

3 Технические этапы изготовления протезов
1. Подготовка гипсовой модели к дубл
ированию при изготовлении цельнолитого
бюгельного протеза
На поддон кюветы для дублирования помещают раюбочую модель и при наличии зазоров закрывают их любым пластичным материалом (мольдин, пластилин) поддон накрывают кюветой имеющ 2-3отверстия на торце. Предварит в спец устройстве или в сосуде на водяной бане разогревают гидроколлоидную массу. О готовности массаы судят о ее констинсенции и гомогенности масса должна быть без комочков а темп не должна певышать 55-60 град. При темп 38-45 заливают ее в кювету через одно отверстие на торце. Масса застудневает на воздухе в теч 30-45мин переходя в сост геля. После этого необх поместить кювету под струю холод воды на 15-20мин. Сняв поддон кюветы из массы извлекают гипсовую раб модель. Со стороны снятого поддона в центр слепка из гидроколлоидной массы устанавливают вколок в нее стандартный конус и заливают огнеупорной массой «сиолит»
2. Техника моделирования каркаса бюгельного протеза
При моделировании каркасов необходимо придерживаться основного правила: детали несущей конструкции, то есть те, на которые падает нагрузка, должны быть одинаковой толщины и достаточно прочные.
Вначале для моделирования каркасов применяли восковые заготовки, полученные при помощи различных резаков воска, из этих заготовок моделировали каркас. В последние годы методику изготовления восковых заготовок усовершенствовали. В настоящее время применяют специальные эластические матрицы, в которых имеются различные формы углубления по форме деталей бюгельного каркаса (матрицы «Формодент»), Заготовки отливают из темного воска. Некоторые фирмы выпускают наборы таких заготовок фабричным путем из воска и эластичных пластмасс.
Моделировку каркаса следует начинать с опорноудерживающих кламмеров, зацепных петель, ответвлений, сеток и объединять их в одно целое непрерывным кламмером и дугой.
Выбирают нужной формы восковые заготовки и приступают к моделированию каркаса. Восковые заготовки должны легко гнуться при комнатной температуре и быть слегка клейкими. Если они ломаются, лучше в расплавленный воск добавить немного пчелиного, тогда он приобретает нужную эластичность.
Огнеупорная модель отличается от гипсового оригинала тем, что зубы, предназначенные для опоры, ниже общей экваторной линии параллельны между собой, а в местах расположения дуг и сеток имеются утолщения.
Детали из воска приклеивают непосредственно к модели, на которой они будут отливаться. Есть несколько способов укладки плеч кламмеров, окклюзионных накладок и дуг на модели. Один из способов заключается в том, что плечи кламмеров укладывают по выступам на огнеупорной модели, которые были получены при моделировке гипсовой модели с помощью калибров Нея и бюгельного воска. Другой способ упрощенный и состоит в том, что рисунок бюгельного каркаса на гипсовой модели переносится на огнеупорную модель. Плечи кламмеров и другие детали каркаса моделируют согласно рисунку. Разница в точности укладки плеч кламмеров в первом и втором способе не существенна. Только во втором способе нужно более внимательно моделировать плечи кламмеров.
Уложенные детали тщательно соединяют расплавленным воском и приклеивают к модели. Чтобы лучше загладить восковой каркас, его с помощью ватного тампона или кисточки покрывают эвкалиптовым маслом (оно сглаживает шероховатости). Масло смывают тампоном с ацетоном или эфиром (рис. 52). После окончания моделировки все тщательно проверяют и приступают к установке литниковой системы.
3. Методы плавления сплавов и способы заполнения форм
В печах
Над газовой горелкой
Методы литья:
1 под давлением
2 центробежное
3 вакуумное
Литье под давлением и центробежное основано на создании давления на металл извне. При таком литье получают более плотные отливки оно исключает пористость недоливки усадочные раковины. Широкое распостранение получило центобежное литьё.
Существует автоматическая центрифуга для литья деталей зубных протезов. Вакуумное лтье основано на создании отрицательного давления внутри формы. Это способствует удалению пузырьков газов из полости формы что предупредлает образование пор однако при этом получается менее уплотненные отливки.
4. Причины образования дефектов литья и меры их предупреждения
Для исключения окисления металла и насыщения его газами, плавку и заливку ведут в среде инертного газа, чаще всего
Дефекты литья:
- Зашлакованность сплава.
- Недолив сплава.
- Усадка металла.
- Волнистость. Дедриты. Рыхлости.
- Пористость.
- Усадочные раковины.
- Ликвация.
- Горячие и холодные трещины
Ликвация - возникновение неоднородности при затвердевании сплава в результате различных причин.
– скопление мелких пустот, возникающих в изолированных микрообъемах отливки, обычно в междуосных пространствах дендритов, в условиях отсутствия питания жидким расплавом. Различают рассеянную пористость, распределенную более или менее равномерно по всему объему отливки, и зональную пористость, сосредоточенную в осевых частях, в тепловых узлах и других частях отливки.
Формирование пористости при затвердевании отливки идет параллельно с процессом выделения газов, которые заполняют поры и могут создавать в них значительное давление. В связи с этим в реальных условиях пористость в большинстве случаев имеет газоусадочный характер. Развитие усадочных дефектов и их, распределение в отливке зависят от взаимодействия факторов, отражающих усадочные свойства сплава, а также тепловые и кинетические условия формирования отливки.
5 Последовательность работы техника –литейщика при литье зубных протезов по выплавляемым моделям
1, изготовление восковых моделец деталей
2 установка литникобразующих штифтов и создание литниковой системы
3 покрытие моделей огнеупорным облицовочным слоем
4 формовка модели огнеупорной массой в муфеле
5 выплавление воска
6 сушка и обжиг формы
7 плавка металла
8 литье сплава
9 освобождение деталей от огнеупорной массы и литниковой системы
6. Лабораторная починка перелома базиса протеза
Починку протеза производят, убедившись в том, что части протеза точно складываются по линии перелома. Отломки протеза промывают в теплой воде, высушивают и без малейшего отклонения от плоскости соприкосновения складывают в левой руке. Крепко удерживая составленные отломки при помощи разогретого зуботехнического шпателя в правой руке, склеивают их с наружной поверхности воском. Замешивают гипс и накладывают на жидкий гипс склеенный протез внутренней поверхностью, получая таким образом фиксирующую модель. После затвердевания гипса отломки снимают с модели, стачивают с каждой части в области линии перелома до 3 мм пластмассы, делая врезы до 8-10 мм в виде трапеции для лучшего сцепления, края закругляют, фрезами снимают полированную поверхность на границе перелома и укрепляют отломки на фиксирующую модель. После этого заливают образовавшуюся щель расплавленным воском и сглаживают его на уровне с протезом. Прямым способом гипсуют модель с протезом в основание кюветы, оставляя свободной от гипса только залитую воском часть, покрывают основание кюветы ее верхней частью, заливают гипсом и дальше, как обычно, производят замену воска пластмассой. В процессе полимеризации происходит монолитное (химическое) соединение отломков. Протез вынимают из кюветы, обрабатывают, шлифуют и полируют.
Починку протеза можно производить и самотвердеющей пластмассой протак-рил или редонт. Для этого на линии излома наносят несколько капель дихлорэта-нового клея, который входит в комплект самотвердеющей пластмассы, складывают протез по линии излома и удерживают 3-4 мин в правильном положении. По склеенному протезу отливают из гипса модель и контрмодель, снимают отломки протеза с модели, спиливают по 2-4 мм пластмассы по краям излома и закругляют их. Изоляционным лаком «Изокол» смазывают модель и контрмодель и укладывают между ними части протеза. Готовят тесто самотвердеющей пластмассы: насыпают порошок в жидкость до полного насыщения, закрывают сосуд стеклом до набухания массы, периодически перемешивая пакуют. На модель устанавливают контрмодель, прижимают, связывают и полимеризуют в полимеризаторе в воде комнатной температуры под давлением 2,5-3,0 атм в течение 10-15 мин. Вынимают протез, обрабатывают его, шлифуют и полируют
7, Методика получения гипсовых моделей по различным видам оттисков.
