

1 Аналитический обзор литературы.
1.1 Типы радиопрозрачных изделий из стеклопластиков и их конструктивные особенности.
1.1.2 Назначение и классификация
Основное назначение радиопрозрачных изделий из стеклопластиков - защита приемо-передающих антенных устройств различных радиотехнических комплексов от внешних воздействий: влаги, солнечной радиации, ветровых, динамических, температурных и других нагрузок. Конструкция радиопрозрачной стенки изделия, состав и структура стеклопластика должны обеспечивать максимальную радиопрозрачность, т.е, не должны существенно препятствовать передаче и приёму электромагнитной волны определённой частоты и, вместе с тем, должны обеспечивать прочность и надёжность в работе, а в некоторых случаях - необходимые аэродинамические характеристики.
Радиопрозрачные изделия (РПИ) из стеклопластиков условно классифицируют по ряду признаков:
по общему назначению - радиопрозрачные обтекатели (РПО), радиопрозрачные укрытия (РПУ);
по типу объектов и систем - системы связи, радиолокационные станции (РЛС): наземные стационарные, неподвижные и подвижные укрытия, обтекатели для самолётных, вертолётных и ракетных РЛС; судовые РПО и РПУ, обтекатели для РЛС передвижных ракетно-артиллеристских установок и т.д.;
по диапазонам используемых радиоволн - РПИ метровых, дециметровых, сантиметровых, миллиметровых и субмиллиметровых радиоволн;
по форме внешних обводов - плоские, сферические, полусферические, конические, в виде усечённых конусов, каплевидные, цилиндрические, чечевицеобразные и другие специальные формы;
по конструкции радиопрозрачной стенки - монолитные (полуволновые и «тонкостенные», не критичные к длине волны), монолитные с согласующими слоями, многослойные (компенсационного типа) с внутренними слоями, обладающими низкой диэлектрической проницаемостью, однослойные и многослойные с компенсационными металлическими включениями (сетками, решётками, дисками и т.п.).
1.1.3 Общие требования, предъявляемые к стеклопластиковым радиопрозрачным изделиям различного назначения
Основным требованием, предъявляемым к радиопрозрачным изделиям, является максимальная радиопрозрачность, обеспечивающая наибольшую дальность и надежность связи радиотехнических комплексов. При прохождении электромагнитной волны (ЭМВ) через РПИ имеет место частичная потеря мощности за счет отражения, а также за счет поглощения электромагнитной энергии (ЭМЭ) материалом РПИ. При излучении антенной мощных сигналов энергия, поглощаемая материалом РПИ, может приводить к заметному увеличению температуры стенок до такого уровня, при котором ухудшаются физикомеханические и диэлектрические свойства материала РПИ.
Большое значение, особенно для радиопрозрачных изделий, закрывающих антенны РЛС прицеливания и ведения огня, имеет такой параметр как вносимая ими угловая ошибка пеленга - угол между истинным и ложным направлением на обнаруживаемый объект. Появление угловых ошибок ухудшает точность пеленгации цели. Положение усугубляется тем, что величина угловой ошибки для одного и того же РПИ может изменяться в зависимости от угла поворота антенны относительно продольной оси РПИ из-за изменений углов падения ЭМВ на стенку радиопрозрачного изделия.
Одной из причин появления угловых ошибок является фазовое искажение проходящей через РПИ радиоволны, вызванное различными условиями прохождения радиоволн через разные области стенки РПИ: разные расстояния, которые проходит в стенке РПИ каждый луч, переменные углы падения волны на стенку, возможные неоднородности материала стенки и т.п.
Окружающая среда, в которой работают РПИ, обусловливает воздействие на них температуры, ветровых нагрузок и набегающего потока воздуха, пыли, солнечной радиации, повышенной влажности и т.п. Такие атмосферные явления, как дождь, снег, град, обледенение, грозовые разряды также влияют как на механические, так и на радиотехнические характеристики РПИ.
1.1.4 Радиопрозрачные укрытия и обтекатели стационарных объектов и наземной подвижной техники
Радиопрозрачные укрытия и обтекатели наземных стационарных РЛС применяются для защиты антенн от атмосферных воздействий, а также для поддержания постоянной скорости вращения (сканирования) антенны при порывистом ветре.
Важным фактором в этом случае являются форма и размеры укрытия, конструкция каркаса РПИ, расположение ближайших сооружений, рельеф местности.
Обычно РПИ неподвижных стационарных РЛС имеют форму усечённой сферы.
Углы падения ЭМВ на стенку для таких РПИ чаще всего не превышают 30°, а величина нагрузки определяется в первую очередь скоростью ветра, скоплением снега и льда на их поверхности. К основным требованиям, предъявляемым к наземным РПИ, относится безотказная работа при температуре от -55°С до +60°С при скорости ветра до 240 км/ч, а иногда и способность выдерживать обледенение и заснеживание, а также стойкость к воздействию солей, пыли и песка.
Различают наземные РПУ - бескаркасные и каркасные. В свою очередь, РПУ бескаркасной конструкции могут быть однослойными и многослойными, а каркасной конструкции, кроме того, - с металлическим и диэлектрическим каркасом, с регулярным и нерегулярным расположением стержней каркаса.
Бескаркасные РПУ имеют сборную конструкцию и собираются из заготовок. Изделия многослойной бескаркасной конструкции применяются в случае больших размеров укрытий для получения, удовлетворительных радиотехнических характеристик на частотах менее 6 ГГц. Панели таких РПУ изготовляют в виде «сэндвича» с наружными обшивками из стеклопластика и легкого заполнителя в виде сотопласта или другого типа заполнителя.
Края панелей усиливают стеклопластиковыми вставками, которые используются для крепления панелей к каркасу с помощью болтов. Иногда панели выполняются с фланцами для соединения между собой болтами.

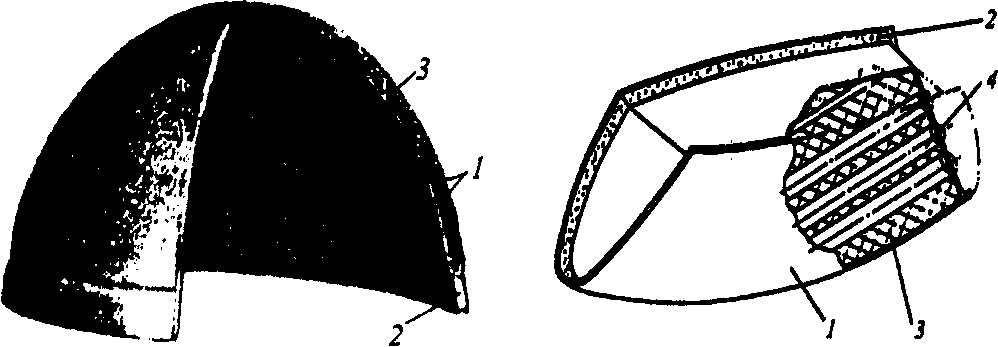
Рисунок 1 - Подвижное радиопрозрачное укрытие каркасной конструкции радиолокационных станций обнаружения и слежения, поворачивающееся вместе с антенной
Применяются также сборные РПУ трёхслойной конструкции из панелей, не имеющих фланцев для крепления болтами. Наглядным примером такой конструкции является РПУ, сооружённое в Канаде фирмой «Long Soult Wood Craft Ltd». Оно имеет диаметр 16,7 м, высоту 12 м и массу 3700 кг; состоит из 156 панелей сотовой конструкции, соединённых друг с другом с помощью специальных замков. Наибольшая панель (около экватора) весит 41 кг и имеет размер 1,8 х 3,6 м, а наименьшая (около полюса) - 0,9 х 1,2 м. Размеры панелей выбраны с учетом возможности транспортирования их авиатранспортом.
На радиотехнические параметры РПУ с металлическим каркасом заметное рассеивающее влияние оказывают силовые металлические стержни. Оболочка таких РПУ представляет собой тонкую стенку, которая может работать в широком диапазоне волн. В тех случаях, когда металлические стержни имеют длину более четырех длин волн в свободном пространстве, РПУ обладают широкополосностью и верхняя граничная частота определяется допустимыми потерями в оболочке [2]. Если размеры стержней приближаются к длине волны, возникает многократное рассеивание радиоволны; при этом возрастают потери ЭМЭ при передаче. Для уменьшения влияния металлических элементов каркаса на процесс прохождения ЭМВ рекомендуется располагать эти элементы случайным образом по всей поверхности РПУ [2].
Типовые характеристики РПУ наземных РЛС приведены в таблице 1 [1]. Бескаркасные радиопрозрачные укрытия могут быть изготовлены путём сборки из одинаковых элементов треугольной или пятиугольной формы (смотри рисунок 1), либо из элементов различной формы и размеров (рис. 1.3-3).
Таблица 1
Типовые характеристики РПУ наземных стационарных РЛС
-
Тип РПУ
Максимальный диаметр, м
Диапазон частот, ГГц
Коэффициент передачи,%
Многослойные
16,7
2-4
87-94
18,5
4-8
96
42,5
0,3-30
98
Тонкостенные с диэлектрическим каркасом
8,0
2-4
88
16,7
2-4
79-89
Тонкостенные с металлическим каркасом
28,0
1-2
83
33,5
0,3-30
87
46
0,3-30
85
Радиопрозрачные обтекатели антенн РЛС наземной подвижной техники изготавливают чаще всего в виде плоских панелей или в виде конусов. Конструкция радиопрозрачной стенки в таких РПО - монолитная полуволновая, работающая в одном или двух диапазонах радиоволн (рисунок. 1.3-2). Используются также РПО других конфигураций, имеющие многослойные стенки с заполнителями малой плотности (рисунок. 1.3-3).
ШАРИК
Рис. 1.3-2. Радиопрозрачное укрытие бескаркасной конструкции из отдельных элементов различных форм и размеров
ПАНЦЫрЬ
Рис. 1.3-3. Радиопрозрачный обтекатель с плоской радиопрозрачной панелью, защищающий антенное устройство РЛС ракетно-артиллерийской установки.
1.2 Свойства армирующих материалов
1.2.1 Основные физико-химические свойства стекол и стеклянных волокон
Для производства стеклянного волокна, применяемого в качестве основы для изготовления армирующего материала в производстве радиопрозрачных изделий, используют стекла различного химического состава (смотри таблицу 2): алюмоборосиликатные, магнийалюмосиликатные (высокопрочные, высокомодульные) кремнеземные стекла, кварцевые и др. [3-8].
Таблица 2 - Состав стекол, применяемых в производстве стеклянных волокон
Содержание основных компонентов стекла, % (масс.) |
|||||||||||
SiO2 |
Al2O3 |
CaO |
MgO |
B2O3 |
Na2O+K2O |
Fe2O3 |
SrO |
BaO |
TiO2 |
ZrO2 |
PbO2 |
Бес щелочное, алюмоборосиликатное стекло типа Е |
|||||||||||
52-55 |
14-15 |
17-22 |
2-4 |
7-10 |
0-1 |
0,4 |
- |
- |
- |
- |
- |
Химически стойкое стекло №7, 7 А |
|||||||||||
63-65 |
4-5 |
11-13 |
3-4 |
- |
11-12 |
0,3 |
- |
2 |
0,2 |
2-5 |
- |
Стекло для изготовления кремнеземного волокна |
|||||||||||
72 |
0,2 |
6 |
4 |
- |
17 |
0,1 |
- |
- |
- |
- |
- |
Высокопрочное, высокомодульное стекло типа S: |
|||||||||||
ВМ-1 |
|||||||||||
55-57 |
24-26 |
- |
14-16 |
- |
- |
- |
- |
- |
13-2,7 |
- |
- |
вмп |
|||||||||||
58-73 |
15-25 |
- |
4-15 |
-- |
- |
- |
- |
- |
0.3-2,8 |
- |
- |
Стекло с низкой диэлектрической проницаемостью типа Д-4,5 |
|||||||||||
51-71 |
1-5 |
- |
- |
25-45 |
3 |
- |
- |
- |
— |
- |
- |
Стекло с высокой диэлектрической проницаемостью: свинцовосиликатное |
|||||||||||
34,0 |
3,0 |
- |
- |
- |
0.5-3.5 |
- |
- |
- |
- |
- |
60 |
стекло Н |
|||||||||||
353 |
- |
49 |
- |
- |
- |
- |
9,1 |
27 |
10,8 |
3,5 |
— |
Основным компонентом для большинства марок стекла является диоксид кремния (Si02), образующий основной каркас в этом материале. Исключением являются лишь специальные стекла, например, свинцовое, в котором содержание, диоксида свинца достигает 60 % (масс.). Для придания стеклу необходимых технологических и эксплуатационных свойств, в его состав вводят различные добавочные компоненты. Для понижения температуры плавления стекла и вязкости его расплава вводят окислы щелочных и щелочноземельных металлов. Введение окиси алюминия Аl2Оз приводит к уменьшению склонности стекла к рекристаллизации, повышению атмосферостойкости стеклянного волокна и улучшению его текстильных свойств. Наличие В2О3 приводит к понижению коэффициента термического расширения стекла, улучшению условий образования из него волокна и повышению атмосферо- и водостойкости [7-11].
Стеклянные волокна вырабатывают по одно- и двухстадийной технологии. При двухстадийной технологии из исходных компонентов (песок, глинозем, мел, кальцинированная сода и др.) приготовляется шихта заданного состава, которую плавят в печах. Из полученного расплава формуются стеклянные шарики, которые затем загружаются в платиновый сосуд, имеющий в своем днище от 100 до 2000 фильер (отверстий) диаметром от 5 до 20 мкм. После расплавления стеклянных шариков в тигле до получения вязкой массы (при температуре 1200-1400 °С - в зависимости от состава стекла) через фильеры вытягиваются непрерывные стеклянные волокна. Волокна собираются в пучок, покрываются замасливателем и наматываются на приемную бобину. При одностадийной технологии стекловолокна производят, минуя стадию получения стеклошариков.
Кварцевые волокна вырабатывают путем вытягивания при нагревании из предварительно приготовленных из природного кварца, с высоким содержанием Si02, штабиков (стержней). Кремнеземные волокна получают путем экстракции щелочных и щелочноземельных элементов кислото-содержащими реагентами из нитей, либо готовых стеклотканей, изготовленных из специальных составов стекла. После извлечения основной массы указанных элементов содержание Si02 в стекле достигает 95-98 %.
Удлинение стеклянного волокна при разрыве достигает 4,5-5,5 %. При этом деформационные характеристики волокна подчиняются закону Гука. Коэффициент Пуассона волокон составляет 0,22-0,24. С повышением температуры модуль упругости волокон и их прочность уменьшаются. Модуль упругости стеклянного волокна повышается с увеличением его диаметра [11,12], а прочность - падает.
Прочностные характеристики волокон в значительной степени зависят от состава стекла [9-12] (смотри таблицу 3). Прочность и модуль упругости стеклянных волокон можно повысить путем введения в состав стекломассы окислов магния, бериллия, титана, циркония, меди [8]. Например, высокопрочные и высокомодульные волокна магнийалюмосиликатного состава имеют прочность на 30-60 %, а модуль упругости на 20-30 % выше, чем у волокон из алюмоборосиликатного стекла типа Е. Прочность стекла при сжатии (при испытании «массивных» образцов) в зависимости от состава колеблется от 0,5 до 1 ГПа [13].
Таблица 3 - Свойства стеклянных волокон из стекол различного состава
Плотность, кг/м3 |
Теплоемкость, Дж/(кг°С) |
Температура размягчения,<С |
Терм. коэф. линейного расширения, α-106, град-1 |
Предел прочности при растяжении, ГПа |
Модуль упругости, ГПа |
Относительное удлинение при разрыве, % |
||||||
Алюмоборосиликатное типа Е |
||||||||||||
2550 |
720 |
840 |
5 |
3,5 |
73-75 |
4,8 |
||||||
Высокопрочное, высокомодульное: BM-1
|
||||||||||||
2580 |
|
920 |
- |
4,5 |
95 |
|
||||||
вмп |
||||||||||||
2560 |
670 |
950 |
2,5 |
5,0 |
93 |
5,4 |
||||||
С низкой диэлектрической проницаемостью типа Д-4,5 |
||||||||||||
2160 |
670 |
- |
3 |
2,5 |
52 |
4,7 |
||||||
|
С высокой диэлектрической проницаемостью, свинцовосиликатное |
|||||||||||
4300 |
- |
- |
- |
1,7 |
51 |
- |
||||||
Кварцевое
|
||||||||||||
2210 |
915 |
1670 |
0,5 |
4,0 |
75 |
- |
||||||
Термостойкость алюмоборосиликатного стекла типа Е составляет 450-500 °С, а некоторых высокомодульных и высокопрочных стекол - до 700 °С. Высокой термостойкостью (до 1100 °С) обладает и кремнеземное волокно [14]. Термостойкость волокон из кварцевого стекла достигает 1200 °С [15].
Теплоемкость стекол достаточно точно может быть рассчитана по правилу аддитивности при известных составе и теплоемкости отдельных компонентов. У большинства стекол данный показатель находится в пределах от 0,7 до 0,9 кДж/(кг град).
Коэффициенты теплопроводности большинства стекол составляют 0,8-1,1 Вт/(м-град). Для алюмоборосиликатного стекла «Е» - 0,9 Вт/(м-град)].
