

Сталкивание- это выравнивание кромок листов по двум смежным торцам стопы. Оно выполняется с целью повышения точности подрезки, разрезки, счета листов и надежности работы плоскостапельных самонакладов листовых печатных машин, фальцевальных и др. машин, UPH.
1а.
Сталкивание листов производиться вручную и на сталкивательных полуавтоматических системах. Сталкивание листов вручную выполняется на горизонтальном столе с ровной и гладкой поверхностью ширина которого несколько больше диагонали обрабатываемых листов.
Факторы, влияющие на точность
и производительность сталкивания.
Точность и производительность ручного и машинного сталкивания листов зависит от формата, веса м2 , объемной массы, гладкости и влажности бумаги, а так же от средней величины первоначального смещения листов и состояния и кромок.
Листы большого формата менее удобны в работе и имеют большую массу при прочих равных условиях, поэтому для сталкивания берется стопа с меньшим числом листов.
У бумаги с большим весом м2 при прочих равных условиях выше масса и толщина и жесткость, что требует обрабатывать меньшее количество листов, но такая бумага легко выравнивается по кромкам.
Сталкивание листов тонких видов бумаг с малым весом м2 затруднено из-за их малой жесткости. При выравнивании листов о твердую поверхность стопы вероятно сминание их кромок, поэтому тонкие папирусные бумаги с весом 16г/м2 сталкивать невозможно, их выравнивают наколкой каждого листа на иглы.
1б.
Листы каландрированной и мелованной бумаги с высокой гладкостью хорошо скользят друг по другу и легко сталкиваются. Высоко каландрированную бумагу и мелованную с гладкостью более 300 с перед подрезкой и разрезкой можно вообще не сталкивать, а приталкивать к подавателю и упору при укладки стопы на столе одноножевой бумагорезальной машины.
Повышенная влажность бумаги затрудняет сталкивание, так как снижается ее жесткость и возрастает коэффициент трения. При низкой влажности (менее 5%) бумага электризуется при плотном контакте и трении листов. Накопление зарядов при электролизации приводит к слипанию листов. Оптимальная для заданного технологического процесса влажность бумаги 7-8% может быть достигнута при нормальной относительной влажности воздуха в цехе 605% после акклиматизации бумаги в течение 24 часов.
Большой первоначальный сдвиг листов, волнистые, замятые и поврежденные кромки листов затрудняют сталкивание. Вместе с тем при загрузке плоскостапельных самонакладов печатных, отделочных и фальцевальных машин сталкивания можно не делать, если первоначальный сдвиг листов не превышает 3 мм. При загрузке круглостапальных самонакладов фальцевальных машин сталкивание можно не производить и при большем до 10 мм смещении кромок листов.
Подрезка – это срезка кромок у стопы листов.
Разрезка – разделение стопы листов печатных или переплетных материалов на требуемое число частей.
В современной полиграфии используются машины большего формата 1000х1400, 90х1200 мм.
Если при этом необходимо получить тетради объемом в 32, 16, 8 страниц, то лист необходимо разрезать на 2, 4, 8 частей.
Число частей на которые необходимо разрезать запечатанные листы бумаги перед фальцовкой определяется по формуле :
Nr = Сл / Ст, где
Сл – число страниц бумажного листа
Ст – число страниц в тетради
В ряде случаев перед разрезкой листов на части делают их подрезку – с целью придания листам точных размеров, прямоугольной формы и ровных краев. Эта операция обязательна для открыток, буклетов, листовок, карт, плакаты т.к. приводочные метки и контрольные шкалы, д.б. удалены до разрезки листов на части. Подрезка и разрезка листовых материалов производиться на одноножевых резальных машинах.
1в.
Сущность явлений при разрезке листов.
Нож, врезаясь в стопу, развивает значительное давление, которое повышает давление балки прижима, поэтому листы под кромкой лезвия прогибаются, причем в верхней части стопы больше чем в нижней.
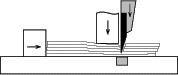
стопа
стол
подаватель
прижим
нож
ножедержатель
2тс/см2 – начало реза растяг. усилие 300 кгс/см2
высота стопы
длина реза
геометрия и острота ножа
сила прижима стопы
объемная масса, толщина и гладкость материала
влажность материала
состояние и условия эксплуатации машины
ножи
Если разрезка идет за счет разрезки волокон - кромка реза гладкая, если разрез идет с образование «опережающей трещины» обрез получается шероховатым.
Точность разрезки стопы листов при тщательном сталкивании, точной установки размера и плотном проталкивании стопы к подавателю зависит от высоты стопы и длины реза, геометрии и остроты ножа, силы прижима стопы балкой прижима, вида и влажности бумаги, состояния машины.
Высота стопы. С увеличением высоты стопы увеличиваются отклонения в размерах и косина листов.
Длина реза. Точность разрезки зависит от длины реза и находиться в пропорциональной зависимости от длины реза.
Геометрия и острота ножа. С увеличением угла заточки ножа отклонение в размерах и косина листов возрастают по линейному закону, так как увеличивается вероятность вытягивания листов из-под балки прижима. По мере затупления ножа разность в размерах листов совпадает.
Сила прижима стопы. С увеличением силы прижима прижимной балкой точность резки возрастает, так как уменьшается вероятность вытягивания листов из-под балки прижима. Сила прижима регулируется в зависимости от вида разрезаемого материала, его веса м2, толщины и гладкости.