Прежде чем отлить модель, надо положить склеенный оттиск в холодную воду на 10—15 минут (до прекращения появления пузырьков газа на поверхности гипса). Это необходимо для насыщения гипсового оттиска водой и получения пассивного состояния его по отношению к жидкому гипсу модели. В противном случае оттиск, поглощая влагу из наливаемого в него жидкого гипса, так прочно соединяется с моделью, что их невозможно разъединить. Для того чтобы облегчить отделение модели от оттиска, некоторые предлагают смазывать оттиск маслом или мыльным спиртом, опускать его в мыльный раствор и т. п. Однако все эти вещества, остающиеся на гипсе в виде изоляционного слоя, нарушают точность модели. В то же время опыт показывает, что предварительное погружение оттиска в воду вполне обеспечивает легкое отделение от него модели. Вынутый из воды оттиск отряхивают, кладут на стол ложкой вверх, чтобы стекла вся оставшаяся вода, и приступают к размешиванию гипса, придерживаясь описанных выше правил . Для лучшего заполнения всех углублений в оттиске и для устранения пузырей воздуха рекомендуется наливать гипс небольшими порциями на выступающие части оттиска и при этом встряхивать его. Имеются специальные вибраторы для этой цели, но можно достигнуть хороших результатов и без вибратора, постукивая оттискной ложкой о край резиновой чашки. Оттиск заполняют гипсом несколько выше его краев; на стол, покрытый клеенкой, наливают немного гипса и, перевернув оттиск ложкой вверх, кладут его на гипс в горизонтальном положении. Высота модели должна быть 1,5—2 см в самой тонкой ее части . Края модели сглаживают шпателем и выжидают до полного затвердевания гипса. Отделение модели от гипсового оттиска. Когда гипс затвердеет, легкими ударами молоточка или шпателя удаляют оттискную ложку. Ножом для гипса или техническим шпателем освобождают край оттиска от излишков гипса и рычагообразными движениями отделяют куски оттиска по линии разрезов и изломов, скалывая при этом куски оттиска по направлению от зубов, а не наоборот.
8. Виды и методы починок съемных протезов.
Причины поломок протезов:
1. Недостатки физико-химических и механических свойств базисных материалов.
2. Ошибки, недостатки и погрешности, допускаемые зубными техниками на различных этапах изготовления протезов.
3. Ошибки, допущенные врачом в работе.
4. Небрежное отношение к протезу самого больного: плохой уход, неправильное хранение, откусывание твердой пищи и т.п.
Кроме того, образование трещин и переломов протезов может быть в результате остаточного напряжения в базисе протезов, которое проявляется под влиянием спирта и других органических растворителей. Поэтому 80% сломанных протезов составляют протезы, которыми пользовались лица, употребляющие алкоголь.
5. Возрастная атрофия альвеолярных отростков и челюстей, в результате которой протез неравномерно прилегает к протезному ложу, начинает балансировать, плохо фиксироваться и ломаться.
Принцип технологии починки протезов как при наличии трещин базиса, так и при его переломе одинаков.
Техника починки съемных пластиночных протезов из пластмассы,
Починку протеза производят, убедившись в том, что части протеза точно складываются по линии перелома. Отломки протеза промывают в теплой воде, высушивают и без малейшего отклонения от плоскости соприкосновения складывают в левой руке. Крепко удерживая составленные отломки при помощи разогретого зуботехнического шпателя в правой руке, склеивают их с наружной поверхности воском. Замешивают гипс и накладывают на жидкий гипс склеенный протез внутренней поверхностью, получая таким образом фиксирующую модель. После затвердевания гипса отломки снимают с модели, стачивают с каждой части в области линии перелома до 3 мм пластмассы, делая врезы до 8-10 мм в виде трапеции для лучшего сцепления, края закругляют, фрезами снимают полированную поверхность на границе перелома и укрепляют отломки на фиксирующую модель. После этого заливают образовавшуюся щель расплавленным воском и сглаживают его на уровне с протезом. Прямым способом гипсуют модель с протезом в основание кюветы, оставляя свободной от гипса только залитую воском часть, покрывают основание кюветы ее верхней частью, заливают гипсом и дальше, как обычно, производят замену воска пластмассой. В процессе полимеризации происходит монолитное (химическое) соединение отломков. Протез вынимают из кюветы, обрабатывают, шлифуют и полируют.
Починку протеза можно производить и самотвердеющей пластмассой протак-рил или редонт. Для этого на линии излома наносят несколько капель дихлорэта-нового клея, который входит в комплект самотвердеющей пластмассы, складывают протез по линии излома и удерживают 3-4 мин в правильном положении. По склеенному протезу отливают из гипса модель и контрмодель, снимают отломки протеза с модели, спиливают по 2-4 мм пластмассы по краям излома и закругляют их. Изоляционным лаком «Изокол» смазывают модель и контрмодель и укладывают между ними части протеза. Готовят тесто самотвердеющей пластмассы: насыпают порошок в жидкость до полного насыщения, закрывают сосуд стеклом до набухания массы, периодически перемешивая пакуют. На модель устанавливают контрмодель, прижимают, связывают и полимеризуют в полимеризаторе в воде комнатной температуры под давлением 2,5-3,0 атм в течение 10-15 мин. Вынимают протез, обрабатывают его, шлифуют и полируют
7, Методика получения гипсовых моделей по различным видам оттисков.
Прежде чем отлить модель, надо положить склеенный оттиск в холодную воду на 10—15 минут (до прекращения появления пузырьков газа на поверхности гипса). Это необходимо для насыщения гипсового оттиска водой и получения пассивного состояния его по отношению к жидкому гипсу модели. В противном случае оттиск, поглощая влагу из наливаемого в него жидкого гипса, так прочно соединяется с моделью, что их невозможно разъединить. Для того чтобы облегчить отделение модели от оттиска, некоторые предлагают смазывать оттиск маслом или мыльным спиртом, опускать его в мыльный раствор и т. п. Однако все эти вещества, остающиеся на гипсе в виде изоляционного слоя, нарушают точность модели. В то же время опыт показывает, что предварительное погружение оттиска в воду вполне обеспечивает легкое отделение от него модели. Вынутый из воды оттиск отряхивают, кладут на стол ложкой вверх, чтобы стекла вся оставшаяся вода, и приступают к размешиванию гипса, придерживаясь описанных выше правил . Для лучшего заполнения всех углублений в оттиске и для устранения пузырей воздуха рекомендуется наливать гипс небольшими порциями на выступающие части оттиска и при этом встряхивать его. Имеются специальные вибраторы для этой цели, но можно достигнуть хороших результатов и без вибратора, постукивая оттискной ложкой о край резиновой чашки. Оттиск заполняют гипсом несколько выше его краев; на стол, покрытый клеенкой, наливают немного гипса и, перевернув оттиск ложкой вверх, кладут его на гипс в горизонтальном положении. Высота модели должна быть 1,5—2 см в самой тонкой ее части . Края модели сглаживают шпателем и выжидают до полного затвердевания гипса. Отделение модели от гипсового оттиска. Когда гипс затвердеет, легкими ударами молоточка или шпателя удаляют оттискную ложку. Ножом для гипса или техническим шпателем освобождают край оттиска от излишков гипса и рычагообразными движениями отделяют куски оттиска по линии разрезов и изломов, скалывая при этом куски оттиска по направлению от зубов, а не наоборот.