Коэффициент поверхностного натяжения расплава стекол в зависимости от состава колеблется от 0,2 до 0,4 Н/м и довольно слабо зависит от температуры [16].
Для изделий радиотехнического назначения чаще всего применяют волокна из стекла Е с минимальным содержанием щелочных оксидов, синтезированные на основе оксидов кальция и алюминия.
Для изготовления радиопрозрачных изделий, обладающих улучшенными радиотехническими характеристиками, используются кварцевые волокна, имеющие наилучшие диэлектрические показатели.
Для получения изделий с уменьшенной плотностью и теплопроводностью, повышенной удельной прочностью (на единицу массы), используются полые волокна [17-19]. Полые волокна изготовляют из алюмоборосиликатного стекла. Диаметр полых волокон составляет 8-25 мкм. Как показывают теоретические расчеты, для обеспечения наибольшей жесткости волокна на единицу массы, оптимальным коэффициентом капиллярности К (отношение внутреннего диаметра полого канала к внешнему диаметру волокна) является величина 0,85. Однако технологические возможности ограничивают эту величину до 5-0,7. Недостатком полых стеклянных волокон является существенное колебание коэффициента капиллярности и наружного диаметра волокон. Нестабильность параметров полых волокон может приводить и к нестабильности диэлектрических характеристик композитов на их основе.
1.2.2 Диэлектрические свойства стеклоармирующих материалов
Диэлектрические свойства стекловолокна зависят в основном от температуры и состава стекла. В большей степени на значения и tgδ оказывает влияние содержание ионов щелочных материалов (Li+, Na+, К+) и в меньшей степени - ионов щелочноземельных металлов (Mg2+, Са2+, Sr2+).
Экспериментальные значения стекол различных составов при различных частотах приведены в таблице 4
Таблица 4 - Диэлектрическая проницаемость стекол различного состава
Состав (марка) стекла |
Значения е при частоте (в ГГц) |
||||||
0,001 |
0,1 |
10 |
32 |
75 |
150 |
200 |
|
Бесщелочное |
6.5 |
5,9 |
6,3 |
6,3 |
6,2 |
6.2 |
6,1 |
ВМП |
5,8 |
5,6 |
6,2 |
5,8 |
5,9 |
5,9 |
5,8 |
ВМ-1 |
6,2 |
6,2 |
6.2 |
6,2 |
6,2 |
6.2 |
6,2 |
УП-76 |
5,6 |
4,7 |
5,2 |
5,2 |
5,2 |
5.2 |
5,2 |
С низкой диэлектрической проницаемостью типа Д-4,5 |
3,6 |
|
4,0 |
|
|
|
|
С высокой диэлектрической проницаемостью свинцовосиликатное Д-9 |
11,5 |
|
10,5 |
|
|
|
|
Кварцевое |
3,8 |
3,8 |
3,9 |
3,7 |
3,8 |
3,8 |
3,8 |
Потери энергии при прохождении ЭМЭ через стекла обусловлены, в основном, процессами релаксации, а также резонансными потерями, связанными с поглощением энергии ионами, собственная частота колебаний которых совпадает с частотой ЭМВ. Значения tgδ для некоторых составов стекол при различной частоте ЭМВ приведены в таблице 5
Таблица 5 - Значения тангенса угла диэлектрических потерь различных стекол
Состав (марка) стекла |
Значения tgδ • 103 при частоте (в ГГц) |
||||||
0,001 |
0,1 |
10 |
32 |
75 |
150 |
200 |
|
Бесщелочное |
1,5 |
2,3 |
4,0 |
8,0 |
10,0 |
32,6 |
31,0 |
ВМП |
1,0 |
1,7 |
2,4 |
11,3 |
12,4 |
25,4 |
26,5 |
ВМ |
2,5-5,0 |
5,7 |
7,0 |
10,0 |
20,0 |
31,4 |
29,0 |
УП-76 |
1,5 |
3,0 |
,5,5 |
8,4 |
5,5 |
2,7 |
2,0 |
С низкой диэлектрической проницаемостью Д-4,5 |
0,5-3,0 |
- |
3-6 |
- |
- |
- |
- |
С высокой диэлектрической |
7,0 |
- |
11,5 |
- |
- |
- |
- |
проницаемостью свинцово-силикатное Д-9 Кварцевое |
0,10 |
0,10 |
0,10 |
0,26 |
. 0,5 |
0,13 |
0,10 |
Значения tg всех рассмотренных стекол монотонно увеличиваются в диапазоне частот 106-1010Гц. Повышение частоты ЭМВ (более 100 ГГц) ведет к резкому увеличению значений tgδ
С увеличением температуры значения е и tgδ, стекол возрастают, особенно интенсивно - величина tgδ.
Как видно из приведенных данных, наилучшими диэлектрическими характеристиками обладают кварцевые стекла и стекла специальных составов с пониженной диэлектрической проницаемостью. Диэлектрические свойства кремнеземных волокон приближаются к свойствам кварцевых.
Для улучшения диэлектрических характеристик армирующих материалов, как отмечалось выше, часто используются полые стеклянные волокна. Значения эффективных коэффициентов диэлектрической проницаемости полых стеклянных волокон и тангенса угла диэлектрических потерь на 30-40 % ниже аналогичных характеристик сплошных волокон [20].
Для расчета диэлектрической проницаемости полого волокна его можно рассматривать как среду с включенными в нее воздушными капиллярами. В этом случае для определения диэлектрической проницаемости полого волокна пол можно воспользоваться известной формулой Лоренц-Лоренца [21,22]:
 (1)
(1)
где
 - диэлектрическая проницаемость
используемого стекла; ve
- доля объема воздушных включений.
- диэлектрическая проницаемость
используемого стекла; ve
- доля объема воздушных включений.
1.2.3 Обработка поверхности стекловолокнистых армирующих материалов
В связи с гидрофильностью стеклянных волокон, на их поверхности всегда содержится некоторое количество адсорбированной влаги. У стеклянных волокон, содержащих силикаты щелочных и щелочноземельных элементов, поверхностный слой покрыт гелем этих силикатов. Поскольку силикаты в таком геле способны к довольно быстрой гидратации с образованием щелочей, то вместо части силикатов в слое геля находится раствор щелочи.
Наличие щелочей и влаги оказывает негативное влияние на характер и время отверждения связующего при формовании изделий, а также на характер адгезии связующего с поверхностью стекловолокон. Удалить же влагу полностью из поверхностных слоев стекловолокон не удается вплоть до температур 300-400 °С. Однако при нагреве до такой температуры теряется прочность стекловолокна.
Для изменения свойств поверхности стекловолокон их обрабатывают аппретами или замасливателями. Замасливание производят перед намоткой пучка волокон на бобину. Замасливатель соединяет элементарные волокна в комплексные (первичные) нити, облегчает их размотку и крутку, защищает от истирания во время текстильной переработки и препятствует накоплению зарядов статического электричества трения [4]. Комплексные нити затем складываются друг с другом в нужном числе сложений для получения ткацких нитей.
Для нанесения замасливателя сразу по выходе элементарных волокон из фильер и сбора их в пучок устанавливается замасливающее устройство, в которое непрерывно поступает замасливатель. В результате на бобину наматывается комплексная нить со склеенными замасливателем элементарными волокнами.
Различают два вида замасливателей: текстильные и «прямые» (гидрофобно-адгезионные). Первые служат только для обеспечения текстильной переработки первичной стеклянной нити и состоят из клеящих и поверхностно-активных, а также пластифицирующих (или смазывающих) веществ, обычно растворенных или эмульгированных в воде, реже - в органических растворителях.
Из текстильных замасливателей в отечественной промышленности наибольшее распространение получил парафиновый водоэмульсионный замасливатель («парафиновая эмульсия»), в котором клеящим веществом является дициандиамидформальдегидная смола - около 1,3 %, смазывающим жирные кислоты. В состав «парафиновой эмульсии» входят также парафин, стеарин, вазелин, трансформаторное масло и эмульгатор, представляющий собой, чаще всего, продукт конденсации диэтиленгликоля с жирными кислотами. Используются и замасливатели на основе крахмала (декстриновый замасливатель) [4,23,24]. В состав декстринового замасливателя входят декстрин и различные клеящие и эмульгирующие добавки. Текстильные замасливатели стоят дешевле, однако, они препятствуют хорошему смачиванию стекла связующим, адгезионному взаимодействию между ними. В результате этого, пористость стеклопластика увеличивается, что приводит к снижению прочностных и диэлектрических характеристик стеклопластика при эксплуатации изделий из него, особенно в условиях повышенной влажности.
Для удаления с поверхности стекловолокна текстильных замасливателей стеклоткань промывают в различных растворителях, специальных растворах или подвергают термической обработке. При промывке содержание замасливателя может быть уменьшено до 1 %, при термической обработке (при 200-300 рС) - до 0,2-0,5 %. При длительной термической обработке при 400-450 °С замасливатель удаляется практически полностью. Разработан также метод отмывки замасливателя водой с использованием ультразвука [25].
Наиболее прогрессивным методом обработки стеклянного волокна аппретами является добавление аппретов в состав замасливателя. При этом не снижаются прочностные показатели волокна, обеспечивается хорошая смачиваемость волокна связующим.
Замасливатели с добавками аппретов получили название «прямых» замасливателей. Гидрофобно-адгезионные («прямые») замасливатели, содержащие аппреты, способствуют увеличению смачиваемости стекловолокна связующими, снижению, тем самым, пористости материалов, повышению адгезионной связи связующего со стекловолокном. В зависимости от назначения разработана широкая гамма различных замасливателей и аппретов. Используются химические соединения типа «волан» (комплексное соединение смешанных хромовой соли метакриловой и соляной кислот и хромоксихлорида). Под влиянием воды, находящейся на поверхности стекла, происходит гидролиз хлорида с последующей конденсацией и образованием полимерного комплекс-катиона. Одновременно на поверхности стекловолокна возможно образование связи
Si-O-Сг
Хорошие результаты получаются при обработке стеклянного волокна кремнийорганическими соединениями (метил-, этилхлор- и этоксисиланы). В процессе обработки стеклянного волокна хлор- или этоксиланы взаимодействуют с адсорбированной влагой и силанольными группами стекла, образуя тончайшую гидрофобную пленку с сетчатой структурой.
Кроме упомянутых выше кремнийорганических соединений для обработки стеклянного волокна применяют и аминосиланы общей формулы (NH)x[CH2CH2Si(OR)3]3-x. Используются также силаны, содержащие винильную или акрильную группу [26-28].
Наиболее эффективным аппретами для эпоксидных связующих являются аминосиланы, например, аминопропилтриэтоксилан (АГМ-9), аминогексаметиленаминометилтриэтоксисилан (АГМ-3), эпоксипропилтриэтоксисилан (ЭС-1) и фениламинометилдиэтоксисилан (AM-2) [29], которые взаимодействуют с адсорбированной на поверхности стекловолокна влагой и силанольными группами стекла, а также вступают в химическое взаимодействие с эпоксидными группами связующего за счет наличия аминогрупп.
В состав применяемых в настоящее время замасливателей №76 и №80 входит продукт АГМ-9. В качестве ПАВ для этих замасливателей используют препарат ОС-20 (смесь полиэтиленгликолевых эфиров высших жирных спиртов). В состав замасливателя входит также вспомогательное вещество ОП-10 (смесь полиэтиленгликолевых эфиров моно- и диалкилфенолов). Составы некоторых прямых замасливателей [в % (масс.)] для эпоксидных, эпоксифенольных и фенольных стеклопластиков на основе описанных выше аппретов представлены в таблице 6.
Таблица 6 - Рецептуры «прямых» замасливателей
Замасливатель |
76 |
78 |
80 |
АГМ-9 - аминопропилтриэтоксисилан |
0,50 |
0,5 |
1,0 |
ДЦУ - дициандиамидформальдегидная смола |
2,0 |
2,0 |
1.5 |
ДБС - дибутилсебацинат |
2,0 |
2,0 |
2,0 |
ОС-20 - смесь полиэтиленгликолевых эфиров высших жирных окислов |
1.2 |
1,2 |
1,1 |
ТЭГ-1 или ТЭГ-10 - эпоксидная водорастворимая смола |
- |
2,0 |
2,0 |
Волан - комплексное соединение хрома |
- |
0,5 |
- |
Ледяная уксусная кислота |
0,10 |
0,05 |
0,3 |
Применение аппретов в составе «прямых» замасливателей способствует улучшению и стабилизации физико-механических и диэлектрических свойств стеклопластиков при эксплуатации в наиболее неблагоприятных климатических условиях.
1.2.4 Переработка элементарных волокон в армирующие материалы
Элементарные волокна непосредственно для изготовления РПИ не используют. Первичные волокна собирают в комплексные нити (крученые или некрученые) или жгуты (ровинги). В производстве РПИ применяют стекловолокнистые заполнители регулярной структуры в виде стеклянных тканей и вязально-прошивных материалов, а также в виде нити или ровингов (жгутов).
Стеклянная нить - простейший армирующий материал, в котором волокна склеены различными замасливателями. Обычно используются стеклянные нити толщиной 42 и 84 текс из волокон диаметром 9-11 мкм на замасливателе «парафиновая эмульсия» или на «прямых» замасливателях №№ 3, 9, 39, 289, А-41 и др. - для стеклопластиков на основе полиэфирных смол и №№ 39, 76, 78, 80, 752 и др. для стеклопластиков на основе эпоксидных и эпоксифенольных смол. Основные характеристики некоторых крученых комплексных нитей приведены в таблице 7, 8.
Таблица 7 - Основные характеристики некоторых стеклонитей (15)
Марка стеклонити |
Вид замасливателя |
Кол-во элемент. нитей, шт. |
Диаметр элемент. нити, мкм |
Линейная плотность, текс |
Разрывная нагрузка, Н |
Число кручений, кр./м |
||
|
Алюмоборосиликатное стекло |
|
|
|||||
БС6-26х4хЗ-78 |
№78 |
400 |
6 |
312 |
8,0 |
100 |
||
НС-54-80(100) |
№80 |
100 |
9,5 |
54 |
20 |
100 |
||
BC6-13x1x2 |
№80 |
200 |
6 |
26 |
13,5 |
100 |
||
|
Высокомодульное стекло |
|
|
|||||
ВМС8-26х 1x2-80 |
№80 |
200 |
8 |
52 |
30 |
100 |
||
ВМС9-18x1x3-80 |
№80 |
100 |
9 |
54 |
30 |
100 |
||
Таблица 8 - Основные характеристики кремнеземных и кварцевых нитей [17]
Марка стеклонити |
Диаметр элемент, нити, мкм |
Линейная плотность, текс |
Разрывная нагрузка, Н |
Число кручений, кр./м |
||
|
Кремнеземные нити |
|
|
|||
КН-11 |
6 |
180 |
20 |
150 |
||
КН-11-275 |
6 |
180 |
20 |
275 |
||
К116С-170БА |
6 |
170 |
245 |
|
||
|
|
Кварцевые нити |
|
|
||
КС11-17x4x3 |
11 |
204 |
588 |
100 |
||
КС11-17x2x3 |
11 |
102 |
255 |
100 |
||
КС11-17x4 |
11 |
68 |
— |
60 |
||
КС7-4,5х1х2 |
7 |
9 |
— |
100 |
||
Ровинг представляет собой прядь из равномерно натянутых стеклянных нитей (смотри таблицу 9). Ровинги применяют чаще всего для изготовления изделий в виде тел вращения методом намотки.
Из крученых нитей методом обычной текстильной переработки вырабатывают однослойные и многослойные стеклоткани, из некрученых нитей и ровингов изготовляют жгутовые ткани, нетканые рулонные наполнители. Перспективными являются и рулонные вязально-прошивные нетканые ««материалы, получаемые путем перевязки нитей основы и утка на станках типа «Малимо».
Таблица 9 - Марки и характеристики намоточных ровингов на прямых замасливателях
Марка ровинга |
Тип стекла |
Диаметр волокна, мкм |
Замасливатель |
Текс |
Разрывная нагрузка, Н |
|
марка |
% (масс.)» не более |
|||||
РБР13-2520-76 |
Е |
|
№76 |
0,6 |
2520 |
|
РБН10-2520-78 |
Е |
10 |
№78 |
0,7-1,2 |
2520 |
800 |
РБН10-1260-78 |
Е |
10 |
№78 |
0,7-1,2 |
1260 |
450 |
РБН 10-840-78 |
Е |
10 |
№78 |
0,7-1,2 |
840 |
400 |
РБН 10-420-78 |
Е |
10 |
№78 |
0,7-1,2 |
420 |
200 |
РВМН10-2580-80 |
ВМ-1 |
10 |
№80 |
0,6-1,0 |
2580 |
1548 |
РВМН10-1260-80 |
ВМ-1 |
10 |
№80 |
0,6-1,0 |
1260 |
756 |
РВМН 10-420-80 |
ВМ-1 |
10 |
№80 |
0,6-1,0 |
420 |
252 |
РВМН 19-1740-80 |
ВМ-1 |
19 |
№80 |
0,6-1,0 |
1740 |
783 |
РКП-1250 |
Кварц |
6-8 |
- |
- |
1250 |
250 |
1.2.5 Однослойные стеклоткани и стеклосетки
В производстве РПИ в основном применяются ткани из текстильных крученых нитей и из жгутов (ровингов) четырех видов переплетения: полотняного (гарнитурного), сатинового, саржевого, кордного [3-6] (смотри рисунок 2.).

