

1.Технология изготовления сварной конструкции бака под стружку.
1.1.Предмет труда.

Бак под стружку состоит из следующих позиций:
Лист (бок)- 1000х900х4 – 2шт.
лист (задняя стенка)– 1500х900х4 – 1шт.
лист (передняястенка) – 1500х600х4 - 1 шт
арматура (ручки)- 4шт.L=400 мм, d=10мм.
Лист (дно) – 1500х900х4 -1шт.
Моё изделие называется Бак под стружку , масса моего изделия составляет 70 кг. Это изделие изготавливается из стали Ст 14 Х 5.
Расшифровка стали Ст 14 Х 5:
Сталь низкоуглеродистая, хромированная, каразийнно стойкая.
С содержанием углерода . . . . . . . . . . . . . . 0.14%
С содержанием хрома. . . . . . . . . . . . . . . . . 5%
Резка этой стали производится: кислородной резкой.
1.2.Средства труда
Устройство сварочного трансформатора.
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет сильный сердечник ( магнитопровад ) и две изолированные обмотки. Обмотка, подключенная к сети , называется первичной, а обмотка, подключенная к электродержателю и свариваемому изделию – вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60 – 65 В; напряжение дуги при ручной сварке обычно не превышает 20 – 30 В.
Одним из наиболее распространенных источников переменного тока является сварочный трансформатор типа ТД – 401У2. Расшифровка условного обозначения: Т – трансформатор, Д – дуговой, 4 – условное обозначение наминального сварочного тока, 01 – регистрационный номер, У2 – климатическое исполнение и категория размещения по ГОСТ 15150 – 69. В нижней части сердечника находится первичная обмотка, состоящия из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены не подвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном растоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены паралеллно. Вторичная обмотка – подвижная и может перемещается по сердечнику с помощью винта и рукоятки, находящийся на крышке трансформатора. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшается, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет ( индуктивное сопротивление растет ) и сварочный ток уменьшается. Приделы регулирования сварочного тока 65 – 460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получить малый сварочные таки с пределами регулирования 40 – 180 А. Сварка этой стали производится электродами марки:
Э50А - УОНИИ - 13/55 - d4 - УД
Е 514 - Б 20
Э - для ручной дуговой сварки.
А - улучшенный тип электрода (для ответственных конструкций).
50 - временное сопротивление на разрыв.
УОНИИ - 13/55 марка электрода.
d4 - диаметер электрода.
У - для углеродистой стали.
Д - с толстым покрытием электрода.
Е 514 - группа индексов характеризующая металл шва.
Б - основной вид покрытия.
2 - для всех пространственных положений кроме вертикального.
0 - ток постоянный, обратной полярности.
Дополнительные сведения:
Кабели и сварочные провода служат для провода тока от источника питания к электродержателю и изделию. Электродержатели присоединяют к гибкому с медными жилами кабелю ПРГД или ПРГДО ( ГОСТ 6731 – 77 Е ). При отсутствии значительных механических воздействий можно использовать кабель АПРГДО с алюминиевыми жилами. Медный кабель ПРГД может противостоять воздействию ударных нагрузак, а также трению о металлические конструкции, абразивные материалы. Медны кабель ПРГДО и алюминиевый АПРГДО не могут подвергатся значительному механическому воздействию. Длина гибкого кабеля, к которому присоединяется электро - держатель, обычно равна 2 – 3 м, остальная часть его может быть заменена кабелями марок КРПС, КРПТН, КРПГ, КРПС, КРПСН с медными жилами и АКРПТ, АКРПТН с алюминиевыми жилами ( ГОСТ 13497 – 77Е ).
Принадлежности и инструмент сварщика.
Для зажигания электрода и подвода к нему сварочного тока служит электродержатель. Более совершенными являются электродержатели с пружинами; применяют также винтовые, пластичные, вилочные и другие типы электродержателей.
Щитки изготовляют согласно ГОСТ 12.4.035 – 78 из легких и не сгораемых материалов ( спецпластмасс ). Масса ручного щитка не должна превышать 0,48 кг, наголовного – 0,50 кг.
Инструмент сварщика: стольная щетка для зачистки кромок перед сваркой и для удаления с поверхности швов остаток шлака; молоток – шлакоотбиватель для удаления шлаковой корки, особенно с угловых швов или швов, расположеных в узкой, глубокой разделки между кромками, зубило, набор штаблов для проверки размеров швов или для этой же цели уневерсальный измеритель швов; стальное клеймо для швов; стальная линейка; отвес; угольник; чертилка, а также ящик для хранения и переноски инструмента.