9. Виды искусственных
зубов и их характеристика
Виды искусственных коронок
I. По характеру
1 . Временные 2. Постоянные
II. Но функции
1. Восстановительные
2. Опорные
3. Фиксирующие
Первые применяют для восстановления анатомической формы зубов вторые используют главным образом для опоры мостовидных протезов а третьи - для фиксации съемных пластиночных и дуговых протезов или' специальных аппаратов (ортодонтических, челюстно-ортопедических и т д )
III. По конструкции
1. Полные коронки
2. Экваторные коронки - покрывают зуб до экватора
3. Полукоронки (трехчетвертные коронки) - покрывают зуб с оральной, жевательной и апроксимальных поверхностей.
4. Телескопические коронки.
IV. По способу изготовления
1. Бесшовные
- штампованные
- литые
2. Шовные
- паяны
V. По материалу
1. Металлические
- золото 900-й пробы
- серебряно-падладиевый сплав (СПС)
- нержавеющая сталь
- кобальто-хромовый сплав (КХС) - для литых коронок
2. Пластмассовые
3. Фарфоровые
4. Комбинированные:
- металлопластмассовые
- металлокерамические
1,По материалу: • Металлические зубные коронки
Металлокерамические зубные коронки
Керамические (фарфоровые) зубные коронки
Пластмассовые зубные коронки
Металлопластмассовые зубные коронки
Керамические коронки на основе диоксида циркония
2. По месту расположения в зубном ряду: передние, боковые
3. По способу крепления в базисе протеза: • механическое (характерно дня фарфоровых зубов) • химическое (характерно для пластмассовых зубов) Требования к искусственным зубам !. должны иметь правильную анатомическую форму 2. обладать длительной остаточной прочностью 3. иметь цвет, близкий к естественным зубам 4. прочно соединяться с базисом протеза не оказывать вредного влияния на ткани ротовой полости легко подвергаться механической обработке выдерживать жевательное давление 8. быть дешевыми и доступными
9 не оказывают раздражающего действия на ткани слизистой оболочки полости рта.
4, Для восстановления анатомической формы
Для восстановления функции зуба
Для укрепления зуба
Для улучшения эстетического вида зуба
Фарфоровые зубы изготавливаются фабричным путем. В состав фарфоровой массы входят: полевой шпат - 80%, кварц - 17%, каолин -3%, замутнители. Выпускают гарнитурами, состоящими из передних и боковых зубов, различной расцветки,приспособления - передние зубы имеют крампоны, которые представляют металлические штифты из золота, платины, серебра и палладия цилиндрической или пуговчатой формы. Боковые зубы имеют диаторические отверстия, в которые заходит пластмасса и укрепляет их в базис протеза.
Пластмассовые зубы выпускаются в виде наборов: "Эстедент", "Эстедент-02" и "Эстедент-03". Зубы различаются по фасонам, типам и расцветке. Номер фасона увеличи¬вается с увеличением размера зуба по ширине и высоте. Расцветка зубов состо¬ит из 13 цветов с условной нумерацией с 28-го по 40-й. Тип зубов определяют с учетом формы лица: прямоугольное, коническое, овальное. Постановка зубов осуществляется на моделях с восковыми базисами и кламмера-ми, загипсованных в окклюдаторе в положении центральной окклюзии (при этом загипсованные модели должны сохранять высоту прикуса без шаблонов). Техник делает маленькие валики из воска в беззубых участках, размягчает их и начинает постановку зубов. Начинают постановку с передних зубов, ориентируясь на центральную линию, линию клыков и линию улыбки. Правильная постановка передних зубов особенно важна, чтобы восстановить дикцию и эстетику. Для по¬становки передних зубов существует два способа: 1на приточке
2 на искусственной десне
Показания для постановки передних зубов на приточке: сильно выражен¬ный альвеолярный гребень при короткой верхней губе, экзостозы на альвеолярном отростке, гиперостоз, для улучшения эстетики.
Показания для постановки передних зубов на искусственной десне: силь¬ная атрофия альвеолярного гребня, верхняя губа удлинена. Искусственная десна всегда устанавливается непосредственно после удаления зубов, что¬бы правильно сформировался альвеолярный гребень. Впоследствии можно установить зубы на приточке. Передние зубы устанавливают так, чтобы 2/3 их находились вестибулярно, а 1/3 — орально от вершины альвеолярного гребня. Боковые зубы устанавливают только па искусственной десне и строго по центру альвеолярного гребня. Стремятся к воспроизведению ортогнатического варианта прикуса. Зубы на нижней челюсти ставят в соответствии с признаками центральной окклю¬зии: центральные линии верхних и нижних резцов должны совпадать; мини¬мальный фиссурно-бугорковый контакт; антагони-рующие пары - исключе¬ние центральные нижние резцы. Заканчивается постановка окончательным моделированием воскового бази¬са, придавая ему вид готового протеза, для проверки его конструкции в клинике.
Металлические коронки изготавливают методом литья из различных металлов и сплавов. В стоматологии применяются металлы и сплавы, обладающие такими свойствами, как прочность, твердость и ковкость. Кроме меди и золота, все металлы имеют белый или серый цвет. Особо стоит отметить уникальные свойства сплавов титана. Титан – это серебристый металл, не темнеющий со временем, не подвергающийся действию кислот и щелочей, имеющий высокую коррозийную стойкость. Титан превосходит по прочности железо, не намагничивается, крайне термостоек. Сплавы титана обладают хорошей биосовместимостью и инертностью. Недостатком цельнолитых металлических коронок является низкая эстетичность (в последнее время металлические коронки почти не применяются для протезирования передних зубов) и высокая теплопроводность (приводит к неприятным ощущениям при приеме горячей пищи).
Чаще всего литые металлические коронки используются:
для восстановления анатомической формы боковых (жевательных) зубов;
в качестве опорных элементов в боковых отделах зубных рядов при протезировании съемными или мостовидными протезами;
для профилактики повышенной стираемости зубов (встречные коронки).
Препарирование под полную литую коронку предусматривает сошлифовывание небольшого слоя (0,3–0,5 мм) твердых тканей зуба.
Металлокерамическая коронка – это двухкомпонентная конструкция, основой которой служит металлический каркас. Каркас изготавливают методом точного литья расплавленного металла, а затем покрывают керамической массой, которая наносится на каркас в пастообразном состоянии и обжигается в специальной печи при высокой температуре.
К достоинствам металлокерамических коронок можно отнести хорошие эстетические качества (можно добиться практически полной идентичности искусственных и естественных зубов), гигиеничность (на металлокерамике существенно меньше зубных отложений, чем на естественных зубах или металле), долговечность и высокую точность изготовления. Недостатком металлокерамики может быть возникновение аллергической реакции на металлы, входящие в состав каркаса коронки. Отчасти эта проблема решается использованием сплавов благородных металлов для изготовления каркаса коронки. Металлокерамические коронки применяют для протезирования как на передних, так и на задних жевательных зубах, поскольку они, с одной стороны, достаточно прочны, а с другой – имеют прекрасный внешний вид.
