

Мал. 1 Кініматична схема верстата 2а125


Малюнок 1
1.8 Установлення припуску на виготовлення деталі й визначення розмірів і маси заготівки.
 Аналізуя
креслення деталі приймаємо для розрахунку
наступні розміри:
Аналізуя
креслення деталі приймаємо для розрахунку
наступні розміри:
Найбільший діаметр ……………………………………………Ø56 h11
Найточніший розмір ……………………………………………Ø50 К6
Отвір ……………………………………………………………. Ø37 js7
Довжина ………………………………………………………. 34 js7
Визначаємо послідовність операцій для розміра Ø56 h11
Ø56 h11 - получистове точення
Ø58,5 h13 - чернове точення
Ø60* - заготівка
Визначаємо
величину припусу під полу чистове
точення для досягнення Ø56
h11
2а = 1.1 мм
Для условій мілко серійного виробництва або індивідуального величина припуска визначається множенням табличних значнь на коефіцієнт К=1.2, з округленням до десятих у сторону збільшення.
2*а = 2а х К =1,1*1,3=1,43мм
Приймаємо 1.5мм
Dзаг
= dзаг
+ 2а = 56+1,5=58,5h13 ( )
(Зенкин стор. 56 т.16)
)
(Зенкин стор. 56 т.16)
Аналізуя сортамент деталі робимо висновки що для данної деталі необхіденкругляк стальний гарячекатаний Ø60* по ГОСТ 2590-71 (2.3 стр 145 т.89)
Теоретична вага одного погонного метру сталі Ø60* становить 22,19кг
Визначаємо величину під чернове точення
2а2 = dзаг*- dзаг = 60 – 58.5=1.5мм
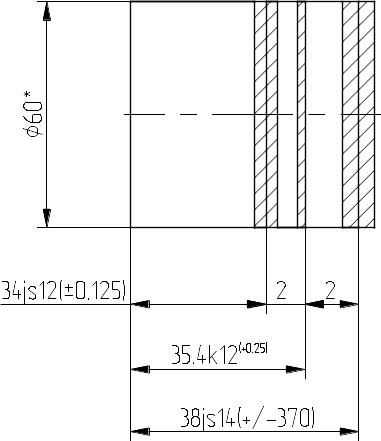
Схема