Объемная масса, толщина и гладкость материалов. Каландрированная, с большим объемным весом и гладкостью свыше 120 с бумага точно разрезается при малой силе прижима. При большой силе прижима лезвие ножа отклоняется в сторону отрезаемой части и нижние листы получаются длиннее верхних.
Бумага машинной гладкости с малым объемным весом требует большей силы прижима, так как при малой силе прижима верхние листы сильно прогибаются под кромкой лезвия и могут оказаться больше установленного размера.
Влажность материалов. С повышение влажности волокнистых материалов точность резки возрастает. Но при высокой влажности повышается коэффициент трения материалов, затрудняется смещение отрезаемой части стопы фаской ножа. Это приводит к зацеплению ножом отрезаемой части стопы и к снижению точности разрезки. Оптимальная влажность для бумаги 7-8%.
Состояние и условие эксплуатации машины. При монтаже бумагорезательной машины необходимо соблюдать основные правила их монтажа и эксплуатации. В собранной машине стол передней частью опирается на призмы горизонтальной опоры станины, а задней на стойку, играющую роль регулировочного винта. При установке станины необходимо соблюдать три условия:
вершины призмы должны располагаться на одной горизонтальной линии
плоскость ножа должна быть строго вертикальна
плоскость стола должна быть строго горизонтальной, а угол между плоскостями ножа и стола - 90
Геометрия и частота смены ножа. Материал ножа. Ножи бумагорезательных машин делают двухслойными. Режущая часть выполняется из износостойкой вольфрамовой или хромованадиевой стали. Форма ножа. На полиграфических предприятия традиционно применяются ножи с прямолинейной заточкой. В этом случает во время резки листов фаска ножа испытывает значительные нагрузки со стороны отрезаемой части стопы и сошлифовывается при трении о кромки листов.
При двухгранной заточке лезвия с шириной малой грани 2 мм сила трения фаски ножа об отрезаемую часть стопы уменьшается в 15-18 раз. Угол заточки ножа. Угол заточки ножа должен правильно соотноситься с видом материала. Для разрезки тонких и мягких видов бумаги и картона угол заточки должен быть 19-20. Качество заточки и правки. Форма кромки лезвия считается полуцилиндрической, а мерой остроты ножа – радиус закругления. В процессе работы ножа радиус закругления увеличивается от 4 до 35 мкм. Причем в процессе работы затупление ножа проходит 3 периода. В 1 периоде приработки лезвия радиус закругления увеличивается до 10 мкм на поверхности обреза остается мелкие полосы от заусенцев, которые исчезают через 50-200 резов. В период нормальной работы обрезы чистые, а радиус закругления увеличивается до 25 мкм. В период затупления ножа точность резки понижается, появляется бахрома, шероховатость, волнистость, а кромки листов слипаются. При появлении признаков затупления ножа фаску и заднюю плоскость ножа рекомендуется протирать парафином. При обнаружении слипания кромок листов в стопе, необходимо заменить.
Марзан. Капроновые и полиамидные, эпоксидные, поливинилхлоридные и полипропиленовые. В настоящее время используются монотановые. Срок службы поливинилхлоридных морзанов-5-6, капроновых 8-10ксидных 8-50 машино-смен, монотановых -0.5 года.
Глубина врезания ножа в марзан оставляет 0,4-0,5 мм в зависимости от длины ножа. При более глубоком врезании его в марзан образуется щель шириной 0,36 мм, в которую при последующих резах края 2.-3 нижних листов отрезаемой части стопы будут вдавливаться, вместе с ножом в щели, расширяя ее и через несколько десятков резов нижние листы становятся рваными с бахромой. Это служит сигналом, чтобы марзан переставить марзан в новое положение.
Разрезка бумаги, оттисков и переплетных материалов выполняется по макету. Макет готовит мастер участка и снабжает своей подписью.
Рабочий резальной машины в своей работе руководствуется макетом, определяя наиболее рациональный порядок резанья или записывает порядок резания в память машины.
Предельная высота разрезаемой стопы определяется не только технической характеристикой резальной машины, но и требуемой точностью резки, видом материала и техническим состоянием машины.
Печатная бумаг режется привертками максимальной высоты 165 мм, которые содержат 750-1500 листов, 500 листов мелованной бумаги, 350 листов коленкора, 300 листов ледерина и не более 250 листов переплетных материалов на бумажной основе.
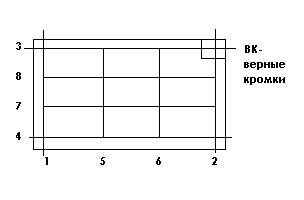
Подрезку незапечатанной бумаги следует производить сначала по короткой грани стопы, приталкивая короткую верную грань к подавателю, потом по другой короткой грани, приталкивая к подавателю уже подрезанную грань. Только после этого можно подрезать длинные грани.
Качество резки контролируется каждые 1-1.5 часа по следующим показателям: точности размеров и отсутствию косины по длине и ширине листов, гладкости обреза (отсутствие шероховатостей, полос, волнистости), отсутствие слипания листов и следов прижимной балки, полноте разрезки, ровности разрезки кромок нижних листов стопы. Допуск по точности разрезки 1 мм и 1 мм на 1 метр длины обрезанной кромки на косину.