5)Диоксид циркония представляет собой твердый и прочный керамический материал. При стопроцентной биосовместимости с тканями зуба материал обладает уникальным свойством восстанавливать свою структуру на молекулярном уровне при возникновении микротрещин, поэтому по прочности конструкции из диоксида циркония не уступают, а по некоторым параметрам и превосходят аналогичные каркасы из металла! Кроме высокой прочности и биосовместимости с тканями зуба, к достоинствам коронок на основе диоксида циркония можно отнести:
высокую эстетичность (протезирование на основе диоксида циркония позволяет добиться естественной прозрачности зубов; кроме того, конструкции могут быть окрашены в цвет собственных зубов, поэтому «новые зубы» будут выглядеть естественно);
гипоаллергенность;
низкую теплопроводность (диоксид циркония является хорошим теплоизолятором, оберегая зубы от перепадов температур, поэтому для пациентов, чьи зубы излишне реагируют на холодное и горячее, такие протезы являются кардинальным решением проблемы протезирования на недепульпированных зубах);
точность изготовления (точность производства обеспечивается за счет изготовления конструкций на специальном оборудовании при помощи высоких технологий).
Протезирование на основе диоксида циркония (ZrO2) идеально подходит пациентам с высочайшими эстетическими требованиями, аллергикам и пациентам с чувствительными зубами. Однако существуют и противопоказания к постановке таких протезов: низкая клиническая высота естественного зуба и глубокий прикус.
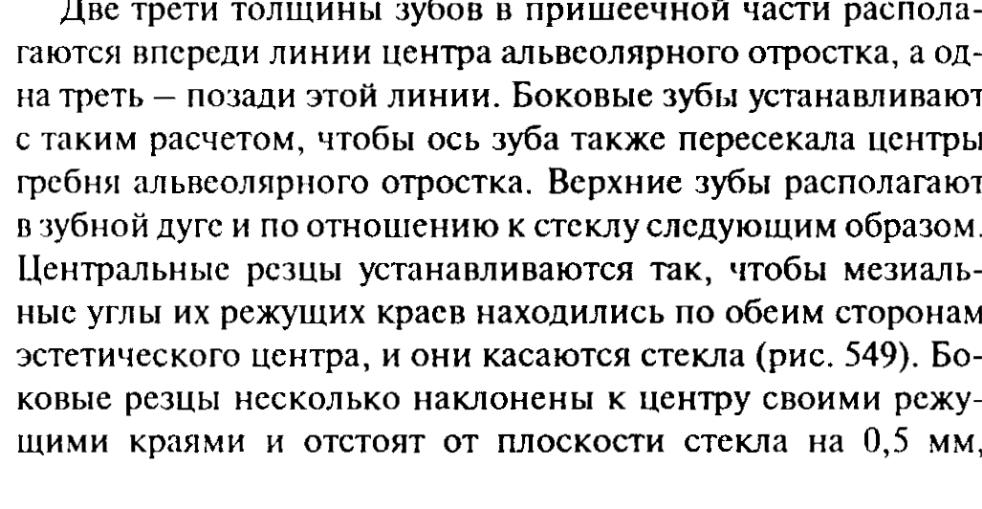
10. Теории постановки искусственных зубов в полных пластиночных протезах.
1 теория балансирования( суставная теория) гизи и ганау- сохранение множественного контакта между зубными рядами верхней и нижней челюстей в фазе жевательных движений. по гизи жевательные движения происходят циклически. Сохранение бугоркового и резцового контактов является важнейшим фактором этой теории и ее сторонниками считают что наклон суставного пути дает направление движению нижней челюсти а на это движение в свою очередь влияют величинаи форма суставного бугорка
согласно теории гизи необходимо:
1 точное определение суставного пути
2 запись резцового пути
3 определенние саггитальной компенсационной кривой
4 определение трансверзальной комп кривой
5 Учет высоты бугорков боковых зубов
Анатомическая постановка зубов по гизи заключ в установке всех зубов верхней челюсти в пределах протетической плоскости паралелльно линии кампера проход на расстоянии 2 мм ниже верхней губы. Вторая модиф гизи предлагал учитывать искривление альвеол части нижней челюсти в саггит направлении. 3-ая установление боковых зубов по уравнительной плоскости. Урав плоскости явл средней величиной по отношению к горизонтальной плоскости и плоскости альв отр. Первый моляр касается плоскости только щечным бугром, останые зубы не касаются. Нижние зубы ставят в плотном контакте с верхними.
Принципы ганау
10 законов:
1 с увелечением наклона суст бугорков возрастает глубина саггитал оклл кривой
2 с увелечением наклона суставных бугорков увелич наклон плоскости окклюзии
3 с увелеч наклона суст бугорков уменьш угол наклона резцов
4 с увелеч наклона суст бугорков увел высота бугорков
5 с увелеч глубины саггит окклюз кривой уменьш наклон плоскости окклюзии протеза
6 с увел степени искривления саггит оккл кривой увел угол наклона резцов
7 с увелеч наклона плоскости окллюзии протеза уменьш высота бугорков
8 с увелеч наклона окклюз плоскости увелич наклон резцоа
9 с увеелеч наклона плоскости окклюзии уменьш высота бугорков
10 С увелеч наклона угла резцов увелич высота бугорков
2 сферическая теория 1918г монсон, щечные бугры всех зубов располагаются в пределах шарообраз поверхности а линии проведенные по длинным осям боковых зубов направлены вверх и сходятся в опред точке черепа в обл криста гали.
Протезирование по сферичксим поверхностям обеспечивает:
1 артикуляц равновесие в фазе жевательных движений гизи
2 свободу движений ганау
3 фиксацию положения центра окклюзии с одновремен получением функцио оттиска под жев давлением гизи, келлер румпель
4 образование безбугорковой жевательной поверхности искл образование сбрасывающих моментов нарущающих фиксацию и стабильность протезов.
Специальное устройство для определения окклюзион поверхностей на всоковых валиках и опред правильной протетической сферической поверхности: внеротовая лицевая дуга-линейки и внутриротовая съемная формирующая пластинка.
Методика постановки: определив высоту нижней трети лица в состоянии покоя к окклюз поверхности верхнего прикусного валика приклеивают сферическую постановочную пластинку. Нижний валик срезают на толщину пластинки и на нем также устанавливают постанов пластинку. Расстановку верхих зубов производят таким образом чтобы они касались пластинки. Зубы строго по центру альв гребня и с учетом направленности альвеол линий. Расстановку нижних зубов производят по верхним.
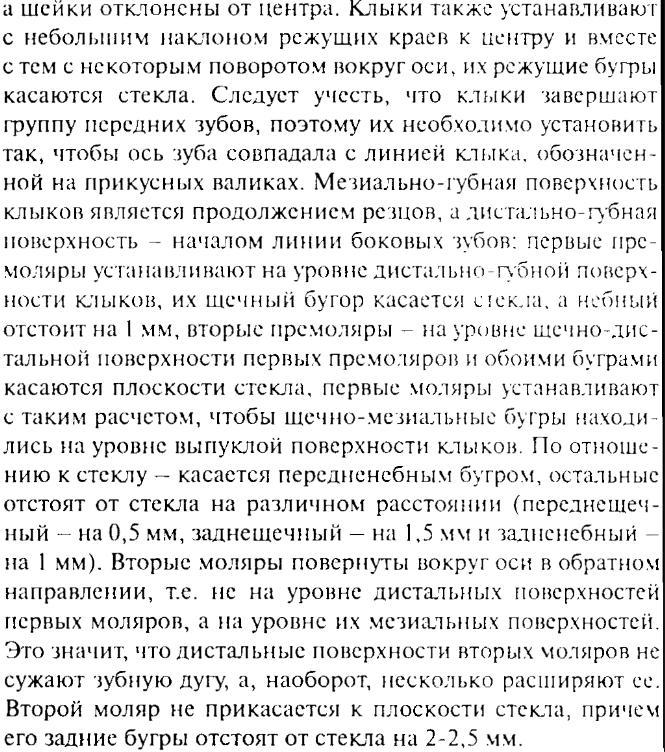
11. Постановка зубов в артикуляторе с прибором Васильева
13.