Рисунок 2 - Виды переплетений основных типов однослойных тканей:
а) полотняное (гарнитурное); б) 8-ми ремизное сатиновое; в) саржевое; г) кордные ткани.
Ткани полотняного (гарнитурного) переплетения, уток и основа которой взаимно переплетаются через одну нить, обладают самой меньшей величиной сдвига нитей. В тканях сатинового переплетения каждая нить основы и утка проходит соответственно над несколькими нитями утка и основы в зависимости от раппорта переплетения, т.е. над тремя, пятью, семью и большим числом нитей. Такие ткани имеют большую гибкость и рыхлость, но с другой стороны, и большую величину изменения расстояния между соседними нитями. В тканях саржевого переплетения каждая нить основы и утка переплетаются через две нити. В кордных тканях прочность в одном направлении (чаще всего по основе) значительно выше за счет большего числа нитей в этом направлении.
Прочность ткани, ее подвижность зависят от вида переплетения, плотности по основе и утку, а также крутки, толщины нити и других структурных параметров (смотри таблицу 10.). Указанные параметры влияют также и на величину сдвига отдельных волокон и нитей относительно друг друга при переработке ткани, что может влиять на регулярность структуры стеклопластика.
Таблица 10 - Основные характеристики некоторых стеклотканей на основе бесщелочного стекла.
Марка ткани* |
Вид переплетения |
Масса 1 м2, г |
Толщина, мм |
Прочность при растяжении, кН/см: |
|
по основе |
по утку |
||||
Э1-100 |
полотно |
105 |
0,10 |
0,6 |
0,6 |
Э1-125 |
полотно |
145 |
0,125 |
0,9 |
0,9 |
Э1-150 |
полотно |
150 |
0,15 |
1,0 |
1,0 |
ЭЗ-200 |
полотно |
195 |
0,20 |
1,1 |
1,1 |
ЭЗ-250 |
полотно |
230 |
0,25 |
1,2 |
1,1 |
Т-17 |
полотно |
250 |
0,25 |
1,2 |
1,2 |
Т-41 |
сатин 8/3 |
250 |
0,26 |
1,8 |
1,8 |
Тг13 |
полотно |
285 |
0,27 |
2,0 |
1,3 |
Т-10 |
сатин 8/3 |
290 |
0,25 |
2,8 |
1,5 |
Т-11 |
сатин 8/3 |
385 |
0,30 |
2,8 |
1,6 |
Т-22 |
сатин |
620 |
0,53 |
3,9 |
2,9 |
ТР-07 |
саржа |
800 |
0,70 |
4,0 |
3,0 |
* Стеклоткани выпускаются с использованием замасливателей на основе парафиновой эмульсии и «прямых» замасливателей. В последнем случае марка замасливателя указывается, как правило, после цифр через дефис.
Используемые в тканях стеклонити (ровинги) изготавливают из волокон диаметром 6-10 мкм. Изменение диаметра волокон от 3 до 10 мкм практически не влияет на механические свойства стеклопластиков. [30]. В связи с этим в последние годы наметились тенденции к использованию в стеклотканях более толстых стеклянных волокон (выше 10 мкм) и к увеличению толщины первичной нити.
1.2.6 Многослойные стеклоткани
Для изготовления РПИ кроме однослойных стеклотканей широко используются также и многослойные, преимущества которых становятся особенно заметными при изготовлении крупногабаритных толстостенных изделий [31-33]. Использование многослойных тканей в качестве армирующего материала позволяет устранить ряд недостатков, присущих стеклопластикам слоистой структуры на основе однослойных тканей. В первую очередь увеличивается сопротивление сдвигу, благодаря введению поперечных связей в армирующем материале. Кроме того, возрастает сопротивление расслаивающим нагрузкам (отрыву, скалыванию, торцевому удару). Применение многослойных тканей позволяет также упростить технологию изготовления крупногабаритных стеклопластиковых изделий, снизить трудоемкость их изготовления. Все требуемые свойства многослойных тканей обеспечиваются применением различных составов стекол, а также параметрами строения многослойных тканей: базовым переплетением, плотностью нитей по основе и утку, глубиной перевязки слоев, линейной плотностью нитей основы и утка, величиной крутки нитей [34—37].
Особенностью многослойных тканей типа МТБС (смотри рисунок 2.6-1) является то, что армирующие нити утка остаются практически прямыми, что способствует значительному увеличению прочности стеклопластика при растяжении, сжатии и изгибе в направлении утка по сравнению с такими же характеристиками в направлении основы. Прочность и жесткость стеклопластика при растяжении в направлении основы за счет искривления нитей несколько уменьшаются [35, 36]. Особенностью многослойных тканей этого типа является то обстоятельство, что пространственное расположение нитей основы дает возможность при небольшом снижении модуля упругости в этом направлении (на 10-12 %) увеличить модуль межслойного сдвига [32]. Для создания многослойных тканей, равнопрочных в направлении основы и утка, плотность ткани по основе должна быть выше, чем плотность ткани по утку. Например, у ткани МТБС-6,0 плотность нитей основы составляет - 540 н/дм, а нитей утка - 350 н/дм. Увеличение слойности ткани при переходе от трехслойной ткани МТБС-2,5 к пятислойной МТБС-5,2 и далее к десятислойной МТБС-9,5 способствует увеличению жесткости системы, в связи с чем относительная деформация ткани МТБС-9,5 значительно снижается.
Разработана также ткань марки ИТМ, структура которой позволяет создавать практически равнопрочные по основе и утку стеклопластики, так как нити основы и утка остаются в ней практически прямолинейными, а связь слоев осуществляется третьей системой нитей (перевязочной) по всей толщине ткани [37].

Рисунок 3 - Схема переплетения нитей в многослойных тканях:
а - четырехслойная типа МТБС; б - шестислойная типа МТБС; в - семислойная типа МТБС; г - ткань типа ИТМ; о - Уток (прямые нити)
Такое расположение нитей позволяет заметно увеличить прочность ткани и композитов на ее основе. В тканях ИТМ использованы комплексные нити 430 текс с величиной крутки 50 кр./м, перевязочные нити 136 текс с величиной крутки 100 кр./м. Удельные разрушающие нагрузки тканей типа ИТМ выше, чем тканей типа МТБС: по основе в 2 раза, а по утку - в 1,5 раза (смотри таблицу 11.). Разработаны также многослойные ткани оригинального переплетения на основе волокон из кремнеземного, кварцевого стекла и стекла с пониженной диэлектрической проницаемостью марок НД и Д-4,5 (смотри таблицу 12).
Таблица 11 - Марки и характеристики многослойных тканей из бесщелочного стекла
Марка ткани |
Толщина ткани под нагрузкой 1 кГс/см2, мм |
Масса 1 м2, кг |
Число слоев в ткани |
Плотность ткани, число нитей/10 см |
Разрывная нагрузка, кН |
||
по основе |
по утку |
по основе |
по утку |
||||
Тип МТБС |
|||||||
1,25 |
1.2 |
1,25 |
2 |
600 |
420 |
6,86 |
4,90 |
1,8 |
1,7 |
1,85 |
2 |
480 |
240 |
6,50 |
8,00 |
2,1 |
2,0 |
2,1 |
2 |
480 |
350 |
9,80 |
7,84 |
2,5 |
2,4 |
2,6 |
3 |
720 |
400 |
8,00 |
9,50 |
2,85 |
2.5 |
2,85 |
6 |
300 |
240 |
16,0 |
13,0 |
4,35 |
3,9 |
4,35 |
5 |
360 |
250 |
10,9 |
12,7 |
5,2 |
4,8 |
5,2 |
5 |
280 |
220 |
16,0 |
20,0 |
6,0 |
5,5 |
6,0 |
7 |
540 |
350 |
20,0 |
20,0 |
Тип ИТМ - |
|||||||
2,85 |
2,7 |
2,85 |
6 |
30 |
24 |
16,0 |
13,0 |
5,8 |
5,6 |
5,8 |
1 |
49,5 |
44 |
32,2 |
32,4 |
Таблица 12 - Марки и характеристики кремнеземных и кварцевых многослойных тканей.
Марка ткани |
Толщина ткани под нагрузкой 1 кГс/см2, мм |
Масса 1 м2, кг |
Число слоев в ткани |
Плотность ткани, число нитей/10 см |
Разрывная нагрузка по основе, кН |
||
по основе |
по утку |
||||||
в ткани |
в наружном слое |
||||||
Кремнеземная MKT |
|||||||
2,5 |
2.4 |
2,5 |
5 |
360 |
275 |
55 |
5,39 |
3,0 |
2,9 |
3,0 |
4 |
240 |
280 |
40 |
6,86 |
4,2 |
4,0 |
4,1 |
7 |
600 |
420 |
60 |
10,8 |
5,0 |
4,8 |
5,0 |
7 |
480 |
357 |
|
11,0 |
5,25 |
5,0 |
5,15 |
7 |
480 |
357 |
51 |
10,8 |
Кварцевая MKTB |
|||||||
5,1 |
4,9 |
5,1 |
7 |
480 |
308 |
44 |
5,10 |
При изготовлении РПИ из многослойных тканей большое значение имеет пористость стеклонаполнителя, определяющая его способность пропитываться, а также деформироваться (уплотняться) под воздействием сжимающих нагрузок.
1.3 Свойства связующих.
В настоящее время наибольшее применение при изготовлении РПИ нашли эпоксидные, фенолоальдегидные, кремнийорганические, полиимидные, полиэфирные связующие, а в некоторых случаях, фторопласт и связующие на основе термореактивных полибутадиеновых смол. Ниже рассматриваются основные свойства связующих, наиболее часто используемых для изготовления РПИ.
1.3.1 Связующие на основе эпоксидных смол
Связующие на основе эпоксидных смол занимают одно из ведущих мест в производстве изделий радиотехнического назначения. Эпоксидные полимеры имеют хорошие механические и диэлектрические свойства при нормальных условиях и сохраняют указанные свойства достаточно стабильными в широком интервале температур, в условиях повышенной влажности и воздействия других климатических факторов. Эпоксидные смолы отличаются хорошей адгезией к стеклу, высокой когезионной прочностью, малой усадкой при отверждении, способностью отверждаться практически без выделения побочных продуктов.
Эпоксидные связующие являются сложными композициями, содержащими, помимо основного компонента (эпоксидная смола), также отвердитель, ускоритель и модифицирующие добавки, придающие связующему необходимые технологические и эксплуатационные свойства.
1.3.2 Эпоксидные смолы
Эпоксидные смолы представляют собой мономеры или олигомеры, содержащие две или более эпоксидных (оксиэтиленовых) групп.
Эпоксидные группы легко вступают в различные реакции присоединения со многими веществами. В присутствии отвердителей эпоксидные олигомеры переходят в полимеры с пространственным строением, т. е. с сетчатой структурой.
В настоящее время в опытном и промышленном масштабе отечественной промышленностью выпускается несколько десятков видов эпоксидных смол [38-41].
Наиболее широко используются диановые смолы, ввиду доступности сырьевой базы и меньшей токсичности среди соединений этого класса. Общая формула диановых смол:

Смолы этого типа разделяют на три группы:
жидкие, n ≤2 (смолы марок ЭД-24, ЭД-22, ЭД-20);
низкоплавкие, n = 2-4 (ЭД-16, ЭД-14, ЭД-40);
высокоплавкие, n > 4 (ЭД-10, ЭД-8, Э-44, ЭД-6 и др.).
Доля эпоксидных групп в смолах первой группы изменяется от 20 до 24 % (масс.). Динамическая вязкость при 25 °С - от 8 до 25 Па-с. Смолы этой группы обладают высокой реакционной способностью, но в отвержденном состоянии характеризуются хрупкостью. В связи с этим при приготовлении связующих на основе этих смол необходима их модификация.
Количество эпоксидных групп в смолах второй группы изменяется от 13 до 20 %. Эти смолы обладают повышенной вязкостью по сравнению со смолами первой группы. Вязкость при 50 °С изменяется от 5 до 50 Пас. Полимеры на их основе обладают пониженной хрупкостью, но меньшей теплостойкостью по сравнению с эпоксидными смолами первой группы.
Смолы третьей группы - это твердые продукты, размягчающиеся при температуре 50 - 100 °С. Эпоксидное число изменяется в пределах от 2 до 10 %. Они в основном используются для модификации смол первой и второй группы.
Необходимо отметить, что кроме реакционноспособных эпоксидных групп диановые смолы имеют в своей структуре гидроксильные группы. Наличие двух функциональных групп позволяет производить их отверждение органическими соединениями различных классов. При использовании различных отвердителей, модификаторов и применении диановых смол с различной длинной молекулярной цепи можно изменять в широких пределах физико-механические свойства получаемых полимеров: от резиноподобных материалов до жестких, высокопрочных и высокомодульных, сохраняющих свои прочностные и диэлектрические свойства в условиях длительного воздействия температуры - вплоть до 120 °С.
Промышленностью производятся также смолы аналогичные диановым, в молекулы которых введен галоген [марки ЭДБ-8, ЭТБ-К (УП-631), ЭТБНК]. Отвержденные полимеры на их основе имеют пониженную горючесть.
С целью повышения теплостойкости, прочности эпоксидных связующих, по сравнению со свойствами связующих на основе диановых смол, разработан и выпускается целый ряд смол с повышенной удельной функциональностью, т.е. с повышенным содержанием реакционно способных групп в молекуле, за счет увеличения количества эпоксидных групп в молекуле смолы и уменьшения расстояния между ними. В результате отверждения высокофункциональных смол получают полимеры с повышенной плотностью поперечных сшивок. Диэлектрические свойства смол с повышенной удельной функциональностью находятся на уровне аналогичных показателей полимеров на основе диановых смол. Отметим, что указанные смолы отверждаются всеми известными типами отвердителей эпоксидных смол.
Таблица 13 - Свойства полимеров на основе диановой смолы ЭД-20 и смол с повышенной удельной функциональностью, отвержденной метафенилендиамином.
Наименование показателя |
Марка смолы |
|||||||
ЭД-20 |
УП-610РАФ |
ЭХД |
ЭТФ |
ЭА |
ЭН-6, УП-643 |
УП-637 |
ЭЦ |
|
Разрушающее напряжение, МПа: - при изгибе, |
100 |
84 |
|
75 |
90 |
60 |
150 |
70 |
- при сжатии |
130 |
250 |
280 |
150 |
170 |
120 |
160 |
180 |
• при растяжении |
83 |
97 |
79 |
70 * |
|
|
120 |
70 |
Относит, удлинение. % |
1,5 |
3,0 |
2.5 |
|
1.5 |
1.5 |
5 |
_ |
Модуль упругости при растяжении. ГПа |
2.6 |
4.0 |
4,0 |
|
|
|
4,* |
|
Теплостойкость по Мартенсу, °С |
140 |
190 |
190 |
220 |
120 |
170 |
120 |
200 |
1.3.1 Реакционно-способные разбавители эпоксидных смол
Для обеспечения качественной пропитки наполнителя при изготовлении композиционных материалов следует использовать связующие с пониженной вязкостью. Для снижения вязкости эпоксидных смол в последние можно вводить разбавители, как пассивные (нереакционноспособные), так и активные (реакционноспособные).
Применение нереакционноспособных разбавителей, таких как дибутилфталат, хлорированные фенолы и т.п., для изделий ответственного назначения нецелесообразно, так как их применение приводит к снижению механических показателей и химической стойкости отвержденных полимеров. Поэтому чаще применяют ди- и моноэпоксидные соединения, относящиеся к классу реакционноспособных разбавителей (соединения, содержащие эпоксидные группы). Следует отметить, что активные разбавители одновременно используют и в качестве модификаторов для повышения эластичности связующих, а иногда добавляют в целях увеличения времени жизни и уменьшения экзотермического эффекта реакции при отверждении связующих.
1.3.4 Отвердители эпоксидных смол
Отверждение эпоксидных смол - это переход смолы в неплавкое нерастворимое состояние, т.е. процесс образования трёхмерного полимера, в котором участвуют функциональные группы смолы, а также функциональные группы отвердителя. Отвердители определяют температурновременные условия отверждения эпоксидной композиции. Структура и реакционная способность отвердителя также оказывает значительное влияние на конечные свойства полимера.
Отвердители условно делят на отвердители «сшивающего» действия и катализаторы процесса отверждения.
Отвердители «сшивающего» действия - это ди- или полифункциональные соединения, способные вступать в реакцию полимеризации с функциональными группами эпоксидных смол. В качестве «сшивающих» отвердителей могут использоваться соединения, содержащие первичные и вторичные амины, гидроксильные, ангидридные, амидные, изоцианатные и другие группы.
Катализаторы процесса отверждения - это соединения, которые в определенных условиях ускоряют реакцию сополимеризации эпоксидных и гидроксильных групп эпоксидной смолы. К ним в основном относятся третичные амины, кислоты Льюиса и т.п.
