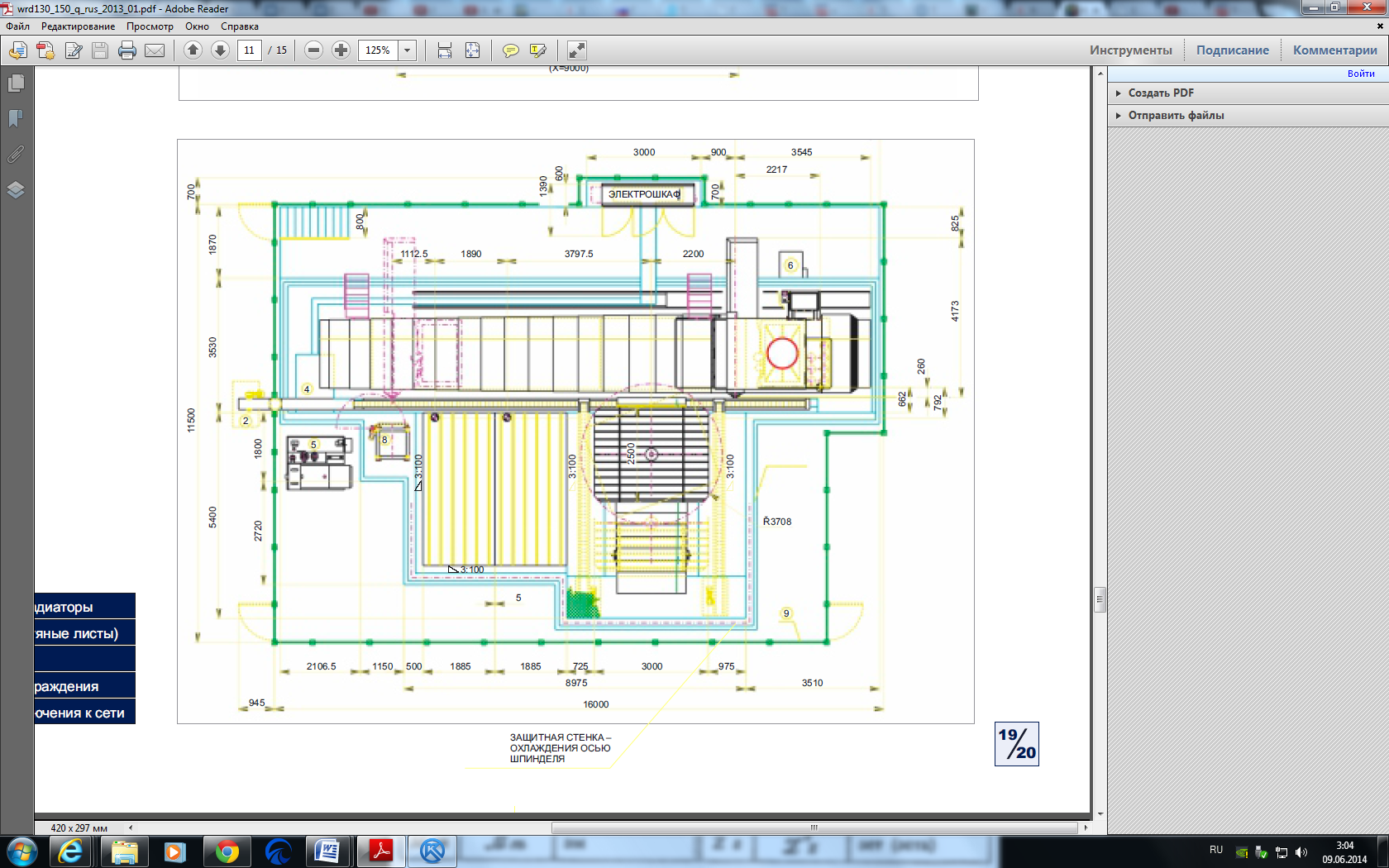
1 Конвейер стружки
2 Поддон для стружки
3 Электрошкаф
4 Резерв. с охлажд. эмульсией
5 Фильтровальная станция
6 Масляные радиаторы
7 Настил (жестяные листы)
8 PICK UP
9 Защитные ограждения
10 Место подключения к сети
В се системы управления в базовой
комплектации оснащены:
• Основной модуль (панель управления)
• Дисплей с жидкокристаллическим экраном
• Панель управления с клавиатурой
• Переносная панель управления с
электронным маховиком
Функции и оснащение систем управления
можно расширить, например:
• Контактными измерительными зондами.
• Интерфейс позволяющий удаленную
Диагностику. Для управления станком может быть выбрана
система управления HEIDENHAIN iTNC 530,
SINUMERIK 840 D или Fanuc.
Непрерывная система управления
контролирует все линейные координаты, а при
необходимости также вращение стола (ось B).
В случае установки непрерывно управляемой
фрезерной головки (или же других рабочих
приспособлений, требующих непрерывного
управления) осуществляется также
последовательное управление и по этим осям.
Система позволяет проводить
одновременную интерполяцию осей:
Линейную
Круговую
Спиральную (винтовой)