

1.5.6. Розробка технологічного процесу виготовлення деталі:
Технологічний процес виготовлення зношеної деталі – зубчате колесо
( Z=25, m=2.0мм ), розроблявся з розрахунком одиничного виробництва, характерного для ремонтних служб машинобудівних підприємств маючих власні ЦРБ і РМЦ.
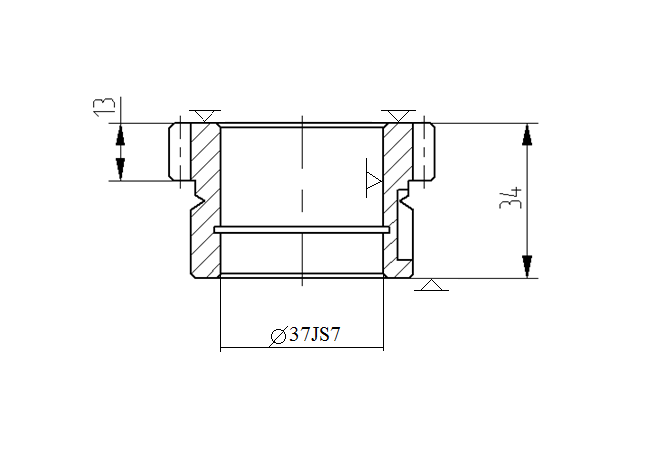
Технологічний процес виготовлення деталі – зубчате колесо
( Z=25, m=2.0мм);матеріал деталі - Сталь 40Х по ГОСТ 4543-71; довжина деталі – 34мм.
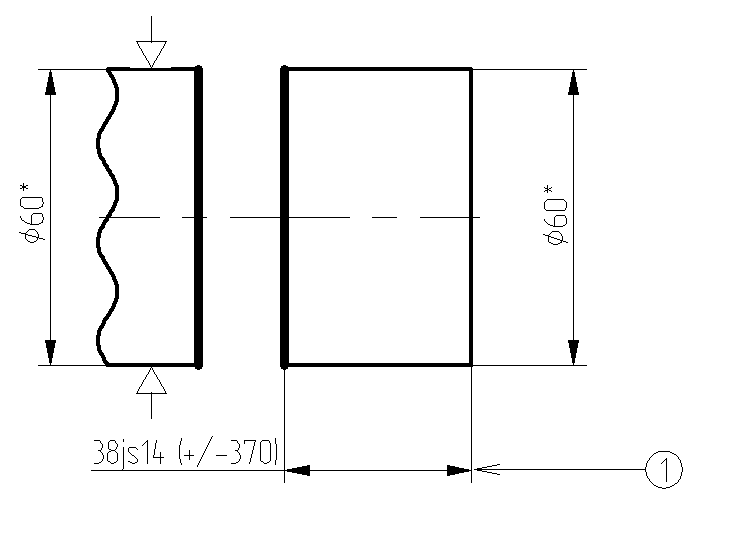
Операція 005 Заготовча 8725
А Встановити заготівку
Відрізати заготівку у розмір 1.
Операція 015 Внутрішньошлифувальна 3М225
Встановити заготовку
Шліфувати поверхню 1


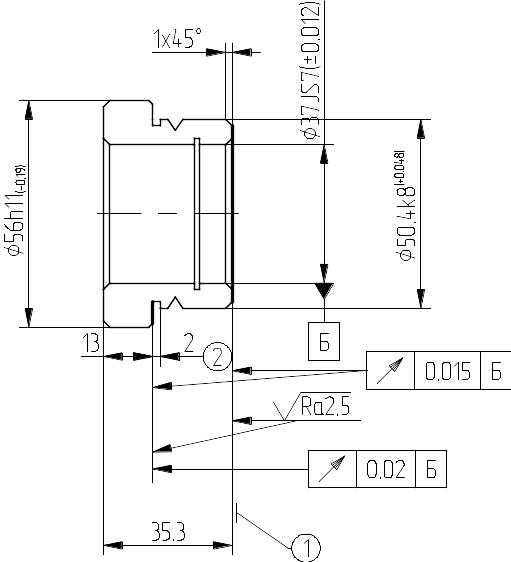
Операція 020 Токарно – гвинторізна 16А16
А Встановити заготівку
1.Точити торець 1
2. Точити поверхню 2
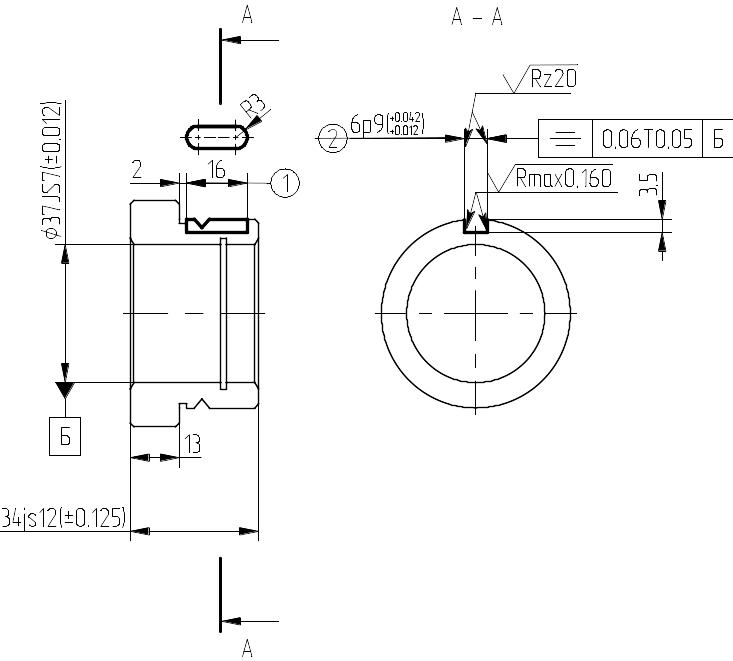
Операція 025 Вертикально фрезерна 6Т10
Встановити заготовку
Фрезерувати шпоночний паз, витримавши розміри 1,2
 Операція
030 Слюсарна
Операція
030 Слюсарна
Зняти завусенці які залишилися після фрезерування шпоночного пазу.
Операція 035 Зубофрезерна 53А10
Встановити заготовку
Фрезерувати зубці на венці А, попередньо.
Операція 040 Слюсарна
Встановити заготовку
Зняти завусенці на зубцях венця А
Операція 045 Термічна Термоустановка
Закалка 830о С у водi. Відпуск при 650о С з охолодженням у воді. Зубці ТВЧ h5,5…6,5мм; 49…57 HRCэ.
Операція 050 Зубошліфовальна 5А851
Встановити заготівку
Шліфувати зубці на венці А

Операція 055 Круглошліфувальна 3У10В
Шліфувати поверхню 1

 Операція
060 Контрольна
Операція
060 Контрольна
Перевірити усі розміри згідно готовому кресленню.
Особливості необхідної термічної обробки
Термообробці підвергають деталь для того, щоб придати деталі або певній її поверхні додаткових властивостей, націлених на збільшення точності, зносостійкості, в’язкості, твердості і покращення обробки.
Для даної деталі - зубчате колесо ( Z=25, m=2.0мм ) передбачена обробка зубців (А) – поверхнісне гартування зубчатого венця з ціллю придати їм підвищеної твердості HRCэ 49…57, глибоким гартуванням токами високої частоти ТВЧ h 5,5…6,5мм.
Високочастотне гартування(ТВЧ) використовується для отримання високої міцності і твердості поверхонь з збереженням в’язкості серцевини деталі. Це досягається швидким нагрівом деталі на задану глибину і послідовним її охолодженням.