Для проведения полной сшивки эпоксидной смолы теоретическое соотношение количества функциональных групп в отвердителях сшивающего типа и эпоксидных групп должно быть равно 1:1. Это отношение называют стехиометрическим, а соответствующее количество отвердителя рассчитывают по формуле:
 (2)
(2)
где Э - содержание эпоксидных групп в смоле, % (масс.); Мот - молекулярная масса отвердителя; N - число функциональных групп в молекуле отвердителя, эквивалентных эпоксидной группе; Мх~ 43 - молекулярная масса эпоксидной группы
Необходимо отметить, что реальное необходимое количество «сшивающего» отвердителя обычно несколько отличается от теоретического и уточняется опытным путём, исходя из требуемых технологических и эксплуатационных характеристик эпоксидных композиций. Обычно эта цифра изменяется от 60 до 150 % от теоретического в зависимости от природы отвердителя.
Оптимальную концентрацию отвердителей каталитического действия определяют экспериментальным путем, обычно она составляет 2-10 масс.ч. на 100 масс.ч. смолы. Критерием оптимизации при этом служит получение материала с лучшими свойствами.
К наиболее важной группе отвердителей относятся отвердители аминного типа. В мировой практике до 85 % эпоксидных смол отверждается аминными отвердителями различной структуры [43]. Первичные и вторичные ди- и полиамины делятся на алифатические амины - отвердители «холодного» отверждения (отверждение проходит при комнатной температуре) и ароматические амины - отвердители «горячего» отверждения (отверждение проходит при повышенной температуре).
Первичные ди- и полиамины - алифатические и ароматические, относятся к отвердитилям «сшивающего» типа. Они имеют реакционноспособные группы (первичные амины) на обоих концах молекулы. Указанные группы вступают в реакцию с эпоксидными группами эпоксидных смол. Это позволяет образовывать сшивки между молекулами эпоксидной смолы через «мостики» молекул отвердителя [44]. Следует отметить, что при отверждении эпоксидных смол по данному механизму в отвержденной структуре полимера появляются полярные ОН-группы, в связи с чем электроизоляционные свойства полимеров несколько ухудшаются.
Третичные амины относятся к катализаторам процесса отверждения эпоксидных смол. В этом случае отвердители способствуют соединению эпоксидных смол между собой через «раскрывающиеся» эпоксидные группы. В результате гомополимеризации эпоксидной смолы образуется полимер, чрезвычайно стойкий к воздействию большинства кислот, щелочей и влаги.
1.3.5 Составы и свойства эпоксидных связующих для изготовления РПИ из стеклопластика.
На основании анализа довольно широкого ассортимента эпоксидных смол, отвердителей и модификаторов, приведенных в данной главе, можно сделать вывод о том, что выпускаемая отечественной промышленностью широкая гамма указанных материалов позволяет эффективно решать многие задачи создания эпоксидных связующих, а следовательно, композиционных материалов на их основе.
Вместе с тем, следует особо подчеркнуть, что требования, выдвигаемые к связующим, предназначенным для изготовления РПИ, наряду с «классическими» требованиями, такими, как высокие прочностные характеристики, приемлемая цена, минимальная токсичность, стойкость к климатическим воздействиям и др., содержат некоторые специфические моменты, присущие именно материалам радиотехнического назначения. К таким специфическим требованиям можно отнести, прежде всего, требование к стабильности диэлектрических характеристик.
Диэлектрические характеристики полимеров, как известно, претерпевают изменения во времени, особенно под воздействием внешних атмосферных факторов, из которых следует выделить, прежде всего, температурно-влажностные условия. Поэтому для изделий, эксплуатирующихся в условиях повышенной влажности и особенно прямого контакта с водой, очень остро встает вопрос о минимальной пористости и максимальной влагостойкости материала. Насыщение материала влагой ведет к изменению диэлектрических характеристики, как следствие, к потере его основного функционального свойства - радиопрозрачности.
Определенные ограничения в выборе связующего связаны с технологическими особенностями процесса изготовления РПИ, габаритами (масса) изделий. Так, например, в случае изготовления РПИ методом инжекции связующее должно иметь, по возможности, минимальную вязкость, обеспечивающую качественную пропитку стеклоармирующего материала, повышенную жизнеспособность, особенно при изготовлении крупногабаритных изделий. Если же изделие изготавливают методом контактного формования, то чрезмерно низкая вязкость связующего нежелательна, поскольку может приводить к стеканию связующего с вертикальных участков изделия (со стеклоткани). При изготовлении изделий с небольшой толщиной стенки в ряде случаев допустимо использовать связующее с высокой скоростью отверждения в целях обеспечения максимальной производительности оборудования. Если же стенки изделия имеют повышенную толщину, то следует учитывать экзотермичность процесса отверждения, которая в этом случае может приводить к внутреннему саморазогреву, большому градиенту температуры по толщине в процессе отверждения, возникновению больших механических напряжений.
В таблице 14 представлены основные свойства отвержденных связующих, разработанных для изготовления методом пропитки под давлением РПИ, работающих в нормальных условиях, а также в условиях повышенной влажности и прямого контакта с водой.
Таблица 14 - Свойства отвержденного связующего СПЭ-24
Наименование показателя |
Величина |
Теплостойкость по Мартенсу, °С |
95 |
Разрушающее напряжение, МПа: |
|
при изгибе |
140 |
при сжатии |
100 |
при растяжении |
86 |
Модуль упругости при растяжении, ГПа |
3,3 |
Относительное удлинение, % |
4,5 |
Водопоглощение, % (масс.): |
|
24 ч при 20 °С |
0,1 |
кипячение 2 ч |
0,5 |
Высокий модуль упругости при растяжении (5,5 МПа) и высокие прочностные показатели (ар = 110 МПа и асж - 140 МПа) имеют полимеры на основе эпоксирезорциновых смол, отвержденных ароматическими аминами. Применение низковязкой смолы УП-652 и использование ароматического амина марки Диамет X позволяют получить связующее для реализации метода инжекции, отвечающее технологическим требованиям.
1.3.6 Связующие на основе ненасыщенных полиэфирных смол.
Применение ненасыщенных полиэфирных смол в производстве изделий из стеклопластиков в нашей стране и за рубежом связано с их небольшой стоимостью и хорошими технологическими свойствами - они отверждаются при низких давлениях и температурах. Ограниченное же применение этих связующих при производстве радиопрозрачных изделий объясняется, в основном, недостаточной прочностью, невысокой стабильностью свойств, особенно радиотехнических при воздействии солнечной радиации, высоких температур, влажной атмосферы и воды.
В производстве РПИ чаще используют связующие на основе полиэфирмалеинатов. В качестве «сшивающего» мономера, сополимеризующегося с полиэфирной составляющей связующих, чаще всего используют стирол, который обладает высокой летучестью и повышенной токсичностью. Значительно менее токсичным «сшивающим» агентом является диметакрилат триэтиленгликоля (ТГМ-3).
В состав связующего на основе полиэфирных смол входят инициаторы (органические перекиси) и ускорители - чаще всего нафтенаты кобальта НК-1 и НК-2, содержащие, соответственно, 0,6-0,8 % (масс.) и 1,7-1,8 % Со2+. Для отверждения наиболее распространенной смолы марки ПН-1 при комнатной температуре используют следующие рецептуры (смотри таблицу 15).
Таблица 15 - Рецептуры отверждающих систем смолы ПН-1.
Наименование компонента, содержание (в масс.ч) на 100 масс.ч. связующего |
|
Инициатор |
Ускоритель* |
Гидроперекись кумола (ГПК); 3,0 |
НК-1; 8,0 |
Перекись метилэтилкетона (ПМЭК); 1,5 |
НК-1; 1,0 |
Перекись циклогексанона; 2,0 |
НК-1; 8,0 |
* При использовании в качестве ускорителя НК-2 его количество уменьшается примерно в два раза по отношению к НК-1.
В случае горячего доотверждения смолы ПН-1 (после контактного формования) лучшие результаты достигаются при использовании несколько измененной рецептуры: 0,5 % (масс.) ПМЭК + (1-2) % НК-1. Для горячего отверждения можно рекомендовать связующее, содержащее 3 % (масс.) ГПК + 4 % НК-1 или 0,5 % ПМЭК + 2 % НК-1.
При использовании связующих на основе смолы ПН-609-21 (на практике используются в основном связующие холодного отверждения) применяют рецептуры [42], приведенные в таблице 16.
Таблица 16 - Рецептуры связующих на основе смолы ПН-609-21.
Наименование |
Рецептура, % (масс.) |
||
I |
II |
III |
|
Смола Н ПС-609-21 М (вид Б) |
86 |
87 |
90 |
ГПК |
4 |
5 |
4 |
НК-1 |
10 |
— |
- |
НК-2 |
- |
8 |
5 |
Тиокол жидкий марки 1 |
— |
— |
1 |
Время жизни приготовленных связующих, при комнатной температуре, ограничено. Кроме исходной вязкости и времени гелеобразования основными показателями, определяющими технологические свойства связующих, являются максимальная температура саморазогрева композиции и время достижения максимума экзотермы, которые зависят как от концентрации инициатора и ускорителя, так и от начальной температуры композиции [45,46].
В производстве РПИ находят применение также и связующие на основе олигоэфиракрилатов [47,48], которые можно использовать в виде сополимеров с полиэфирмалеинатами или в качестве самостоятельных продуктов [38,48.49]. Олигоэфиракрилаты имеют ряд преимуществ: легкую совместимость с другими полимерами, пониженную токсичность [16].
Из указанного класса полиэфирных смол следует отметить МГФ-9, ТМНФ-11, ТГМ-3 и связующие на основе этих смол - МГФ-9, 39-ЭБС, 911-МС. Однако эти смолы имеют более длительный цикл отверждения. Связующее МГФ-9-39-ЭБС представляет собой композицию, состоящую из продуктов ТГМ-3, МГФ-9 и раствора полимера [20-25 % (масс.)] в стироле. В качестве инициатора процесса полимеризации в этом случае применяют перекись бензола, которая вводится в композицию связующего в виде раствора в стироле. Основными компонентами связующего 911-МС являются продукты МГФ-9, ТМГФ-11 и стирол, служащий, как и при изготовлении связующего 39-ЭБС, растворителем перекиси бензола.
1.3.7 Связующие на основе полиимидных смол.
Для создания РПИ, работающих в условиях высоких температур, часто используют связующие на основе полиимидов, содержащих в основной или боковой цепи макромолекулы циклическую имидную группу [50-53]. Выпускаются термопластичные и термореактивные полиимидные связующие, которые различаются по исходному химическому составу и строению полимера, образующегося после отверждения (смотри таблицу 17).
Таблица 17 - Марки полиимидных связующих.
Марка связующего |
Растворитель |
Концентрация, % (масс.) |
Структура отвержденного полимера |
СП-1 |
Диметилформамид |
15-18 |
Линейная |
СП-3 |
Диметилформамид |
15-18 |
Линейная |
СП-6 |
Бутиловый спирт + метилпирролидон |
50-60 |
Линейная |
СП-95 |
Этиловый спирт + метилпирролидон |
40-45 |
Сетчатая |
СП-97 |
Этиловый спирт + метилпирролидон |
60-75 |
Сетчатая |
ПАИ-1 |
Метилпирролидон |
20-30 |
Линейная |
Полиимидные связующие, используемые в производстве стеклопластиков представляют собой, чаще всего, растворы полимеров в растворителях аминного типа (диметилформамид, диметилацетамид, N-метил-пирролидон) или в их смесях с органическими растворителями, например, в алифатических спиртах [54,55]. Получены также полиимидные связующие в виде раствора в ацетоне.
Связующие СП-1 и СП-3 - это полиимидокислоты, которые характеризуются высокой молекулярной массой и малой стабильностью при хранении. Связующие СП-6, СП-95, СП-97 - это низкомолекулярные полиимидообразующие продукты, отверждающиеся с выделением летучих. Полиимиды марок СП-95 и СП-97 отличаются высокой вязкостью растворов. Одними из наиболее приемлемых способов получения полиимидных стеклопластиков и изделий из них являются пневмовакуумные методы формования, при которых облегчается удаление летучих компонентов и стеклопластики получаются с меньшей пористостью.
Для получения высокопрочных стеклопластиков и изделий радиотехнического назначения может быть рекомендовано полиимидное связующее марки ПАИ-1, обладающее улучшенными технологическими свойствами. Формование изделий на основе этого связующего протекает без выделения летучих, что позволяет изготавливать стеклопластики с низкой пористостью.
Полиимиды имеют хорошие физико-механические свойства, которые не изменяются в течение длительного времени в широком температурном интервале (от -200 до +300 °С), они устойчивы к действию -лучей, быстрых электронов и нейтронов, обладают высокой стойкостью к действию кислорода воздуха и озона.
1.3.8 Связующие на основе фторопластов.
Фторопласты относятся к линейным полимерам и обладают комплексом превосходных диэлектрических и теплофизических свойств, а также высокой химстойкостью, атмосферостойкостью. Гидрофобность и широкий диапазон рабочих температур (от -270 до +250 °С) этого материала обеспечивают долговременную службу изделий. Однако прочностные свойства фторопластов хуже свойств выше перечисленных связующих (смотри таблицу 18).
Стеклопластики на основе фторопласта в качестве связующего широко используются при изготовлении РПИ мощных излучающих антенн с плотностью потока 100 кВт/м2 и более. Эти материалы обладают очень низкими значениями тангенса угла диэлектрических потерь, что предотвращает разогрев материала под воздействием электромагнитного потока высокой мощности.
Таблица 18 - Основные характеристики фторопластов Ф-4, Ф-4Д, Ф-4МБ.
Наименование показателя |
Значение показателя |
Плотность, кг/м3 |
2200 |
Разрушающее напряжение, МПа: |
|
- при растяжении |
14-35 |
- при сжатии |
10-15 |
Водопоглощение за 24 ч, % (масс.) |
0 |
Температурный коэффициент линейного расширения, 1/град |
(1-2)-1(Н) |
Для получения стеклопластиков на основе фторопластов методом контактно-термической сварки (при температуре 300 °С), а также для сварки отдельных фрагментов используется, чаще всего, фторопластовая пленка типа Ф-4МБ, которая является сополимером тетрафторэтилена с гексафторпропиленом фторированным этилен- пропиленом.
1.3.9 Диэлектрические свойства связующих.
Наиболее сильное влияние на диэлектрические характеристики полимеров оказывает характер функциональных групп в отвержденном связующем. Если в боковых цепях полимера содержатся различные полярные (дипольные) группы, способные ориентироваться в электрическом поле независимо друг от друга и имеющие разные времена релаксации, то диэлектрические характеристики будут зависеть не только от состава, но и от частоты электромагнитного поля. При этом на частотной зависимости tgδ могут наблюдаться несколько экстремумов дипольно-групповых потерь.
Значения е также могут иметь области локальных максимумов и минимумов [56,57]. При этом в целом, с увеличением частоты ЭМВ диэлектрическая проницаемость полимеров уменьшается, а тангенс угла диэлектрических потерь увеличивается.
При увеличении температуры диэлектрическая проницаемость полимеров возрастает, а зависимость тангенса угла диэлектрических потерь от температуры носит экстремальный характер (смотри таблицу 19). Положение экстремумов значений tgδ на оси температур зависит от природы олигомера, отвердителя, режима отверждения и частоты электромагнитного поля.
Таблица 19 - Зависимость диэлектрических свойств эпоксидной диановой смолы, отвержденной ДЭТА, от температуры и частоты [39]
Свойства |
Частота, Гц |
|||||
102 |
Ю3 |
104 |
105 |
106 |
107 |
|
Диэлектрическая проницаемость при температуре |
||||||
-40 ч: |
3,4 |
3,3 |
3,3 |
3,3 |
3,2 |
3,1 |
-20 °С |
3,8 |
3,8 |
3,7 |
3,7 |
3,6 |
3,4 |
+20 °С |
4,1 |
4,2 |
4,2 |
4,1 |
4,2 |
4,1 |
+60 °С |
4,3 |
4,4 |
4,6 |
4,6 |
4,5 |
4,4 |
+100 °С |
4,5 |
4,6 |
4,7 |
4.8 |
4.9 |
5.0 |
Тангенс угла диэлектрических потерь при температуре |
||||||
-40 °С |
0,022 |
0,020 |
0,020 |
0,018 |
0,017 |
0,017 |
-20 °С |
0,030 |
0,050 |
0,050 |
0,070 |
0,090 |
0,100 |
+20 °С |
0,009 |
0,040 |
0,018 |
0,080 |
0,100 |
0,130 |
+60 °С |
0,015 |
0,010 |
0,060 |
0,075 |
0,110 |
0,150 |
+100 °С |
0,018 |
0,017 |
0,030 |
0,060 |
0,120 |
0,200 |
Это явление связано, в первую очередь, с изменением физического состояния полимера при его переходе через температуру стеклования Тш. При температуре ниже Тш полимер находится в твердом стеклообразном состоянии и его диэлектрические потери определяются подвижностью полярных радикалов (так называемые дипольно-радикальные потери). При температурах выше Тст полимер переходит в высоко эластическое состояние и диэлектрические потери возрастают за счет увеличения подвижности полярных групп вместе с участками основной цепи макромолекулы (так называемые дипольно-эластические потери).
Диэлектрические свойства отвержденных эпоксидных связующих зависят также и от количества добавок (модификаторов).