Постановка зубов в шарнирном окклюдаторе по стеклу
Была разработана Васильевым. Ее можно производить в окклюдаторе или артикуляторе. Техник получив восковые валики , сложенные в центральном соотношении, гипсует в окклюдатор. Потом к окклюзинной поверхности верхнего валика приклеивают пластину из стекла, имеющий форму полуэлипса. Затем стекло нужно перевести на нижний оккл. Валик, что можно сделать различными способами: 1) срезать нижний оклл валик на толщину стекла,необходимо чтоб периметр валика был оринтеирован на вершину гребня альвеолярного отрстка НЧ. 2) на внутр части нижней модели установить три столбика из размягченного воска, прижать к ним стекло и зафиксировать его 3) изготовить новый восковой базис на нижнюю модель и постановочный валик.
Стекло приклеивают расплавленным воском к нижнему окклюзион валику. Стеклографом очерчивают на стекле периметр верхенего валика , среднюю линию и линию клыков. На верхнюю честь изготавливают новый восковой базис 3-4мм.
14. Постановка зубов по Катцу –Гельфанду
Сначала
методика Ефрона 1929г, катц и гельфанд
модифицировали ее.
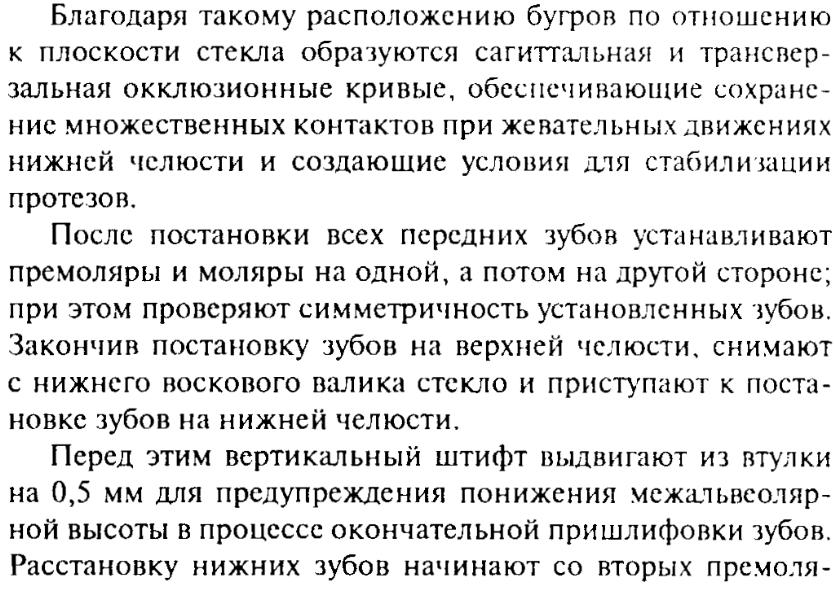
15 Постановка зубов при прогеническом и прогнатическом соотношении челюстей
При умеренно выраженном прогеническом соотношении челюстей искусственные зубы могут быть поставлены в ортогнатическом или прямом соотношении. В случае резко выраженной атрофии, когда нижняя челюсть значительно больше верхней, искусственные зубы ставят в прогеническом (обратном) соотношении, т. е. нижние передние зубы перекрывают верхние передние. На верхней челюсти устанавливают только 12 зубов вместо 14 (не ставят вторые премоляры), а на нижней— 14 зубов.
Чтобы уравновесить разницу в размерах зубных дуг и создать возможность свободного скольжения зубного ряда нижней челюсти по отношению к верхней производят перекрестную постановку боковых зубов. Жевательные зубы верхней челюсти справа ставят на левую сторону нижней челюсти, а зубы верхней челюсти слева —на правую сторону нижней челюсти. Жевательные зубы нижней челюсти перекрывают таковые верхней челюсти. Сагиттальную окклюзионную кривую также создают по стеклу, но с меньшей кривизной, чем при ортогнатическом соотношении челюстей. При этом первый премоляр касается стекла только щечным бугорком, первый моляр —обоими передними бугорками, а второй моляр касается стекла только переднещечным бугорком, причем задние приподняты больше передних (рис. 194).
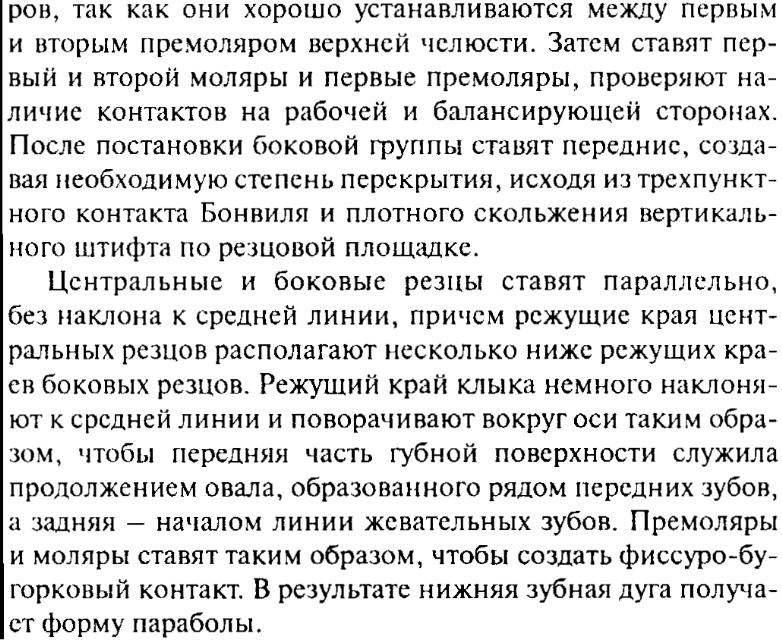
Постановка зубов при прогнатическом соотношении.
беззубых челюстей.
При прогнатическом соотношении беззубых челюстей альвеолярный отросток беззубой верхней челюсти располагается впереди альвеолярной части беззубой нижней челюсти. При этом нижние передние зубы ставят с наклоном режущих краев кпереди, зубную дугу нижней челюсти сокращают на два премоляра, ставят лишь по одному на каждой стороне, так что нижние клыки антагонируют с верхними клыками и первыми премолярами. В случае истинной прогнатии верхняя челюсть чрезмерно развита и ее массивный альвеолярный отросток бывает значительно выдвинутым вперед. В таких случаях передние зубы пришлифовывают (притачивают) непосредственно к гребню альвеолярного отростка, т. е ставят без искусственной десны (рис. 195). Для фиксации протеза можно использовать надесневые пластмассовые пелоты или пружинящие кламмеры.
Прогнатическое соотношение беззубых челюстей характеризуется чрезмерным выступанием во фронтальной области альвеолярного отростка верхней челюсти над альвеолярной частью нижней. При этом постановка искусственных зубов имеет некоторые особенности — сокращается длина нижней зубной дуги на два премоляра (не ставят первые премоляры с каждой стороны). В остальном постановка зубов проводится по правилам ортогнатин.
Для максимального восстановления эстетических и функциональных норм верхние передние зубы ставят на приточке и несколько сдвинутыми орально от середины альвеолярного отростка, а нижние передние — вестнбулярно, При этом нарушается принцип фиксации протеза на беззубой верхней челюсти — функциональная присасываемость, так как нарушается замыкающий клапан в переднем отделе, Для устранения этого недостатка у основания альвеолярного отростка в переднем отделе моделируют альвеолярные кламмеры или пружинящие пелоты, которые помогают механической фиксации протеза.