Визначаємо послідовність операцій для досягнення розміру
L = 34js 12 (+/- 125)
Для данного розміру необхідно визначити припуск під чернове точення
Визначаємо величину припуску під чернове точення (підрізання торця рiзцем)
а = 0,7мм
Для підрізки торців з двох сторін
2а=а*2= 0,7*2=1,4мм
Визначаємо довжину заготівки
Lзаг = Lдет + 2а = 34+1,4=35,4мм
Визначаємо величину припуску під чернове точення (підрізання торця рiзцем)
а = 0,7мм
Визначаємо довжину заготівки
Lзаг = Lдет + а = 35,4+0,7=36,1мм
Приймаємо заготовку - 38js14
Визначаємо поле допуску і квалітет на довжину заготовки
Lзаг = 38js14 (+/-370)
Будуємо схему розташування міжопераціонних допусків на досягнення розміру 34js 12
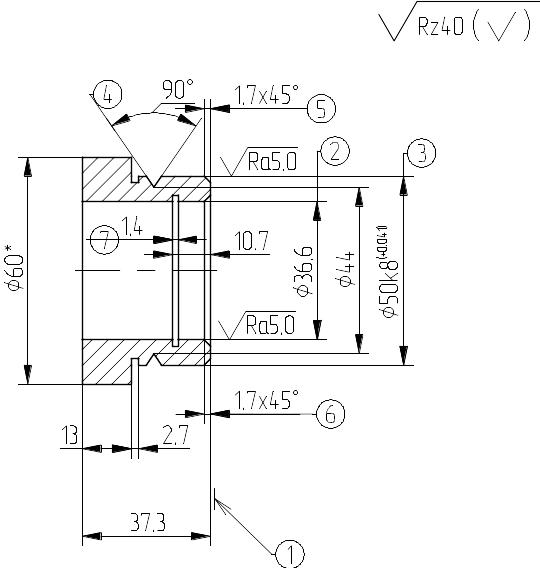
Операція 010 Токарно – гвинторізна 16А16
А Встановити заготівку
Точити торець 1
Свердилити отвір 2
Зняти фаску в отворі 6
Точити канавку в отворі 7
Точити поверхню 3
Точити канавку 4
Зняти фаску 5
 Операція
010 Токарно – гвинторізна
16А16
Операція
010 Токарно – гвинторізна
16А16
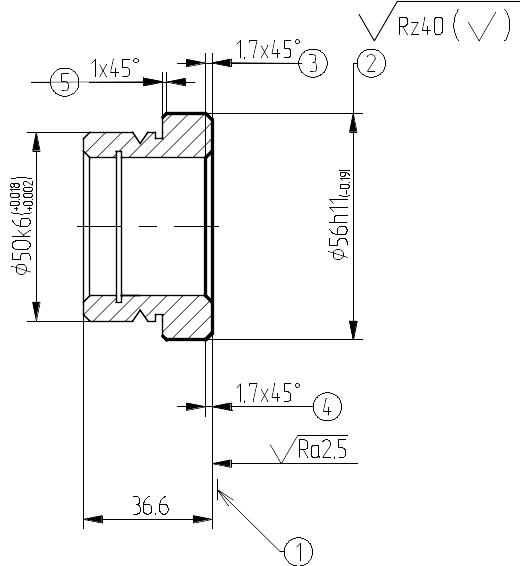
Б Перевстановити заготівку
1.Точити торець 1
2. Точити поверхню 2
3. Зняти фаску 3
4. Зняти фаску в отворі 4
5. Зняти фаску 5
1.7 Вибір технологічної оснастки для виготовлення деталі
При виготовленні деталі - зубчате колесо ( Z=25, m=2.0мм ), необхідно використовувати наступну технологічно оснастку:
Операція 005 Заготовча 8725
ПР. Тиски з ручним приводом не поворотні
Тиски 7200-0222 ГОСТ 16518-96;
РІ. Полотно ножівкове 2800-0003 ГОСТ 6645-86.
СІ. Лінійка металева ГОСТ 427-75; L=300. Штангенциркуль ШЦ – 2, 0-250
ГОСТ 166-89.
Операція 010 Токарно – гвинторізна 16А16
А.
ПР. Патрон 3х кулачковий самоцентруючийся.
Патрон 7100-0003 ГОСТ 2675-80
РІ. 1,4,5,6. Різець токарний прохідний відігнутий правий з пластинкою із твердого сплаву Т15К6, Н*В = 25*16мм.
Різець 2102 – 0055Т15К6 ГОСТ 18878-73.
2. Свердло спіральне з конічним хвостовиком, Р18 (Р6М5) Ø25мм
Свердло 2301 – 0087 ГОСТ 10903-77.
2,7. Різець токарний розточний прохідний для скрізних отворів , Т15К6;Н*В = 25*25мм.
Різець 2140 – 0029 Т15К6 ГОСТ 18882-73.
3 Різець токарний прохідний упорний відігнутий з пластинкою із твердого сплаву Т15К6
Різець 2103 – 0057 Т15К6 ГОСТ 18879-73.
СІ. 1,2,3,4,5,6,7 Штангенциркуль ШЦ-1, 0-125 ГОСТ 166-89
Б. 1,3,4. Різець токарний прохідний відігнутий правий з пластинкою із твердого сплаву Т15К6, Н*В = 25*16мм.
Різець 2102 – 0055Т15К6 ГОСТ 18878-73.
2. Різець токарний прохідний упорний відігнутий з пластинкою із твердого сплаву Т15К6
Різець 2103 – 0057 Т15К6 ГОСТ 18879-73.
СІ. 1,2,3,4 Штангенциркуль ШЦ-1, 0-125 ГОСТ 166-89
Операція 015 Внутрішньошлифувальна 3М225В
ПР. Патрон 3х кулачковий самоцентруючийся.
Патрон 7100-0003 ГОСТ 2675-80
РІ. Круг шліфувальний ПП 32*16*10 25А, СМ-5-к ГОСТ 2424-83
СИ. Штангенциркуль ШЦ-1, 0-125 ГОСТ 166-89
Операція 020 Токарно – гвинторізна 16А16
РІ.А.
1. Різець токарний прохідний відігнутий привий з припаяною пластинкою із твердого сплаву Т5К10, Н*В = 16*16
Різець 2102-0055 Т5К10 ГОСТ 18877-82
2. Різець токарний прохідний упорний правий з припаяною пластинкою із твердого сплаву Т5К10, Н*В = 16*16
Різець 2100-0051 Т15К6 ГОСТ18878-73.
СІ. 1,2 Штангенциркуль ШЦ-1, 0-125 ГОСТ 166-89
Б.
РІ. 1. Різець токарний прохідний відігнутий правий з припаяною пластинкою із твердого сплаву Т5К10, Н*В = 16*16
Різець 2102-0055 Т5К10 ГОСТ 18877-82
СИ. 1 Штангенциркуль ШЦ-1, 0-125 ГОСТ 166-89
Операція 025 Вертикально-фрезерна 6Т10
Фреза кінцева з циліндричним хвостовиком Ø6мм, Р18