С увеличением густоты связей полимерной сетки, уменьшением количества не прореагировавших свободных полярных групп, как отвердителя, так и олигомера диэлектрические характеристики улучшаются. В свою очередь густота связей полимерной сетки определяется не только химической природой полимера, но и различными технологическими факторами, которые оказывают влияние на уровень полимеризации (степень отверждения). Так, например, у эпоксидного полимера значения е и tgδ тем ниже, чем выше степень отверждения [58-60].
При использовании эпоксидных полимеров наилучшие диэлектрические характеристики наблюдаются, чаще всего, при соотношении количеств олигомера и отвердителя, близком к стехиометрическому. В работе [60] приводятся экспериментальные зависимости и эмпирическая формула для определения оптимального количества отвердителя (типа ароматических аминов), необходимого для отверждения эпоксидных смол с различным содержанием эпоксидных групп.
Степень отверждения эпоксидной смолы слабо зависит от молекулярных масс смолы и отвердителя, но сильно зависит от структуры молекул отвердителя. Отвердители с симметричным расположением реакционноспособных групп наиболее активны, а смолы, отвержденные ими, обладают высокой степенью полимеризации и, следовательно лучшими диэлектрическими свойствами. Химическое строение отвердителя оказывает заметное влияние на диэлектрические характеристики отвержденного эпоксидного полимера.
1.4 Свойства облегченных заполнителей, применяемых для изготовления радиопрозрачных изделий многослойной конструкции.
Наиболее часто в качестве облегченных заполнителей используют соты, ячеистые заполнители вафельного типа, желобковые заполнители (гофры), стеклосетчатые заполнители, пенопласты и синтактные пены (смотри рисунок 4).

Рисунок 4.- Типы трехслойных радиопрозрачных стенок из стеклопластиков с легкими заполнителями:
А - с сотовым заполнителем; Б - с ячеистым заполнителем вафельного типа; В - со стеклосетчатым заполнителем; Г - с наклонными перегородками; Д- с вертикальными перегородками; Е- с пенопластовым заполнителем или синтактной пеной; Ж - с наклонными и вертикальными перегородками, образующими каналы, заполненные пенопластом. 1 - наружные обшивки; 2 - клеевая прослойка; 3 - формованный заполнитель; 4 - пенопласт или синтактная пена.
1.4.1 Свойства пенопластовых заполнителей
Исторически первыми материалами, используемыми в качестве заполнителей с малой плотностью и низкими значениями диэлектрических характеристик (ε и tgδ), явились пенопласты (смотри рисунок 5). Пенопласты могут изготавливаться на основе термопластичных материалов (полистирол, поливинилхлорид, полиэтилен) и термореактивных материалов (полиэфиризоцианатные., фенолоформальдегидные, эпоксидные и кремнийорганические композиции).
В отечественной промышленности наиболее широко применяются два метода получения пенопластов с использованием газообразователей: прессовый метод (метод масштабного формования) и метод беспрессового вспенивания. Прессовым методом изготовляются плиты и изделия из пенопластов на основе полистирола (ПС-1, ПС-2, ПС-4, ПС-18 и др.) и поливинилхлорида (ПХВ-1, ПХВЭ) и др. Беспрессовым методом получают пенопласты типа ФФ на основе фенолоформальдегидных композиций и их сочетания с каучуком (типа ФК), а также на основе кремнийорганических, полиуретановых и эпоксидных композиций [61,62].
КОНУС
Рисунок 5 - Радиопрозрачный обтекатель с пенопластовым заполнителем на основе пенополистирола:
1 - стеклопластиковые обшивки; 2 - крепежный пояс из стеклопластика; 3 - пенопластовый заполнитель.
При вспенивании пенопластов образуются газообразные включения, разделенные тонкими перегородками полимера толщиной 5 - 50 мкм. В зависимости от способа получения и соотношения количества полимера и газообразной фазы структура и характеристики пенопластов изменяются в широких пределах. Прочность и модуль упругости пенопластов заметно растут с увеличением объемной массы. Основные недостатки пенополиотирола - низкая термостабильность и повышенная горючесть. Преимуществом пенополивинилхлоридов перед пенополистиролом является негорючесть, однако их диэлектрические и прочностные свойства значительно хуже, чем у пенополистирола. Пенопласты на основе полиэтилена обладают хорошими диэлектрическими и удовлетворительными механическими свойствами. Наиболее известными марками отечественных пеноподиэтиленов являются ППЭ-2, ФЭП-1. Пенофенопласты являются жесткими газонаполненными материалами со смешанной структурой ячеек. У пенофенопластов марок ФК по мере увеличения содержания каучука предел прочности при сжатии уменьшается, а удельная ударная вязкость возрастает.
Наибольший интерес представляет пенопласт ФК-20. Он выпускается в виде вальцованной пленки либо в виде трубок полуфабриката, из которых получают порошок или гранулы вручную или на специальных машинах. Пенопласты марки ФФ (без каучука) являются наиболее термостойкими материалами из этой серии, они могут длительно эксплуатироваться в воздушной среде при температуре 150 °С, а при отсутствии контакта с кислородом воздуха - при температурах до 200-250 °С. Вместе с тем пенопласты ФФ отличаются большей хрупкостью и малым относительным удлинением.
Структура пенополиуретанов зависит от молекулярного строения исходных изоцианатов и полиэфиров (основных исходных компонентов), а также от количества входящих в композицию гидроксилсодержащих олигомеров, катализаторов, эмульгаторов; Пенопласты на основе полиуретанов обладают высокой атмосферостойкостью, устойчивостью к действию света. Рабочая температура этого материала достигает 250 °С.
Газонаполненные материалы на основе кремнийорганических полимеров характеризуются наиболее высокой теплостойкостью. Некокорые марки способны длительное время сохранять хорошие диэлектрические свойства при температуре 250 °С и кратковременно - при 450 °С. Прочностные характеристики кремнийорганических пенопластов не высоки – σс = 1,4-2,2 МПа (при плотности 250-300 кг/м3), однако при температурах 200-300 °С они имеют преимущества по прочности перед другими пенопластами.
Большое значение для стабильности диэлектрических свойств этих материалов имеет такой показатель, как водопоглощение. Лучшей водостойкостью обладают пенопласта с замкнутой структурой - пеноэпоксид, пёнополиэтилен, пенополистирол, а также и пенополивинилхлорид. С уменьшением плотности пенопласта водопоглощение увеличивается, что обусловлено образованием в таких пенопластах большего количества сквозных пор.
1.4.2 Свойства клееных и формованных ячеистых заполнителей.
К ячеистым клееным и формованным заполнителям относят сотовые заполнители (кроме тканых сотов), заполнители вафельного и желобкового типов. Указанные заполнители в РПИ выполняют роль элемента, создающего относительно прочную связь между внешними обшивками из стеклопластика и обеспечивающего в то же время расчетное расстояние между обшивками для обеспечения необходимой радиопрозрачности. Рассматриваемые конструкции позволяют применять внешние обшивки малой толщины, что очень важно для снижения массы конструкции, и, одновременно, для обеспечения высокой радиопрозрачности.
Наиболее широко используются в радиопрозрачных изделиях заполнители сотового типа - сотопласты [63,64]. Применение сотовых заполнителей позволяет уменьшить массу РПИ и увеличить теплозвукоизоляционные свойства изделий. Сотопласты изготавливают в виде сотовых блоков, которые затем разрезают на панели заданной высоты (толщины)
(Рисунок 6 - ) ФОТО СОТ.
Чаще всего для изготовления сотовых заполнителей используются различные ткани - хлопчатобумажные (бязь), стеклянные, реже - бумага и синтетические материалы (капрон, нейлон) [65-68]. Для получения сотового заполнителя указанные листовые материалы пропитываются связующим [63,64]. Для изготовления хлопчатобумажных сотовых заполнителей используют суровую бязь, для стеклосотопластов - стеклоткани марок ЭЗ-100, ЭЗ-200, Т-10, Т-13. Для пропитки этих материалов чаще всего применяются фенолоформальдегидные и эпоксидные связующие. Типы применяемых заполнителей и смол в заметной степени определяют свойства сотового заполнителя: прочность, диэлектрические характеристики, теплостойкость, влагостойкость.
Ячеистые заполнители типа сотопластов можно получить также из заготовок в виде трубок или профилей прямоугольного и шести угольного сечения, изготовленных из термопластов или из слоистых пластиков методом экструзии.
В многослойных конструкциях применяют сотопласты с различной конфигурацией ячеек. Наиболее широкое распространение получили соты с шестигранной и синусоидальной формой ячейки, так как они являются более технологичными в процессе изготовления и последующего применения. Находят применение и сотопласты с шестигранной ячейкой повышенной прочности и жесткости благодаря усиливающей ленте.
Величину сотовой ячейки в России принято определять по размеру стороны многогранника в миллиметрах. В США, Англии и Франции размеры сотовых ячеек определяют по диаметру вписанной окружности. Геометрическая форма сотовой ячейки и ее размеры определяют объемную массу сотопласта, а также, зависящие от нее, прочностные характеристики, которые, кроме того, во многом зависят и от способов изготовления сотов.
Наиболее часто применяются сотопласты, изготовленные из тонких стеклянных тканей (марки ЭЗ-100), пропитанных фенолофор- мальдегидными и эпоксидными связующими. В связи с тем, что количество связующего в сотовом заполнителе определяет его массу, прочность и диэлектрические характеристики, этот показатель строго регламентируется.
Вследствие своих конструктивных особенностей сотовый заполнитель является анизотропным, т.е. обладает разной прочностью и жесткостью при нагружении в различных направлениях. Лучше всего сотопласт работает на сжатие по оси ячеек.
Таблица 20 - Физико-механические свойства стеклосотопласта ССП-1.
Размер грани ячейки, мм |
Объемная масса, кг/м3 |
Разрушающее напряжение при сжатии, МПа |
|||
при 20 °С |
при 200 °С |
при 250 °С |
при 300 °С |
||
2,5 |
150 |
7,1 |
4,5 |
3,8 |
3,8 |
3,5 |
120 |
4,3 |
3,2 |
2,9 |
2,7 |
4,25 |
110 |
3,4 |
2,7 |
2,6 |
2,4 |
Разработаны также соты из других материалов, получаемые методом «химической сварки» [69,70]. Их свойства также зависят от типов связующих и наполнителей.
Следует отметить, что многослойные конструкции с сотовыми Заполнителями обладают гораздо более высокими физико-механическими характеристиками, чем сами соты.
Широко применяемые соты клееной конструкции не приемлемы Для изделий, длительно работающих при температурах 250-300 °С. Для создания более термостойких и жестких многослойных конструкций наиболее перспективным является цельнотканый сотовый заполнитель, изготовленный без применения клеев и химической сварки, в котором с помощью специальных многослойных тканей, полученных методом объемного ткачества, обеспечивается механическая связь между отдельными гофрами [71. В этом случае стенки ячеек сотов могут иметь большую толщину, чем в клееных сотах - до 0,5 мм. Кроме того, в этом случае возможно использование стеклотканей разреженной структуры, что позволяет снизить массу изделий.
1.5 Изменение свойств стеклопластиков в процессе эксплуатации.
1.5.1 Характеристики внешней среды, воздействующей на изделия из стеклопластиков.
Поведение стеклопластиков в условиях воздействия повышенных температур, солнечной радиации, повышенной влажности и воды, биологических и других факторов определяется в основном свойствами отдельных компонентов стеклопластика (в первую очередь связующих) и, кроме того, характером взаимодействия полимерных соединений, используемых в качестве связующих, с поверхностью армирующего заполнителя. Свойства полимерных материалов под влиянием климатических условий могут претерпевать необратимые и обратимые изменения [72-77], степень которых зависит от времени эксплуатации и от того, в какой зоне земного шара (в каких климатических условиях) эксплуатируются РПИ. Высокая температура и интенсивное ультрафиолетовое облучение служат причиной развития двух процессов в полимерах - разрыва макроцепей (деструкции) и радиационного нагрева. Это приводит к уменьшению молекулярной массы, появлению хрупкости и ухудшению других эксплуатационных свойств [78,79]. Из-за резких суточных перепадов температуры воздуха в полимерах возникают термические напряжения, что способствует растрескиванию материала. Процессу растрескивания способствует также и колебание температуры между плюсовой и минусовой, что приводит к замораживанию или размораживанию влаги, заполняющей поры материала [80].
По существующей в России классификации климат земного шара делится на шесть основных категорий: холодный (X), нормальный умеренный (Н), тропический сухой (ТС), тропический влажный (ТВ), субтропический влажный (СТВ) и высокогорный (В).
Для создания стеклопластиков и РПИ на их основе со стабильными эксплуатационными параметрами необходимо, прежде всего, знать характеристики внешней среды, т. е. совокупность физических и биологических особенностей зоны (смотри таблицу 5.1).
К зоне холодного климата относятся области вечной мерзлоты, тундры и высокогорные районы. Характерной особенностью холодного климата является стабильно низкая температура (ниже -40 °С) в течение длительного периода времени. Наиболее ярким представителем зоны холодного климата в России является, например, северная часть Якутии с резко континентальным климатом.
Таблица 21 - Климатические факторы в различных климатических областях [76,77]
Факторы |
|
Данные по зонам |
|
||
X |
Н |
ТВ |
СТВ |
ТС |
|
Максимальная температура воздуха, °С |
+25 |
+40 |
+40 |
+45 |
+55 |
Минимальная температура воздуха, °С |
-60 |
-30 |
+3 |
-5 |
-10 |
Колебания температуры воздуха за 8 ч, °С |
40 |
15 |
10 |
20 |
40 |
Среднегодовая температура воздуха, °С |
-3,4 |
+13 |
+29 |
+24 |
+38 |
Минимальная относительная влажность воздуха, %
|
59 |
60 |
70 |
65 |
10 |
Максимальная температура нагревания поверхности, °С
|
- |
80 |
100 |
100 |
100 |
Максимальная интенсивность солнечной радиации, кВт/м2 |
- |
0,8 |
1.0 |
1.1 |
1.1 |
Наличие плесневых грибков111 |
|
+ |
+ |
+ |
|
Выпадение росы* |
+ |
+ |
+ |
+ |
+ |
Иней, обледенение* |
+ |
+ |
|
|
|
Тропический климат по существующей классификации подразделяют на сухой и влажный. В зонах с тропическим влажным климатом наблюдается сочетание высокой температуры с высокой относительной влажностью. Для сухого тропического климата характерны высокая температура, низкая влажность и резкие перепады температур. Главными факторами, влияющими на стабильность свойств полимеров в сухом жарком климате, являются высокая температура и сильная солнечная радиация. Умеренный климат занимает промежуточное положение между холодным и тропическим. Для теплого влажного субтропического климата характерна высокая влажность, особенно в период ливневых дождей при сравнительно невысокой температуре (25-35 °С) [77]. Среднесуточная влажность здесь составляет 80-90 %. Это создает благоприятные условия для возникновения грибковой плесени. В России наиболее показательным пунктом с субтропическим климатом является Черноморское побережье Кавказа.
Морской климат, характерный для тропических влажных и субтропических зон, оказывает заметное неблагоприятное воздействие на стеклопластики особенно в случае большой концентрации морского тумана. При этом физико-механические характеристики меняются так же, как и во влажном климате [81], а диэлектрические свойства ухудшаются в большей степени в зависимости от количества и формы сорбированного морского тумана или солевых растворов.
В литературе [78, 82-84] имеются более подробные данные о среднестатистических значениях температуры и относительной влажности атмосферного воздуха для конкретных географических регионов.
Биологическая среда, окружающая РПИ, также может оказывать влияние на надежность его работы, особенно во влажном тропическом климате. Из двух групп микроорганизмов, вызывающих разрушение материалов - плесневых грибков и бактерий - особую опасность представляют плесневые грибки.
Грибковые образования в процессе жизнедеятельности выделяют продукты, которые состоят преимущественно из различного вида кислот, вызывающих разложение органических материалов. Плесневые грибки распространены повсеместно, но наиболее благоприятными условиями для вегетации микроорганизмов являются большая влажность, оптимальная температура, темнота или рассеянный свет без ультрафиолетовых лучей, неподвижная воздушная среда без проветривания [85]. Помимо высокой относительной влажности окружающей среды важным фактором развития грибков является влагосодержание материала, обеспечивающее им питание.
Грибостойкость стеклопластиков оценивается по 6-ти балльной системе (ГОСТ 9.048-75): 0 - при осмотре под микроскопом рост плесневых грибков не виден; 1 - при осмотре под микроскопам видны проросшие споры и незначительно развитый мицелий в виде неветвящихся гиф ; 2 - при осмотре под микроскопом виден рост мицелий в виде ветвящихся гиф, возможно спороношение; 3 - при осмотре невооруженным глазом рост грибков едва виден, но отчетливо виден под микроскопом; 4 - при осмотре невооруженным глазом отчетливо виден рост грибков, покрывающих менее 25 % испытываемой поверхности; 5 - при осмотре невооруженным глазом отчетливо виден рост грибков, покрывающих более 25 % испытываемой поверхности.
К ухудшению характеристик РПИ может привести воздействие на них отдельных климатических факторов. Однако чаще всего имеет место одновременное воздействие нескольких факторов, например, высокой влажности воздуха, солнечной радиации, поражение плесневыми грибками и т.д. Наиболее существенное влияние на стабильность диэлектрических и механических свойств материалов, из которых изготавливаются РПИ, оказывают температурно-влажностное воздействие среды в сочетании с механическими нагрузками, которые испытывает изделие.