Одежда сварщика ( костюм и халат ) шьется из бризентовой парусины, иногда из специальной ( пленочной ) ткани. Брюки надевают поверх обуви для предохранения ног от ожогов горячими огарками, образующие при смене электродов, и брызгами металла. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми частицами металла. Все сварщики должны пользоватся брезентовыми рукавицами. При выполнении сварочных работ внутри замкнутых сосудов ( котлов, ёмкостей, резевуаров и тд. ) сварщиков обеспечивают резиновыми ковриками, галошами, особыми наккалениками, подлокотниками и деревянными подставками.
Админестрация предприятия обязана следить за тем, чтобы рабочие обязательно пользовались средствами защиты и невыносили их за пределы предприятия. Средства защиты хранят в специальных помещениях.
Защитные стекла ( светофильтры ) преднозначены для защиты глаз и кожи литца от лучей дуги, брызг металла и шлака.
РЕЗАК ДЛЯ РУЧНОЙ КИСЛОРОДНОЙ РЕЗКИ.
Резак для кислородной резки служат для смешения горючих газов или жидкостей с кислородом, образования подогревающего пламени и подачи в зону резки струю чистого кислорода. Резаки отличаются от сварочных горелок наличием трубки и вентиля, для режущего кислорода, а также особым устройством головки.
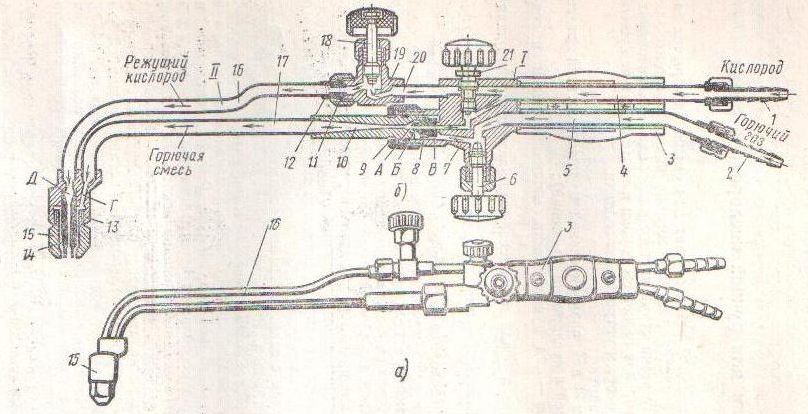
Инженерный резак ФАКЕЛ с самостоятельным узлом инжекции:
Газовые редукторы.
Это однокамерные редукторы, предназначенные для понижения давления газа (кислорода, ацетилена, метана, пропан - бутана), поступающего из цехового распределительного газопровода и автоматического поддержания заданного рабочего давления постоянным. По этому типу выпускаются следующие марки редукторов: ДКС - 66 (КСО - 10 по ГОСТ 6268 - 68) - кислородный, ДАС - 66 (АСО - по ГОСТ 6268 - 68) - ацетиленовый, ДПС - 66 (ПСО - 6 по ГОСТ 6268 - 68) - пропан - бутановый, ДМС - 66 (МСО - 35 по ГОСТ 6268 - 68) метановый. Окрашены все редукторы в тот же цвет что и баллоны.
Технические характеристики редукторов для сжатых газов.
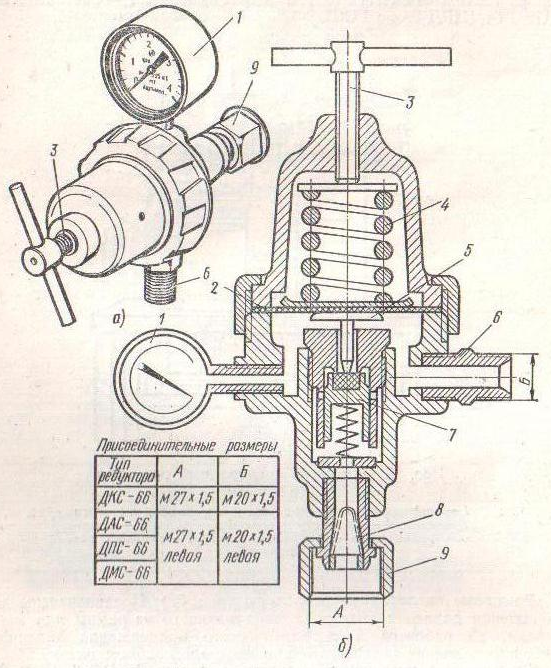
Сетевой газовый редуктор:
А - внешний вид, Б - внутреннее устройство;
1 - манометр, 2 - мембрана, 3 - регулирующий винт, 4 - пружина, 5 - толкатель, 6 - выходной штуцер, 7 - редуцирующий клапан, 8 - фильтр, 9 - накидная гайка.