Постановка зубов при прямом и перекрестном соотношениях беззубых челюстей. Соотношение альвеолярных отростков н частей беззубых челюстей во фронтальном участке, когда межальвеолярная линия образует при пересечении окклюзионной плоскости прямой угол, относится к ортогении.
При конструировании зубных рядов по ортогнатическоыу прикусу приходится несколько расширять верхнюю зубную дугу (при наличии благоприятных анатомических условий), сошлифовывать губную поверхность нижних фронтальных зубов для создания минимального перекрытия верхними фронтальными и расширять бороздки между щечными буграми нижних моляров.
В случае перекрестного соотношения альвеолярных отростков и частей, когда на одной стороне наблюдается выступание кнаружи половины верхней челюсти, на другой — половины нижней челюсти или наоборот, приходится применить смешанную постановку искусственных зубов и поставить их в разной окклюзии. При этом следует руководствоваться правилами, описанными для каждого вида в отдельности, добиваясь создания множественных контактов при любых движениях нижней челюсти.
17. Технические этапы
изготовления комбинированной коронки по Белкину
Предложены различные виды комбинированных коронок,.
но наиболее широкое применение нашла конструкция М. Я. Белкина (1947), представляющая собой штампованную металлическую коронку, на вестибулярной поверхности которой располагается пластмассовая облицовка.
Клинические и технические приемы протезирования, Первым клиническим приемом препарируют зуб под штампованную металлическую коронку, которую вторым клиническим приемом припасовывают согласно требованиям, описанным выше. Затем для создания места пластмассовой облицовке дополнительно снимают твердые ткани с вестибулярной, контактных поверхностей и режущего края толщиной 1 —1,5 мм. На вестибулярной поверхности коронки сверлят отверстие шаровидным бором, коронки наполняют расплавленным воском и накладывают на зуб. При этом излишки воска выдавливаются через отверстие и получается отпечаток культи зуба. Сняв коронку, определяют места недостаточного препарирования зуба по наиболее тонкому слою воска и после дополнительного препарирования повторно наполняют коронку воском, накладывают на зуб, проверяют окклюзионные соотношения и снимают слепок с челюсти вместе с коронкой.
В зуботехнической лаборатории по слепку, в котором находится коронка, наполненная воском, отливают гипсовую модель (не допускаются никакие исправления воска внутри коронки). Коронку на модели слегка подогревают над пламе нем горелки, после чего она легко снимается. После шлифовки и полировки на вестибулярной поверхности коронки выпиливают окно, оставляя узкий (0,5 мм) ободок в пришеечной части и по режущему краю.
По краям окна с помощью диска делают насечки (рис. 29), и образовавшиеся пилообразные зубчики загибают в противоположные стороны. Такая подготовка края окна предусматривает улучшение механического соединения пластмассы с металлом.
Коронку с окном на вестибулярной поверхности устанавливают на модели, моделируют воском ее наружную часть с учетом анатомической формы данного и стоящего рядом зубов. Затем вырезают гипсовый блок, захватывающий расположенные рядом зубы, гипсуют в малую кювету восковой поверхностью кверху н после замачивания в воде или смазывания маслом отливают противоположную часть кюветы. Воск выплавляют струей кипящей воды, кювету охлаждают, металлические края коронки покрывают белым лаком, высушивают и формуют пластмассу соответствующего цвета. После полимеризации пластмассы коронку выделяют из кюветы, отделывают, шлифуют и полируют.
Несмотря на простоту технологии изготовления, указанная конструкция обладает рядом недостатков (просвечивание металла по краям коронки, откалывание пластмассы, просвечивание фиксирующего цемента, особенно в местах наибольшего истончения пластмассы, быстрое истирание пластмассы при чистке зубов щеткой и др.). Для устранения указанных недостатков были предложены различные модификации этой конструкции (
18. Виды индивидуальных ложек. Методика изготовления индивидуальных ложек
Виды ИЛ:
1штампов
2 восковые
3термопласти
4пластмасс хололдного отверж протакрил
5вакумное прессов
Способ:
Прямой
Непрямой метод
Ложки надо изготавливать на модели из пластмассы «Карбопласт», специально для этой цели выпускаемой промышленностью. Сначала на модели химическим карандашом четко очерчивают границы будущей ложки, которые должны доходить до пассивно-подвижной слизистой оболочки; модель покрывают изоляционным лаком «Изокол». Размешивают нужное количество пластмассы «Карбопласт» и в тестообразной фазе из нее делают пластину для верхней челюсти или валик для нижней, который обжимают на модели по очерченным границам. Затем из небольших кусочков пластмассового теста делают ручку в 1—1, 5 см, причем делают ее перпендикулярно поверхности ложки, а не с наклоном вперед. Такое положение ручки не будет мешать при оформлении краев слепков. Если на нижней челюсти альвеолярная часть атрофирована и ложка получилась узкая, то ручку изготавливают большей ширины — до премоляров. При такой ручке пальцы врача не будут деформировать края слепка при удержании его на челюсти.
Если нет карбопласта, ложки можно изготовить при помощи протакрила или редонта. После затвердевания пластмассы (через 10—15 мин) ложку снимают с модели и обрабатывают фрезами и корундовыми головками, следя затем, чтобы края соответствовали границам, расчерченным на модели. Толщина края ложки должна быть не менее 1, 5 мм. При очень тонком крае ложки трудно бывает получить достаточную объемность края слепка. Припасовка индивидуальной ложки на нижнюю челюсть. В на шей стране широкое распространение получила методика припасовки индивидуальных ложек с использованием функциональных проб по Гербсту. Методика заключается в том, что при введении индивидуальной ложки в полость рта больному предлагают производить различные движения языком, губами, глотательные движения и т. п., уточняя ее границы.
В момент глотания смещение слепочной ложки с нижней челюсти происходит в результате сбрасывания ее напрягающимся ротоглоточным кольцом. Для исключения сбрасывания ложку необходимо укоротить по задневнутреннему краю, как показано
19. Технология изготовления каркаса цельнолитого комбинированного
металлоакрилового мостовидного протеза
Последовательность лабораторного изготовления металло-пластмаесо-
вого протеза следующая:
1) предварительное моделирование опорных зубов;
2) изготовление огнеупорной модели;
3) моделирование каркаса мостовидного протеза;
4) перевод восковой модели протеза в металл;
5) отделка и полировка каркаса протеза; :: .. ;
6) облицовка коронок и искусственных зубов пластмассой. Техник отливает гипсовую модель по двойному оттиску.
Перед дублированием гипсовой модели на огнеупорную проводят предварительное моделирование опорных зубов.
Карандашом обводят шейки опорных зубов. Десневые валики срезают. Выше карандашной линии на 0,5 мм и параллельно ей делается насечка для
определения края коронки,
Огнеупорные модели для литья могут быть изготовлены двумя способами: без дублирования, когда огнеупорная модель изготавливается непосредственно по оттиску, или с дублированием, когда сначала по оттиску изготавливается гипсовая модель, а затем дублируется на огнеупорную.
Второй способ имеет преимущества перед первым. Во-первых, посредством предварительного восстановления дефектов анатомической формы зубов на гипсовой модели можно получить меньшую толщину стенок искусственных коронок. Во-вторых, на гипсовой модели перед дублированием для создания промывного пространства между промежуточной частью мос-товидиого протеза и беззубым альвеолярным отростком последний покрывается слоем воска необходимой толщины.
После изготовления огнеупорной модели на ней из воска моделируется каркас мостовидного протеза. Затем моделируются опорные коронки и промежуточная часть (при этом необходимо учитывать соотношение с антагонистами). После установления блока литников производится отливка каркаса непосредственно на огнеупорной модели.