1.5.2 Влагостойкость стеклопластиков.
1.5.2.1 Основные закономерности сорбции и диффузии влаги в стеклопластиках.
Необходимо учитывать, что при эксплуатации изделий материалы всегда, в той или иной мере, насыщаются водой, особенно при размещении изделий на открытом воздухе и тем более при контакте с водой. Влагостойкость - одно из важнейших свойств стеклопластиков радиотехнического назначения, так как этот показатель во многом определяет стабильность прочностных и диэлектрических характеристик и долговечность эксплуатации РПИ. Так, например, присутствие в материале изделия всего лишь нескольких процентов воды может привести к значительному изменению значений е и tgδ и, соответственно, к существенному изменению радиотехнических показателей. Более подробно влияние влаги на диэлектрические характеристики полимерных материалов и композитов рассматривается в последующих разделах.
Влага может проникать вглубь материала через различного рода поры, капилляры, расслоения и другие дефекты структуры. При этом в зависимости от влажности окружающего воздуха, размеров пор (капилляров), величины краевого угла смачивания, характеризующего гидрофильность или гидрофобность рассматриваемого полимера, могут образовываться моно- полимолекулярные поверхностные пленки (за счет адсорбции) и даже полностью заполненные капилляры. Кроме того, учитывая малые размеры молекул воды (2,7 А) по сравнению с размерами внутримолекулярных полостей в полимерах (до 10 А) и особенно межмолекулярных полостей (до 50 А), влага проникает в полимер также в результате диффузии.
1.5.2.2 Пористость полимеров и композитов. Основные методы определения.
Причины образования пор в полимерных материалах весьма разнообразны. Поры могут образовываться в процессе отверждения связующего в результате поликонденсационных процессов с выделением газо(паро)образных продуктов. Появление пор может быть вызвано усадкой связующего в процессе отверждения и образованием в связи с этим микротрещин. Кроме того, микродефекты, способствующие ускорению проникновения воды в материал, могут возникать под воздействием механических и термических напряжений, возникающих в материале. Появление пор в стеклопластике может вызываться также и другими дополнительными факторами: недостаточная смачиваемость поверхности стеклянных волокон связующим, большая усадка связующего (по сравнению с армирующими стекловолокнами) и появление в связи с этим пустот на границе раздела «стекло - связующее».
Природа используемых связующих также оказывает большое влияние на пористость получаемых на их основе стеклопластиков. Стеклопластики, изготовленные с использованием связующих, в состав которых входят инертные растворители, имеют значительную пористость, достигающую 25-30 % (об.). Определенное влияние оказывают технология изготовления изделий, режимы формования. Наименьшую пористость имеют стеклопластиковые изделия, полученные методом пропитки под давлением, наибольшую - методом контактного формования. Прессованные изделия имеют промежуточные значения пористости, причем увеличение давления прессования приводит к снижению пористости.
Для обеспечения стабильности диэлектрических характеристик стеклопластиков необходимо выбирать стеклоармирующий материал, замасливатель и связующее определенного химического состава, а также разрабатывать технологические процессы изготовления РПИ, обеспечивающие минимальную пористость. Эпоксидные связующие позволяют получить стеклопластики с уменьшенной пористостью, особенно в случае использования стеклотканей с «прямыми» замасливателями и изготовления изделий методом пропитки под давлением. Это подтверждается экспериментальными данными по исследованию пористости и водопоглощения стеклопластиков, полученных с применением различных связующих, стеклотканей и технологий изготовления.
В зависимости от механизма появления пор, физико-химических особенностей материала поры могут иметь замкнутую форму, представлять собой сквозные или тупиковые каналы.
Теоретическое (расчетное) прогнозирование пористости материалов с учетом всех перечисленных факторов весьма сложно. Поэтому на практике этот показатель определяют, чаще всего, экспериментальным путем.
 (3)
(3)
Известны различные способы и методы определения пористости материалов: весовой метод, метод ртутной порометрии, метод просасывания воздуха, электронно-микроскопический, рентгеновский, изотопный и другие методы [86].
Самым распространенным методом, позволяющим определить пористость материалов, является весовой метод. В наиболее простом случае общая (суммарная) пористость (ул) исследуемого образца может быть найдена с помощью следующего уравнения:
 (4)
(4)
где V - объем пор в исследуемом образце; V„ - объем образца, вычисленный по его внешним размерам; G - вес образца в воздушной среде; у- удельный вес материала.
Дополнительное взвешивание исследуемого образца в жидкости позволяет классифицировать поры на открытые отк (доступные для заполнения жидкостью) и закрытые з:
 (5)
(5)
 (6)
(6)
где Gж. - вес образца в жидкости; ж- удельный вес жидкости.
Использование весового метода определения пористости предполагает знание действительного удельного веса (плотности) материала. Искомые характеристики индивидуальных компонентов могут быть определены с помощью данных, представленных в соответствующей справочной литературе.
Однако, зачастую плотности компонентов, особенно полимеров, приводятся в справочной литературе с довольно большими допусками. Кроме того, технология изготовления образцов также влияет на плотность материала. В результате это может привести к большим погрешностям при определении значений плотности и, соответственно, величин пористости. В этих случаях следует проводить экспериментальное определение плотности используемых материалов. Метод «двойного» взвешивания (в воздушной среде и в жидкости) образцов материала, подвергнутого предварительному измельчению для исключения влияния замкнутых пор на точность определения, позволяет рассчитать действительную плотность в большинстве случаев с приемлемой точностью.
На практике при взвешивании образцов в жидкости следует обратить внимание на следующее обстоятельство. При погружении образцов в жидкость может происходить в большей или меньшей мере частичное «защемление» (запирание) воздуха в тупиковых и открытых порах, что приводит к сильному искажению результатов измерений.
Для увеличения точности определения плотности материала с открытыми порами или материалов в дисперсном виде может быть рекомендована методика [87], позволяющая существенно повысить точность определения. Указанная методика основана на результатах взвешивания исследуемого материала, помещенного в ампулу, в воздушной среде и в жидкости при различных давлениях (атмосферном и вакууме) с помощью тензометрических весов.
1.5.2.3 Теоретические основы процесса диффузии воды в стеклопластиках.
В общем случае влага, сорбируемая твердым материалом, может быть условно разделена на две составляющие: удерживаемая на поверхности (в том числе и на поверхности капилляров) за счет адсорбции и растворенная в материале по всему объему. Поскольку используемые для изготовления стеклопластиков связующие в большинстве случаев являются гидрофобными, то можно полагать, что доминирующая часть влаги в материале находится в растворенном состоянии. Кроме того, поверхностная влага довольно быстро может быть удалена при нагреве при относительно невысокой температуре, в то время как удаление влаги, растворенной в полимерной матрице, требует значительного времени.
При контакте материала с влажной средой насыщение материала влагой начинается с его поверхностных слоев. Далее влага проникает вглубь материала со скоростью, определяемой коэффициентом диффузии. Процесс насыщения материала влагой завершается при достижении в материале по всему объему содержания воды, равного Ср - равновесной концентрации влаги в материале, зависящей от его свойств и содержания влаги во внешней среде
Ускоренное определение равновесного влагопоглощения Ср при относительной влажности воздуха 98 % может быть проведено также с помощью данных по поглощению влаги в кипящей воде в течение 2 ч по следующему уравнению:
 (7)
(7)
где Ск - влагопоглощение в кипящей воде, % (масс.).
Значения равновесного влагопоглощения можно определить также и с помощью кинетических данных насыщения образцов. В этом случае в целях сокращения времени эксперимент проводится не до полного насыщения образцов.
Как отмечалось выше, скорость проникновения влаги в полимерную матрицу зависит от величины коэффициента диффузии. Коэффициенты диффузии неразрывно связаны с тепловой подвижностью сегментов макромолекул диффузионной среды [88]. В основе молекулярно-кинетического механизма диффузии низкомолекулярных веществ, в частности воды, в полимере лежит предположение о том, что диффузия является результатом последовательных периодических «перескоков» диффундирующих молекул из одного положения равновесия в другое.
Так, например, в соответствии с теорией Френеля коэффициент диффузии Р может быть определен из уравнения:
 (8)
(8)
Где 𝑓- частота колебаний диффундирующих молекул; δ - расстояние между соседними положениями равновесия.
В случае полимеров возможность такого перемещения молекул обычно связывают с наличием в полимерной среде свободного объема, который представляют как совокупность межмолекулярных промежутков. В процессе теплового движения молекул, сегментов молекул, макромолекул эти промежутки (микрополости или «дыры») постоянно исчезают и вновь появляются, их размер и форма непрерывно изменяются. Однако при заданных условиях средняя концентрация «дыр» в единице объема и их среднестатистическое распределение по размерам остаются постоянными [89,90].
Более детальный сведения о механизме и особенностях процесса диффузии в полимерах можно почерпнуть в работе [89].
Теоретический анализ процессов сорбции с учетом свойств компонентов и их объемного содержания в композитах в настоящее время корректно выполнен лишь для простейших модельных систем с изотропными свойствами и для простейших геометрических форм частиц, при условии прочной адгезионной связи между фазами и отсутствия влияния характеристик фаз на структуру и свойства композиции [88, 91]. У стеклопластиков же, особенно при изготовлении их на основе стеклотканей, отчетливо проявляется слоистая структура и, следовательно, ярко выраженная анизотропия свойств. Так, например, эксперимент показывает, что скорость диффузии влаги в стеклопластиках в направлении, параллельном слоям армирующего материала, значительно выше, чем в перпендикуляром направлении. Для таких материалов точность теоретических расчетных уравнений для определения сорбционных характеристик является явно недостаточной, и поэтому на практике чаще всего для определения этих характеристик используют экспериментальные методы, которые базируются на использовании уравнения нестационарной диффузии [92,93].
У РПИ, имеющих, как правило, вид оболочек с небольшой кривизной, можно рассматривать процесс проникновения влаги как однонаправленную диффузию в пластине:
 (9)
(9)
где С - концентрация влаги в материале; г- время; D - коэффициент диффузии; х - координата (по толщине оболочки).
Следует обратить внимание на то, что в случае использования стеклотканей в качестве армирующих наполнителей, располагаемых параллельно поверхности РПИ, коэффициент диффузии D в данном уравнении характеризует скорость перемещения влаги в направлении, перпендикулярном плоскости армирования.
Сорбционные характеристики стеклопластиков зависят не только от их состава, но и от технологических факторов, способа изготовления, времени отверждения, давления прессования и т.д. Коэффициенты диффузии и равновесные влагопоглощения эпоксидных стеклопластиков, изготовленных методом горячего прессования, имеют меньшие значения, чем те же показатели для стеклопластиков, изготовленных намоткой, вакуумным и контактным формованием на тех же связующих [94].
С увеличением давления формования уменьшается содержание пор в стеклопластике, что приводит также к уменьшению его водопоглощения. Так, например, при давлении прессования до 1 МПа пористость эпоксидных стеклопластиков достигает 10 %, а при давлении 2,5 МПа пористость уменьшается до 2,5-3 % [27].
С увеличением времени отверждения прессованных эпоксидных стеклопластиков от 2 до 15 ч их водопоглощение снижается на 15-20 %, что связано, очевидно, с увеличением степени отверждения, уменьшением числа групп в макромолекулах полимера, способных к образованию водородных связей с молекулами воды [95]. Увеличение времени отверждения приводит и к снижению значений коэффициентов диффузии, а увеличение температуры испытания - к их повышению.
Пористость и влагопоглощение стеклотекстолитов, изготовленных на основе связующих БФ-2 и ВФТ, также существенно снижаются с увеличением давления формования. При этом панели, изготовленные формованием на сотах, имеют пористость и влагопоглощение в 1,3-1,5 раза больше, чем такие же панели, отпрессованные на твердой поверхности.
В ряде случаев РПИ работают в условиях непосредственного контакта с водой. В таких условиях значения коэффициентов диффузии зависят от гидростатического давления. Зависимость скорости диффузии воды в стеклопластике от давления довольно сложный характер. С одной стороны, при повышении давления происходит сжатие полимерного материала, и создаются дополнительные препятствия движению диффундирующей влаги. С другой стороны, поверхностные поры материала в большей степени заполняются (принудительно) водой, что приводит к увеличению действительной площади контакта с водой. Это способствует повышению скорости влагопоглощения.
1.5.3 Изменение диэлектрических свойств стеклопластиков под воздействием внешних факторов.
Различные атмосферные факторы в разной степени влияют на диэлектрические характеристики стеклопластиков. В таблице 22 в качестве примера приведены данные об изменении диэлектрических характеристик некоторых материалов в результате воздействия влаги, температуры и солнечной радиации.
Таблица 22 - Влияние атмосферных воздействий на диэлектрические параметры эпоксидных стеклопластиков, изготовленных различными методами (частота 10 ГГц)*
Состав стеклопластика |
|
|
|
|
|
Показатели |
|
|
|
|||||||||||||||||||
|
|
ю л |
при нор |
|
|
после воздействия |
|
|
||||||||||||||||||||
Связующее |
Армирующий материал |
£ л s |
маль ных усло виях |
-50 «С |
+60 оС |
влажность 98%, 240 ч |
солнечная радиация, 300 ч |
|||||||||||||||||||||
|
|
о* о С |
е |
tg 6 |
S |
tg* |
€ |
tg* |
е |
tg 6 |
€ |
tg<? |
||||||||||||||||
СПЭ-15 |
ИТМ-2,85 |
|
4,5 |
0,027 |
4,5 |
0,023 |
4,6 |
0,029 |
4.6 |
0,028 |
- |
- |
||||||||||||||||
СПЭ-24 |
Т-22-80 |
|
3,8 |
0,018 |
3,8 |
0,013 |
4,0 |
0,018 |
3,9 |
0,019 |
3,9 |
0,020 |
||||||||||||||||
СПЭ-24 |
ИТМ-2,85 |
|
3,9 |
0,018 |
3,9 |
0[011 |
3,9 |
0,020 4,0 |
0,020 |
- |
- |
|||||||||||||||||
ЭДТ-10 |
МТБС-5,2 |
|
4,0 |
0,011 4,0 |
0,010 |
4,0 |
0,017 |
4,0 |
0,017 |
4,0 |
0.016 |
|||||||||||||||||
ЭДТ-10 |
ВМ-1 |
|
4,0 |
0,018 |
4,0 |
0,018 |
4,1 |
0,020 |
4,1 |
0,020 |
- |
- |
||||||||||||||||
ЭДТ-10 |
Т-22 |
|
4,1 |
0,019 |
4,0 |
0,019 |
4,2 |
0,019 |
4,1 |
0,020 |
- |
- |
||||||||||||||||
ЭХД |
ВМ-1 |
|
4,1 |
0,019 |
4,1 |
0,019 |
4,3 |
0,021 |
4,3 |
0,024 |
- |
- |
||||||||||||||||
ЭХД |
Т-22 |
|
4,0 0,019 |
4,0 |
0.019 |
4,0 |
0,020 |
4,1 |
0,020 |
- |
- |
|||||||||||||||||
БФ-2+АМ-2 |
Т-13 |
18 |
2,9 |
0,017 |
- |
— |
— |
— |
3,3 |
0,031 |
3.3 |
0,020 |
||||||||||||||||
ЭП-1 |
Т-11 |
6 |
3,6 |
0,021 |
3,4 |
0,015 |
3.7 |
0,026 |
3,8 |
0,038 |
3,6 |
0,020 |
||||||||||||||||
ЭП-1 |
Т-41-76 |
6 |
3,8 |
0,017 |
— |
- |
- |
— |
3,9 |
0,018 |
3.7 |
0,018 |
||||||||||||||||
ЭП-2 |
Т-11 |
10 |
3,8 |
0,020 |
3,7 |
0,014 |
3,8 |
0,021 |
4,4 |
0,039 |
4,0 |
0,020 |
||||||||||||||||
ЭП-2 |
НПУ-0,5-76 |
9 |
3,6 |
0,019 |
3,6 |
0.015 3,8 |
0,021 |
3,7 |
0,024 |
3,7 |
0,020 |
|||||||||||||||||
ЭПР-9 |
НПУ-0,5-76 |
10 |
3,5 |
0,030 |
3,5 |
0,030 |
3.8 |
0,032 |
4,4 |
0,032 |
4,0 |
0,030 |
||||||||||||||||
ЭП-8 |
Т-41-76 |
12 |
3,7 |
0,020 |
|
- |
- |
- |
3.7 |
0,020 |
3,7 |
0,020 |
||||||||||||||||
ЭП-5 |
ВПР-10 |
3 |
4,1 |
0,025 |
4.1 |
0,017 |
4,4 |
0,026 |
4,5 |
0,047 |
4,4 |
0,024 |
||||||||||||||||
ЭП-5 |
НПУ-0,5-76 |
2 |
4,3 |
0,023 |
4 1 |
0,015 |
4,6 |
0,028 |
4,6 |
0,034 |
4,5 |
0,024 |
||||||||||||||||
ЭП-7 |
НПУ-0,5-76 |
2 |
3,7 |
0,026 |
3,8 |
0,023 |
3,9 |
0,026 |
3,9 |
0,026 |
3,8 |
- |
||||||||||||||||
* Влияние атмосферных воздействий определялось в соответствии с ГОСТ РВ 20.39.304-98.
Как видно из таблиц, влияние указанных факторов на диэлектрические характеристик является неравноценным. В последующих разделах влияние перечисленных и некоторых других факторов будет рассмотрено более подробно.
1.5.3.1 Влияние влаги на диэлектрические свойства стеклопластиков.
Вода по своим диэлектрическим характеристикам заметно отличается от стеклопластиков (смотри таблицу 23), и поэтому ее присутствие в композите сильно отражается на значениях и tgδ.
Таблица 23 - Диэлектрические свойства воды в диапазоне частот 106-10* Гц*
Температура воды, °С |
Показатель |
Диэлектрические характеристики при частоте (Гц) |
|||
10* |
107 | |
10е |
109 |
||
-4 (лед) |
|
89,5 |
89,5 |
89,5 |
88,1 |
|
tgδ |
0,00011 |
0,00011 |
0,012 |
0,12 |
10 |
|
83,8 |
83,8 |
83,8 |
83,8 |
|
tgδ |
0,000072 |
0,000072 |
0,00072 |
0,073 |
20 |
|
80,1 |
80,1 |
80,1 |
79,8 |
|
tgδ |
0,000050 |
0,000050 |
0,0050 |
0,055 |
30 |
|
76,6 |
76,6 |
76,6 |
76,4 |
|
tgδ |
0,000039 |
0,00039 |
0,0039 |
0,043 |
* Измерения проведены в Институте радиотехники и электроники АН СССР.
1.5.4 Изменение прочностных свойств стеклопластиков
Влияние эксплуатационных факторов на прочностные свойства Материалов учитывают, чаще всего, с помощью коэффициентов «условий работы» тх [98]:
 (10)
(10)
Где Rх - прочностная характеристика материала при воздействии эксплуатационных факторов, Rо - значение данной характеристики в исходных условиях.
В общем случае, материал подвергается комплексному воздействию эксплуатационных факторов: высокие или низкие температуры, влажность, солнечная радиация, силовые, циклические нагрузки, вибрация, микроорганизмы, пыль и другие факторы в определенном временном интервале. Совместное влияние факторов на длительное сопротивление разрушению материалов иногда приближенно оценивают с помощью комплексного коэффициента условий работы тк [98-101]:
 (11)
(11)
Численные значения коэффициентов условий работы определяют экспериментально на образцах материалов, имитируя соответствующим образом условия эксплуатации. Разработаны также расчетные и расчетно-экспериментальные методы определения изменения прочностных характеристик стеклопластиков во времени, которые рассматриваются ниже.
5.4.1 Влияние атмосферных факторов на механические характеристики стеклопластиков.
Под длительным воздействием атмосферных факторов стеклопластики стареют, происходит растрескивание и шелушение связующего наружного слоя, стеклянное волокно выступает на поверхность изделия, материал расслаивается, ухудшаются (его физикомеханические свойства. Кратковременные воздействия влияют в значительно меньшей степени (смотри таблицу 24, 25).
Таблица 24 - Свойства эпоксидных стеклопластиков после воздействия климатических факторов.
|
Состав стеклопластика |
Исходное значение |
Температура |
Солнечная радиация в течение 5 сут.* |
Влажность Ф= 98 % цри 40 °С в течение 5 сут. |
|
-50 °С в течение 2ч |
+65 °С в течение 6 ч |
|||||
Предел прочности при изгибе,МПа |
ЭДТ-10 + МТБС-6 |
440 |
460 |
410 |
425 |
395 |
СПЭ-14 + Т-22-80 |
610 |
682 |
595 |
600 |
535 |
|
СПЭ-24 + Т-22-80 |
680 |
650 |
615 |
610 |
640 |
|
Модуль упругости при изгибе,ГПа |
ЭДТ-10 + МТБС-6 |
20,0 |
17,0 |
16,6 |
18,2 |
18,0 |
СПЭ-14 + Т-22-80 |
22,0 |
19,8 |
21,1 |
19,6 |
20,0 |
|
СПЭ-24+ Т-22-80 |
22,0 |
18,0 |
18,7 |
19,8 |
21,0 |
|
* Интегральная плотность солнечной радиации - 1100 Вт/м2, в том числе ультрафиолетовая составляющая - 70 Вт/м2.
Таблица 25 - Влияние атмосферных факторов на разрушающее напряжение при изгибе стеклопластиков
Связующее |
Стеклонаполнитель |
Прочность при изгибе |
||||||
марка |
содержание, % (масс.) |
марка |
замасливатель |
в исх. состоянии, МПа |
После воздействия климатических факторов, % к исходному состоянию |
|||
О о |
У 8 + |
S (X “V * ИЗ и *• |
солнечная радиация, 300 ч |
|||||
БФ-2 |
36 |
Т-13 |
ПЭ |
196 |
92 |
88 |
55 |
88 |
ЭП-1 |
47 |
Т-11 |
ПЭ |
365 |
100 |
96 |
70 |
89 |
ЭП-2 |
45 |
Т-11 |
ПЭ |
350 |
102 |
98 |
— |
73 |
ЭП-2 |
45 |
НПУ-0,5-76 |
№76 |
301 |
98 |
94 |
81 |
102 |
ЭП-5 |
43 |
НПУ-0,5-76 |
№76 |
611 |
105 |
98 |
98 |
105 |
ЭП-5 |
48 |
Т-11 |
ПЭ |
613 |
100 |
83 |
61 |
— |
ЭП-5 |
51 |
ВПР-10 |
ПЭ |
502 |
96 |
85 |
60 |
— |
ЭП-7 |
51 |
НПУ-0,5-76 |
№76 |
547 |
101 |
97 |
93 |
101 |
ЭП-9 |
58 |
НПУ-0,5-76 |
№76 |
345 |
100 |
98 |
69 |
81 |
СПЭ-14 |
46 |
Т-22-80 |
№80 |
692 |
100 |
98 |
89 |
96 |
СПЭ-24 |
44 |
Т-22-80 |
№80 |
678 |
100 |
93 |
90 |
95 |
СПЭ-24 |
47 |
ИТМ-2,85 |
№80 |
485 |
100 |
87 |
91 |
— |
ЭДТ-10 |
49 |
МТБС-6 |
№78 |
327 |
102 |
98 |
89 |
92 |
В процессе исследований [98, 102, 103] установлено, что старение стеклопластиков является результатом комплексного воздействия целого ряда факторов:
цепных реакций окисления, которые инициируются светом, теплом, озоном и вызывают деструкцию связующих;
температурно-влажностных деформаций связующего, которые вызывают его перенапряжение и нарушение связей «стекло-связующее»;
проникновением влаги внутрь стеклопластика с последующим выщелачиванием стекла, набуханием и пластификацией связующего;
абразивного действия пыли и т.д.
Воздействие температуры является одним из главных факторов при оценке долговечности и стабильности свойств стеклопластиков. Повышенные температуры являются, в большинстве случаев, результатом солнечной радиации. Так, например, в областях с тропическим сухим климатом под воздействием прямых солнечных лучей температура поверхности РПИ может достигать 100 °С. При повышении температуры в стеклопластике в первую очередь разрушаются адгезионные связи на границах раздела «стекло - связующее». В материале появляются трещины, прежде всего в связующем, так как значение энергии активации разрушения полимеров составляет 125-190 кДж/моль, а стеклянных волокон - заметно выше - 350-385 кДж/моль [100, 104]. Вследствие указанного физико-механические характеристики стеклопластиков с повышением температуры эксплуатации падают.
Неблагоприятное воздействие на свойства материала оказывает и перепад температур в короткие интервалы времени. Для зон, где возможны внезапные тропические ливни, температура на поверхности изделий может резко (за несколько минут) снижаться на 80 °С. Особенно опасно воздействие чередующихся температур выше и ниже 0 °С. При понижении температуры влага конденсируется, замерзает и, превращаясь в лед, способствует растрескиванию и разрушению материала. Пониженные температуры оказывают меньшее влияние, причем зачастую прочность материалов при пониженных температурах даже несколько повышается (см. табл. 6.4-1) [104].
Заметное влияние на стеклопластики, помимо температуры, оказывает влага, приводящая к набуханию и пластификации связующего, снижению его температуры стеклования [105], уменьшению прочностных показателей (смотри таблицу 26).
Таблица 26 - Значения коэффициентов условий работы стеклопластиков после экспозиции в воде и в условиях повышенной влажности в течение 104 ч [45,48].
Стеклопластик |
Значение тв.л. дня различных механических показателей |
|||||
вода |
влажность 94 - 98 % |
|||||
σр |
σu |
Е |
σр |
σu |
Е |
|
Полиэфирный |
0,82 |
0,75 |
0,85 |
0,85 |
0,80 |
0,70 |
Фенольный |
0,84 |
0,72 |
0,75 |
0,90 |
0,77 |
0,60 |
Эпоксидный |
0,95 |
0,90 |
0,95 |
0,95 |
0,95 |
0,95 |
Если при комнатной температуре преобладает физический характер воздействия воды на стеклопластики, то с повышением температуры преобладающим является химическая активность водной среды. Длительная эксплуатация стеклопластиков в воде при температуре выше температуры стеклования связующего приводит к резкому понижению его несущей способности и разрушению.
Плесневые грибки в той или иной степени могут способствовать снижению физико-механических свойств стеклопластиков вследствие воздействия на связующие (стекло устойчиво к плесневению и грибкам). Стеклотекстолиты на основе эпоксидных связующих, изготовленные методом пропитки под давлением, обладают хорошей грибостойкостью (не более 1-2 баллов), при этом физико-механические характеристики стеклопластиков практически не изменяются. Фенольные стекловолокнистые прессматериалы ДСВ и АГ-4В имеют грибостойкость на уровне 2-3 баллов [97]. Применение фунгицидов приводит к повышению грибостойкости стеклопластиков. Так, например, при введении в качестве фунгицида продукта БМК (моноэтиловый эфир карбоминовой кислоты) в фенолоформальдегидный прессматериал удается повысить его грибостойкость в несколько раз.
1.5.5 Способы стабилизации прочностных и диэлектрических характеристик стеклопластиков радиотехнического назначения.
Повысить стабильность свойств радиопрозрачных изделий из стеклопластиков можно несколькими путями: за счет использования связующих и армирующих материалов с улучшенными свойствами, увеличения адгезии между стеклонаполнителем и связующим, введением активных добавок к связующему, а также за счет применения соответствующих лакокрасочных покрытий, наносимых на поверхности РПИ.
1.5.5.1 Аппретирование стекловолокна.
Повышение стабильности свойств РПИ в условиях повышенной влажности (воды) может быть достигнуто обработкой стекловолокнистого наполнителя специальными аппретами, способными образовывать прочную связь со стеклянным волокном и связующим [106]. Основные типы аппретирующих веществ и механизм их взаимодействия с поверхностью стекловолокна были описаны ранее. Ниже рассматривается влияние различных замасливателей на стабильность различных характеристик стеклопластиков в процессе эксплуатации.
Наглядное представление о влиянии типа замасливателя на стабильность диэлектрических характеристик можно получить на примере стеклотекстолита на основе фенолофурфуролформальдегидного связующего ФН. Применение замасливателя №10 для стекловолокна алюмоборосиликатного состава приводит к уменьшению общей пористости стеклотекстолита до 8 % вместо 14,5 % - в случае применения стеклоткани с «парафиновой эмульсией» [96]. Соответственно уменьшается и влагопоглощение: за 200 суток влагопоглощение стеклотекстолита ФН, изготовленного из стеклоткани с замасливателем №10, составляет 60-80 г/м2, а из стеклоткани с «парафиновой эмульсией» - 300 г/м2.Указанные факторы приводят к увеличению стабильности эксплуатационных параметров стеклопластиков.
1.5.5.2 Введение в связующее активных добавок.
Свойства связующего оказывают наиболее сильное влияние на стабильность механических и диэлектрических показателей стеклопластиков. Одним из эффективных методов стабилизации свойств стеклопластиков является введение в состав связующего специальных соединений [107-109], имеющих функциональные группы, которые могут реагировать с функциональными группами связующего и поверхностью стеклянного волокна. Добавка таких соединений приводит к повышению адгезии связующего к стеклу, улучшению функциональных характеристик композитов.
Для связующих конденсационного типа разработаны отечественные химически активные добавки марок АМ-2, МР-1, АГМ-9 (А-1100). Наиболее распространенной является добавка АМ-2. Снижение пористости при введении в связующее добавки АМ-2 ведет к уменьшению влагопоглощения и, соответственно, повышению стабильности диэлектрических показателях стеклопластиков
1.5.5.3 Использование защитных лакокрасочных покрытий.
Лакокрасочные покрытия (ЛКП) широко используются для дополнительной защиты радиопрозрачных изделий из стеклопластиков от воздействия влаги и других атмосферных факторов, что способствует стабилизации прочностных и радиотехнических параметров изделий. В зависимости от типа РПИ и технических требований, предъявляемых к ним, применяются различные рецептуры ЛКП.
Для антенных обтекателей пассажирских дозвуковых самолетов широко используются шпатлевки на основе фенолоформальдегидной смолы ВИАМ-Б (или ВИАМ-Ф9), пигментированной эмульсионным полистиролом, а также лак А-113 и перхлорвиниловая эмаль ХВ-16. Более совершенная рецептура содержит эпоксидную шпатлевку ВШ-3, лак АК-113 и перхлорвиниловую эмаль. Эту систему ЛКП применяют для РПИ пассажирских самолетов, эксплуатирующихся в странах с субтропическим климатом [110].
Для РПИ сверхзвуковых самолетов применяются другие рецептуры ЛКП [111]. Одна из них состоит из эпоксидной шпатлевки ВШ-3 и эпоксидной эмали Э-5, другая - из нескольких слоев эмали дС-85. Теплостойкость таких покрытий составляет 175-200 °С в течение 200 ч, водопоглощение эмалей Э-5 и АС-85 - 1,5-2,0 г/м2 за 5 суток, а шпатлевки ВШ-3 - 10 г/м2 за 5 суток. Указанные системы ЛКП обладают удовлетворительными диэлектрическими свойствами:e= 3,0-3,5, tgδ= 0,015 (при частоте 106 Гц).
Для РПИ из стеклопластиков с повышенной теплостойкостью, работающих при температуре выше 200 °С, применяются специальные теплостойкие ЛКП, например, В-58 со шпатлевкой ВШ-5 и покрытием эмалями ВЭ-9 или ХВ-16. Диэлектрическая проницаемость составных частей этих ЛКП колеблется в пределах 3,0-3,9, а тангенс угла диэлектрических потерь - 0,010-0,015.
Особенно большое значение для стабилизации радиотехнических и прочностных параметров РПИ имеет правильный выбор систем ЛКП для изделий, работающих в условиях моря, - РПИ надводных и подводных судов, радиомаяков, буев и т.п. В первую очередь для таких ЛКП выбираются компоненты с низкими значениями коэффициента диффузии и равновесного влагопоглощения, что предопределяет степень дополнительной защиты стеклопластика от проникновения в него воды и, в конечном счете, уровень увеличения стабильности радиотехнических характеристик РПИ. На практике для этих объектов используются ЛКП горячего и холодного отверждения. В качестве первых применяют эпоксидные шпатлевки марки Э-4020 (или Э-4025), фторопластовую эмаль марки ФП-545 и фторопластовый лак марки ФП-2 [112].
ЛКП холодного отверждений пригодны не только для покраски РПИ в заводских условиях, но и для восстановления (ремонта) ЛКП в условиях эксплуатации. Типовой рецептурой в этом случае является шпатлевка марки Э-4020, эмаль марки АК-153 и лак ФП-112.
Правильно выбранная рецептура ЛКП позволяет в существенной мере снизить скорость процесса проникновения влаги в толщу Радиопрозрачной стенки из стеклопластика и, следовательно, замедлить процесс и степень изменения диэлектрических характеристик Материала и увеличить тем самым срок службы РПИ.
1.6 Основы электродинамических и прочностных расчетов радиопрозрачных изделий с различными конструкциями радиопрозрачных стенок.
1.6.1 Основные свойства электромагнитных волн и диэлектрических материалов. Прохождение электромагнитных волн через стенки из диэлектрических материалов
Источником (излучателем) электромагнитных волн (ЭМВ) является всякий проводник, по которому проходят переменные токи. Переменный ток создает переменное магнитное поле. Из уравнений Максвелла [113, 114] следует, что возникшее в какой либо точке пространства изменение во времени электрического (или магнитного) поля будет перемещаться от одной точки пространства к другой.
Таким образом, распространение ЭМВ представляет собой процесс одновременного распространения в пространстве изменяющихся электрического и магнитного полей. При этом векторы напряженностей электрического Е и магнитного Н полей перпендикулярны друг другу, а вектор С скорости распространения ЭМВ перпендикулярен к векторам Е и Н (смотри рисунок 7).
Основными характеристиками ЭМВ являются: тип поляризации ЭМВ, определяемый конкретным излучающим устройством; в радиотехнике используют линейно поляризованные (плоскополяризованные) ЭМВ, ЭМВ с эллиптической, круговой поляризацией [113,114]; амплитуда электрического вектора (или магнитной индукции) ЭМВ, ее мощность; частота 𝑓, длина волны 𝜆, связанные между собой и скоростью распространения ЭМВ в рассматриваемой среде С соотношением:
 (12)
(12)

Рисунок 7 - Векторы напряженностей магнитного (И) и электрического (Б) полей ЭМВ.