В настоящее время параллельно с отливкой на огнеупорных моделях достаточно широко применяется методика изготовления цельнолитых каркасов по снимаемым восковым репродукциям. Специальная технология, направленная на снижение усадки сплавов (покрытие опорных зубов одним-двумя слоями лака, использование низкоусадочных сплавов и специальных сортов модели-ровочных носков, конструирование литниковой системы, применение специальных огнеупорных масс и особый режим литья сплавов), позволяет получать достаточно точные отливки каркасов мостовидных протезов.
Отлитый каркас отделяется от литников и обрабатывается. При этом по мере возможности устраняются дефекты отливки, укорачиваются края литых коронок точно по внутреннему краю отпечатка отгравированной ранее канавки или уступа. Специальным штангенциркулем уточняется толщина коронок по всей поверхности. Каркас тщательно припасовывают на гипсовой модели, добиваясь точного его установления по отношению к шейке зуба и антагонистам. После этого каркас шлифуют и передают в клинику для проверки в полости рта больного.
Затем производится облицовка каркаса пластмассой.
На рабочей гипсовой модели крутым кипятком удаляют воск с опорных зубов. Металлический каркас, предварительно отполированный, обезжиривается и высушивается. Ложе для облицовки пластмассой покрывается специальным защитным лаком (ЭДА) или препаратом типа "Коналор". Оба материала дают исходный нулевой цвет, на котором наилучшим образом подбирается под окраску естественных зубов нужная пластмасса. После высушивания защитного покрытия проводится моделировка воском облицовочной части мостовидпого протеза, причем воск наносится с небольшим избытком для последующей обработки пластмассы. Тщательно моделируется анатомическая форма. Затем протез вместе с рабочей моделью гипсуют в кювете для замены воска пластмассой по традиционной методике. Готовый протез с пластмассовой облицовкой обрабатывается, шлифуется, полируется и передается в клинику для наложения в полости рта.
20. Технология изготовлен
ия каркаса металлокерамического мостовидного протеза
Этапы изготовления металлокерамического протеза
1. Изготовление разъемной модели по двухслойному оттиску.
2. Подготовка моделей опорных зубов.
3. Получение пластмассового остова (колпачков) коронок.
4. Моделирование каркаса коронок.
5. Моделирование промежуточной части протеза.
6. Установка литниковой системы, приготовление огнеупорной формы и получение каркаса протеза методом литья.
7. Припасовка и шлифовка каркаса.
8. Обезжиривание поверхности каркаса и получение оксидной пленки.
9. Нанесение первого (грунтового) слоя керамического покрытия и его обжиг.
Ю. Моделирование из дентинной массы формы коронок зубов промежуточной части.
11. Второй обжиг.
12. Коррекция разм
13. Третий обжиг.
14. Коррекция цвета и глазуровка протеза при окончательном (четвертом) обжиге.
15. Окончательная обработка металлического каркаса протеза.
Подготовка моделей опорных зубов
Для компенсации усадки металла при затвердении в процессе литья каркаса протеза для создания места для фиксирующего коронки цемента, на гипсовые культи опорных зубов наносят специальный лак.
Получение пластмассового остова (колпачков) коронок
Для предотвращения деформаций восковых моделей каркасов протезов на культи зубов изготавливают пластмассовые колпачки. Используются лавсановые пластинки толщиной 0.6 мм и масса "Керамопласт". Пластинки разогревают и затем гипсовой культей зуба вдавливают в массу "Керамопласт". После охлаждения полученные колпачки снимают с модели и подрезают на 1 мм выше уступа.
Моделирование каркаса коронок
Используется воск "Модевакс" Правила моделирования:
• анатомическую форму будущей искусственной коронки надо восстановить за счет металла, оставляя место для равномерного слоя керамического покрытия 1,0-1,5 мм. Смоделированный каркас коронки должен иметь выраженный экватор, достаточную высоту, бугорки на жевательной поверхности. При неравномерной толщине покрытия возможны скол, образование трещин, особенно при избыточной толщине керамической массы на режущем крае;
• минимальная толщина стенки восковой заготовки (с учетом пластмассового колпачка) должна быть 0,4-0,5 мм для обеспечения качества отливок и допуска на механическую обработку металла;
• для улучшения теплоотдачи необходимо моделировать металлический воротничок (гирлянду) шириной 2-3 мм и толщиной 1 мм на оральной поверхности коронки, не покрываемый фарфором;
• на всей поверхности каркаса коронки не должно быть острых углов,
резких поднутрений.
Граница перехода фарфора в металл не должна приходится на зону контакта зубов-антагонистов в центральной окклюзии.
Моделирование промежуточной части
Используется воск "Модевакс" синий.
Предпочтительной является промывная форма промежуточной части с промывом в 1-2 мм, В передних отделах чаще всего применяется касательная форма.
Моделирование промежуточной части каркаса металлокерамического протеза производят с помощью синего воска набора "Модевакс". Предпочтительной является касательная форма промежуточной части с промывом в 1-2 мм. Однако, учитывая биологическую инертность фарфора, его низкие адгезивные свойства к пищевым продуктам, допустимо некоторое приближение промежуточной части с оральной стороны к слизистой оболочке с нанесением покрытия на поверхность, обращенную к слизистой оболочке гребня альвеолярного отростка. В этом случае создается промыв до 1 ммера, формы керамического покрытия окклюзионной поверхности коронок и фасеток на модели.
Металлический каркас промежуточной части моделируют в виде культи зуба, т. е. повторяет анатомическую форму восполняемого зуба, оставляя место для равномерного слоя покрытия.
Частыми ошибками, приводящими к поломкам керамического покрытия, являются отсутствие выраженного экватора на каркасе промежуточной части мостовидного протеза, бугорков на окклюзионной поверхности, недостаточная высота каркаса фасетки. С оральной стороны необходимо моделировать гирлянду, которая является продолжением воротничка каркаса коронок. Место контакта каркаса коронок и фасеток не должно иметь острых поднутрений, выступов.
Установка литниковой системы, приготовление огнеупорной формы и получение металлического каркаса протеза методом литья.
Для сплава КХС предложена следующая методика. Литники (из воска "Восколит-2") диаметром 2,0-2,5 мм, длиной 5-6 мм устанавливают на каждую единицу литья в наиболее утолщенной части смоделированных коронок и фасеток (преимущественно в области гирлянды). Питатель (из воска "Восколит-2") диаметром 3,0-3,5 мм имеет дугообразную форму и прикрепляется к каждому литнику. Концы питателя соединяют между собой и с литниковым конусом. Обязательна установка в тонкие места коронок весьма малых по диаметру отводящих воздух каналов. Затем восковой каркас осторожно, не допуская его деформации, снимают с комбинированной модели, после чего приступают к изготовлению литейной формы и к отливке металлического каркаса.
Восковую композицию обезжиривают. Массу "Сиолит" наносят кисточкой тонким слоем на восковую заготовку, а после затвердения этого слоя заполняют форму массой на вибраторе для исключения пустот и воздушных пузырьков.
Через 30 мин можно приступать к термической обработке формы. В начале ее нагревают до температуры 200°С над пламенем горелки или в сушильном шкафу для окончательного выплавления воска. Затем устанавливают форму в муфельную печь и медленно (30-60 мин) поднимают температуру до 500°С, выдерживают (30-60 мин) и продолжают нагревание печи до 850°С (конечная температура), при которой прокаливают форму не менее 30 мин.
Расплавление металла и процесс литья проводят по одной из известных методик в соответствии с используемыми сплавами и оборудованием.
Припасовка и шлифовка каркаса
Отлитый каркас освобождают от литников, обрабатывают в пескоструйном аппарате и проверяют на модели. После этого абразивными головками обрабатывают наружную поверхность, доводя толщину металлических колпачков до 0,2-0,3 мм, а промежуточную часть разобщают с антагонистами не менее чем на 1,5 мм и не более чем на 2 мм. Нарушение этого правила приводит к откалыванию керамического покрытия. При обнаружении дефектов литья каркас подлежит переделке. Попытка скрыть дефекты керамикой также приводит к разрушению последней в процессе пользования протезом. Припасованный на модели и подготовленный к покрытию керамикой каркас передается в клинику для проверки точности изготовления.
После припасовки каркаса в клинике проводят окончательную механическую обработку с помощью струи воздуха с абразивом, цель которой — придать однородность и увеличить площадь металлической поверхности, контактирующей с фарфором.
Обезжиривание и термическая обработка каркаса
Обезжиривание производят этилацетатом, окунув в него каркас.
После полного высушивания обезжиренного каркаса его устанавливают в вакуумную печь для термической обработки. В результате термической обработки на поверхности каркаса образуется пленка оксидов, являющаяся главным условием надежного сцепления с фарфором, снимается внутреннее напряжение в металле; кроме того, такая обработка является показателем качества механической обработки каркаса.
Нанесение грунтового слоя покрытия и его обжиг
Для нанесения базисного - фунтового (опакового) - слоя порошок грунтовой массы смешивают с дистиллированной водой до сметанообразной консистенции. Приготовленную смесь наносят порциями на коронки и фасетки каркаса, конденсируют постукиванием или плавным ведением рифленого шпателя по удерживающему каркас инструменту и удаляют влагу марлевыми салфетками или тонкой фильтровальной бумагой до получения матовой поверхности.
Каркас с нанесенным базисным слоем прогревают, а затем проводят вакуумный обжиг. Общая толщина базисного слоя должна быть минимальной, однако, достаточной для устранения просвечивания металла.
Моделирование из дентинной массы коронок и фасеток металлокерамического протеза. Второй обжиг
Моделирование оральной и окклюзионной поверхностей коронок и фасеток проводят на комбинированной модели. Дентинную массу наносят порциями, уплотняя рифлением, избыток влаги удаляют фильтровальной бумагой.
Моделирование вестибулярной поверхности имеет свои особенности. Вначале наносят дентинную массу, оформляя вестибулярную поверхность. Затем от режущего края к экватору зуба срезают дентинный слой и восстанавливают удаленную часть прозрачной массой, которая должна плавно переходить в дентинный слой на границе нижней трети зуба. После восстановления анатомической формы зубов обязательно проводят их сепарацию до опакового слоя тонкой пилкой или медной пластинкой толщиной 0,05 мм.
При обжиге смоделированный протез предварительно прогревают, а затем проводят вакуумный обжиг.
Коррекция цвета и глазуровка протеза
После припасовки протезов на модели и в полости рта пациента осуществляют заключительный этап - глазуровку коронок и фасеток металлокерамического протеза. Наносят микрорельеф и подкрашивают зубы, для чего используют набор красителей "Колорит".
Глазурование проводят без вакуума. После предварительного пригрева у входа печи при температуре 910 ± 10° С в течение 5 мин проводят нагревание на лотке при температуре 750°С в течение 3 мин. Затем температуру повышают с 750° до 910 ± 10 С и после достижения конечной температуры выдерживают 2-3 мин. Протез медленно выводят из печи и охлаждают до комнатной температуры.
Окончательная обработка металлического каркаса протеза
Металлическую часть, не покрытую фарфором, полируют обычным механическим способом, удаляют окалину с внутренних стенок коронок с помощью пескоструйной обработки. Протез передают в клинику.
21. Методы штамповки коронок
Штамповка коронок по методу Паркера (способ наружной штамповки)
После термической обработки гильзу надевают на новый штамп и производят окончательную штамповку в аппарате Паркера. Этот аппарат состоит из массивного пустотелого основания и входящего в него цилиндра. Полость основания заполнена мольдином или невулканизированным каучуком. Поместив гильзу со штампом коронковой частью внутрь массы, ударами молотка по цилиндру осуществляют окончательную штамповку. Масса под ударами уплотняется, передавая давление равномерно во все стороны, и гильза плотно обжимается по штампу. Окончательная штамповка может проводиться в специальном прессе, создающем в цилиндре давление до 5 т. Отштампованная стальная коронка со штампа снимается свободно. Для этого его необходимо расплавить в ложке для легкоплавкого металла.
Коронки из золотых сплавов освобождаются от штампа с осторожностью, так как расплавленный легкоплавкий металл очень легко проникает в золото и вызывает его разрушение. Полезно до окончательной штамповки золотой гильзы смазать штамп тонким слоем масла, чтобы создать разделительный слой между золотом и легкоплавким металлом. Перед выплавлением смазывают коронку и штамп маслом и, удерживая пинцетом коронку над слабым пламенем, расплавляют металл. Не следует дожидаться полного расплавления, а при появлении первых капель расплавленного металла нужно резким ударом пинцета о борт ложки выбить остальной металл. Коронку бросают в холодную воду.
Можно расплавить штамп в кипящей воде. Этот способ с большей гарантией предупреждает возможность внедрения легкоплавкого металла в золото. Внутри коронки все же могут остаться мелкие частицы легкоплавкого металла, приставшие к стенкам. Их удаляют шпателем или штихелем и тщательно протирают всю коронку ватным тампоном, смоченным в соляной кислоте. Затем коронку кипятят в пробирке с соляной кислотой. Изготовленные коронки после штамповки необходимо термически обработать. Вслед за этим коронку подрезают коронковыми ножницами по линии углубления. Края стальной коронки сглаживают карборундовыми камнями, а золотой—напильником. Точность подрезки следует сверить на гипсовой заготовке штампа. Коронки для мостовидного протеза отбеливать не следует, так как повторное отбеливание после спайки частей мостовидного протеза может истончить коронку.
Штамповка коронок по методу ммси (комбинированный способ штамповки)
При рассмотренном методе штамповки коронок используется невулканизированный каучук или мольдин как контрштамп. По методу Московского медицинского стоматологического института (Д. Н. Цитрин) этот контрштамп изготавливают из легкоплавкого металла (рис. 75). Предварительно штамповку проводят по описанному ранее методу на первом штампе. Металлический контрштамп получают следующим образом. Второй штамп для окончательной штамповки покрывают слоем липкого пластыря (толщина его соответствует толщине коронки—0,25—0,28 мм) или смазывают маслом и обсыпают тальком или мелом слоем, равным толщине коронки. В специальную кювету, внутренняя поверхность которой сведена ко дну на конус и имеет два или три выступа, заливают легкоплавкий металл. В расплавленный металл опускают металлический штамп коронковой частью вниз до полного ее погружения. После того как металл затвердел, кювету помещают на кольцо-подставку и ударом пестика удаляют из нее контрштамп. По углублениям на поверхности контрштампа зубилом раскалывают его пополам. Если при этом нельзя удалить штамп из части контрштампа, последний раскалывают дополнительно. С металлического штампа удаляют липкий пластырь или тальк, надевают на него отожженную гильзу и вставляют в ложе собранного контрштампа. Контрштамп помещают в кювету и ударом молотка сначала по частям контрштампа, а затем по штампу штампуют коронку. Штамповку заканчивают после того, как контрштамп коснется дна кюветы, т. е. займет первоначальное положение, и все его части плотно соединятся. Вся остальная работа проводится, как описано выше.