В вакууме (воздухе) скорость распространения ЭМВ составляет Св ≈ 3 • 105 км/с. Для других сред скорость распространения (прохождения) ЭМВ выражается следующим уравнением:
 (13)
(13)
где 𝜇 - относительная магнитная проницаемость среды, которая в случае стеклопластиков практически равна 1.
Величина ε называется относительной диэлектрической проницаемостью данного материала (относительно вакуума); она характеризует степень увеличения количества накапливаемой энергии рассматриваемым материалом, помещенным в электрическое поле, по сравнению с вакуумом. Увеличение количества накапливаемой энергии в диэлектрике обусловлено поляризацией - сдвигом электронных орбит, ядер атомов, отдельных фрагментов (сегментов) молекул, изменением их ориентации относительно равновесного положения в отсутствии поля вдоль силовых линий внешнего электрического поля с учетом знака зарядов.
Часто относительную диэлектрическую проницаемость называют просто диэлектрической проницаемостью. Заметим, что в случае воздуха диэлектрическая проницаемость практически равна 1.
Поскольку ЭМВ имеют переменные электрические характеристики во времени и пространстве, электрические диполи диэлектрического материала также меняют свою ориентацию во времени и пространстве в соответствии с изменением направления вектора напряженности внешнего поля. Такая переориентация диполей в пространстве связана с необходимостью перемещения отдельных фрагментов молекул, возникновением необратимых потерь, переходящих в большей степени в тепло. Внутренние потери при прохождении ЭМВ в диэлектрике напрямую связаны со второй диэлектрической характеристикой - тангенсом угла диэлектрических потерь tgδ.
В электродинамических расчетах используют также показатель преломления п, который связан с диэлектрической проницаемостью ε соотношением:
 (14)
(14)
В том случае, если ЭМВ, имеющая длину волны в вакууме (воздухе) Л, переходит в иную среду, имеющую диэлектрическую проницаемость ε, длина волны в указанной среде становится равной 𝜆o:
 (15)
(15)
В Дальнейшем изложении нами будет преимущественно использоваться термин диэлектрическая проницаемость.
Диапазон частот ЭМВ, практически используемых в различных областях техники, весьма широк - от нескольких десятков до 1021 Гц. Низкие частоты характерны для энергетического оборудования, большая часть которого питается переменным током с частотой 50-60 Гц; звуковых частот (электроакустика - 10,-104Гц). Диапазон частот, используемых в радиотехнических целях, составляет 104-10п Гц. Более высокую частоту имеют инфракрасные лучи (10п-10|4Гц), световые и ультрафиолетовые (10|4-1017 Гц), рентгеновские (10,7-1019 Гц) и гамма-излучение (более 1019 Гц).
Для получения ЭМВ в радиочастотном диапазоне до 109 Гц используются генераторы электрических колебаний различных конструкций; магнетронные, клистронные генераторы и мазеры применяют для получения ЭМВ с частотой более 109 Гц.
При падении ЭМВ на границу раздела сред с разными значениями диэлектрической проницаемости имеют место известные физические явления - преломление и отражение. В соответствии с законом Снеллиуса преломленная волна изменяет угол своего направления [113,114]:
 (16)
(16)
а угол направления отраженной волны равен углу ее падения. При этом падающая, отраженная и преломленная волны лежат в одной плоскости.
Прежде чем перейти к количественной оценке распределения энергии между преломленной и отраженной волнами, рассмотрим сначала некоторые термины и понятия.
Плоскость падения ЭМВ - это плоскость, проходящая через вектор направления перемещения ЭМВ ~Рв (нормаль к фронту падающей волны) и нормаль N к поверхности стенки в точке пересечения с рассматриваемой радиоволной (смотри рисунок 8).

Рисунок 8 - Падение ЭМВ на границу раздела сред с разными значениями
1.- падающая волна; 2 - отраженная волна; 3 - преломленная волна; 4 - граница раздела сред.

Рисунок 9 - К определению понятия плоскость падения и угол падения ЭМВ: ПП - плоскость падения; Ст - фрагмент стенки; Ѳ-угол падения ЭМВ
Угол, образуемый нормалью к поверхности и нормалью к фронту падающей волны, называют углом падения.
Плоскую волну называют линейно поляризованной или плоскополяризованной, если ее электрический вектор Е все время лежит в одной плоскости поляризации, в которой расположена также нормаль к фронту волны (рис. 7.1-4).
В общем случае, для произвольной радиоволны электрический вектор Е может быть представлен векторной суммой компонентов, расположенных в двух взаимно перпендикулярных плоскостях. Если одну из таких плоскостей выбрать совпадающей с плоскостью падения, то плоскость поляризации этой компоненты волны будет, очевидно, параллельной плоскости падения. Плоскость поляризации второй компоненты будет перпендикулярна плоскости падения.
Эти составляющие называют главными составляющими и обозначают, соответственно, значками X и 11 (компоненты волны, плоскость поляризации которых перпендикулярна и параллельна плоскости падения (смотри рисунок 10).
Как отмечалось выше, при падении радиоволны на границу раздела сред с разной диэлектрической проницаемостью происходит разделение исходной волны на две составляющие: отраженная волна, возвращающаяся в первую среду, и преломленная волна, пересекающая границу раздела сред и переходящая во вторую среду.
Вполне очевидно, что энергия и, соответственно, амплитуды отраженной и преломленной волн уменьшаются по сравнению с исходной радиоволной.


Рисунок 10 - Различные варианты ориентации плоскости поляризации ЭМВ относительно плоскости падения: а – плоскость поляризации волны перпендикулярна плоскости падения, б - плоскость поляризации волны параллельна плоскости падения.
Рассмотрим в упрощенном виде механизм прохождения ЭМВ через стенку, диэлектрическая проницаемость которой отличается от диэлектрической проницаемости внешней среды. ЭМВ, падающая из внешней среды, например, из воздуха на поверхность листа, частично проникает внутрь него и частично отражается от передней поверхности (поток 1) вследствие скачкообразного изменения Диэлектрической проницаемости на границе раздела - от 1 для воздуха до величины е для материала листа.
Поток энергии, проникший внутрь стенки изделия, достигает Задней ее поверхности. Часть этого потока энергии пересекает границу раздела «диэлектрик-воздух» и выходит из листа (стенки). Другая часть отражается от задней границы стенки также вследствие скачкообразного изменения значений Диэлектрической проницаемости на задней границе раздела и направляется назад, к передней поверхности.

Рисунок 11 - Схема прохождения радиоволны через диэлектрическую стенку.
Здесь часть потока энергии пересекает переднюю поверхность, выходит во внешнюю среду (поток 2) и «присоединяется» к первично отраженной волне 1. Остальная часть вновь отражается от передней границы раздела и направляется к задней границе раздела.
Таким образом, процесс прохождения ЭМВ через диэлектрическую стенку сопровождается многократными элементарными актами прохождения и отражения ЭМВ с монотонно затухающей мощностью потока внутри стенки после каждого акта.
При прохождении ЭМВ через диэлектрическую стенку уравнение энергетического баланса в общем случае может быть представлено в следующем виде:
 (17)
(17)
где Ро - исходная мощность ЭМВ; Ротр - мощность отраженного потока ЭМВ, зависящая, прежде всего, от диэлектрических свойств используемого материала, толщины стенки, угла падения электромагнитной волны на стенку и др.; Рдис - диссипация энергии при прохождении ЭМВ через диэлектрик, обусловленная внутренними потерями; Рвых - мощность ЭМВ после прохождения диэлектрической стенки.
1.6.2 Основные конструкции радиопрозрачных стенок.
РПИ с монолитной однослойной конструкцией стенки находят широкое применение благодаря простоте конструкции и технологии их изготовления, надежности эксплуатации.
С точки зрения электродинамики следует различать РПИ с согласованной (полуволновой) толщиной стенки и РПИ «тонкостенные», т.е. с толщиной стенок, не критичной к длине волны. Радиопрозрачные изделия последнего типа имеют достаточно хорошие радиотехнические показатели, они обеспечивают возможность работы на нескольких разнесенных частотах или в непрерывной, довольно широкой полосе в относительно большом диапазоне углов падения. Факторами, ограничивающими область применения тонкостенных РПИ, являются длина рабочих радиоволн и прочностные характеристики изделия. При малых длинах волн толщина стенки, обеспечивающая приемлемую радиопрозрачность, становится очень малой и может не обеспечить требования к прочности изделия.
Другой тип однослойных стенок - полуволновых заметно расширяет область применения однослойных конструкций, особенно в СВЧ-диапазоне. Использование стенок 1-го, 2-го, а иногда и более высокого порядка часто позволяет обеспечить достаточную прочность, хорошие радиотехнические характеристики. Однако, применение таких конструкций для РПИ, предназначенных для работы в дециметровом диапазоне радиоволн, вряд ли целесообразно, кроме отдельных специфических объектов, в связи с избыточной массой. В самом деле, уже при 𝜆 = 10 см толщина полуволновой стенки даже 1-го порядка составляет примерно 25 мм (при ε • = 4,0). Кроме того, в случае использования полуволновых стенок не всегда удается подобрать компромиссную толщину для обеспечения приемлемой радиопрозрачности при работе на нескольких частотах.
Несмотря на большое многообразие диэлектрических материалов с различными механическими и диэлектрическими свойствами, часто бывает невозможно спроектировать обтекатель с однослойной конструкцией стенки, удовлетворяющий одновременно всем радиотехническим, механическим, весовым, габаритным и иным требованиям. В связи с этим были разработаны и широко используются другие конструкции радиопрозрачных стенок, рассматриваемых ниже.
Взаимное уничтожение отраженных волн может быть получено не только в случае использования монолитных однослойных стенок с толщиной, согласованной с длиной волны. В частности, хорошие результаты по радиопрозрачности могут быть достигнуты при использований многослойных конструкций, содержащих два (или более) тонких листа, разделенных легким заполнителем с низкими значениями ε и tgδ. В этом случае компенсация отраженных радиоволн обеспечивается тонкими листами плотного диэлектрика при соответствующем выборе толщин легкого заполнителя (расстояния между листами).
Трехслойные обтекатели обладают малой массой, хорошими прочностными показателями и имеют, высокие радиотехнические характеристики. Следует отметить также хорошие теплоизоляционные свойства трехслойных стенок. Таким образом, обтекатели трехслойной конструкции с легкими заполнителями имеют целый ряд положительных качеств. Именно поэтому они находят в настоящее время широкое применение в наземных и судовых станциях, а также для гражданских и некоторых военных самолетов. Для обеспечения хорошей радиопрозрачности толщину наружных слоев (обшивок) выбирают, как правило, весьма малой по сравнению с длиной волны. Поэтому границы применения трехслойных стенок с легким заполнителем определяются, в первую очередь, именно рабочим диапазоном частот.
В современных самолетах трехслойные сотовые обтекатели нашли широкое применение в трех и более сантиметровом диапазоне, так как они сочетают удовлетворительные радиотехнические свойства в достаточно большом интервале углов падения ЭМВ (до 65-70 °) с высокой механической прочностью и малой массой. При переходе к более коротким волнам создание трехслойной стенки первого порядка становится в большинстве случаев нецелесообразным стенки получаются очень тонкими и, соответственно, прочность изделия резко падает.
Для расширения области применения радиопрозрачных устройств с легким заполнителем, улучшения их радиотехнических характеристик и, в частности, для обеспечения работы многоволновых (широкополосных) приемо-передающих комплексов разработаны более сложные стенки: пяти-, семислойные и т.п. Повышенные прочность, жесткость и радиопрозрачность позволяют применять многослойные стенки с ячеистым заполнителем для обтекателей остроконечной формы с углом при вершине до -35 °. Кроме того, такие стенки расширяют возможность получения многоволновых обтекателей, хорошо работающих при различных длинах волн и в относительно широком диапазоне, углов падения. Однако изготовление пяти-, семислойных и т.п. обтекателей с ячеистым заполнителем требует больших затрат ручного труда, и поэтому они применяются лишь в отдельных, наиболее ответственных объектах морской, авиационной и ракетной техники.
Разновидностью радиопрозрачных стенок многослойной конструкции являются стенки с «усредненной» диэлектрической проницаемостью, в которых чередуются слои армирующих материалов с низкой и высокой диэлектрической проницаемостью [115-119]. При изготовлении таких конструкций для наружных обшивок используют стеклоткани сатинового или полотняного переплетения, а в качестве внутренних слоев - стеклоткани разреженных структур (стеклосетки).
В обтекателях, работающих в широком диапазоне волн, могут также применяться стенки, имеющие плавное изменение диэлектрической проницаемости по толщине. Повышение уровня радиопрозрачности (снижения уровня отражения ЭМЭ) может быть обеспечено также и при использовании известного эффекта «просветления оптики» [113-114]. Для реализации этого эффекта на основном (силовом) слое диэлектрика должен располагаться дополнительный «просветляющий» слой с диэлектрической проницаемостью и толщиной. Однако последние варианты, широко используемые для оптических приборов, не нашли широкого практического применения для изделий радиотехнического назначения. Наибольшие трудности при практической реализации этих вариантов возникают в процессе подбора материалов с соответствующими показателями диэлектрической проницаемости, а также при защите наружных слоев, особенно, в случае их малой плотности.
Весьма перспективными являются диэлектрические стенки с введенными в них реактивными компенсирующими элементами в виде металлических проводников. Указанные элементы создают отраженную волну, равную по мощности и обратную по знаку волне, отраженной от диэлектрической стенки. В данном случае появляется возможность выбирать толщину стенки из условий обеспечения механической прочности. Возможно размещение одной, двух, трех и более реактивных сеток по толщине диэлектрика на определенном расстоянии друг от друга.
Компенсирующие металлические сетки могут быть использованы и в многослойных конструкциях. В этом случае сетки вводят в обшивки. Применение компенсационных сеток в многослойных стенках с ячеистым заполнителем позволяет при хорошей радиопрозрачности повысить механическую прочность за счет возможности увеличения толщин обшивок.
Каждый тип радиопрозрачных стенок обладает присущим только ему сочетанием радиотехнических, прочностных, эксплуатационных и др. специфических свойств, поэтому в каждом конкретном случае при выборе оптимальной конструкции следует отдавать предпочтение такому варианту, который в максимальной степени отвечает предъявляемым требованиям.
1.6.3 Основные этапы проектирования и расчетов радиопрозрачных изделий.
Процесс разработки радиопрозрачных изделий включает в себя несколько этапов. На первом этапе, учитывая условия работы изделия (силовые нагрузки, температура эксплуатации, климатические факторы и т.п.), выбирают конструкцию стенки (однослойная, многослойная и т.п.) и материалы, из которых она должна изготавливаться. При этом учитывают, в первой приближении, основные радиотехнические особенности стенки и осуществляют предварительные расчеты радиотехнических и прочностных характеристик изделия, определяют приемлемые пределы по массе, по толщине слоев. Первый этап часто называют «синтезом» радиопрозрачной стенки.
На втором этапе для выбранных конструкции, материалов, предварительных размеров (толщины) стенки и ее отдельных элементов проводят стадию анализа, осуществляют уточненные электродинамические и прочностные расчеты для определения оптимальных размеров элементов стенки с учетом возможных ограничений; определяют коэффициенты прохождения ЭМЭ и фазовые характеристики в заданном диапазоне радиоволн и углов падения ЭМВ, зависящих от конфигурации РПИ и углов сканирования антенны.
Вопросам конструирования и электродинамического расчета стенок радиопрозрачных защитных устройств посвящено несколько опубликованных в разные годы монографий.
1.7 Изготовление стеклопластиковых радиопрозрачных изделий однослойной конструкции.
Стеклопластиковые РПИ однослойной конструкции изготавливают, чаще всего, методом инжекции, прессования, контактным, вакуумным, пресскамерным и автоклавным методами формования, намоткой. Ниже рассмотрены некоторые из перечисленных методов изготовления РПИ.
1.7.1 Изготовление РПИ методом инжекции.
Как отмечалось выше, при выборе материалов и технологии изготовления изделий радиотехнического назначения предъявляются особые требования к точности геометрических размеров изделия, в частности его толщины, и к пористости готового изделия. Требования к точности толщины изделия могут измеряться десятыми долями миллиметра и менее в зависимости от частоты радиоволны. Пористость готового изделия также оказывает сильное влияние на его эксплуатационные характеристики, поскольку в процессе эксплуатации незаполненные связующим поры могут насыщаться водой. Это может приводить к существенному изменению диэлектрических свойств и, как следствие, к снижению радиопрозрачности изделий. Кроме того, зоны с воздушными включениями, особенно в случае изделий с малой толщиной стенки, соизмеримой с размерами остаточных воздушных включений, являются концентраторами напряжений, которые существенно снижают прочностные характеристики РПИ [120-122].
Пожалуй, наиболее приемлемым из технологических методов изготовления РПИ, удовлетворяющим перечисленным требованиям, является метод инжекции, который к тому же позволяет изготавливать изделия достаточно больших размеров, габариты которых достигают нескольких метров, в относительно недорогих и несложных пресс-формах. Суть метода заключается в пропитке армирующего материала, предварительно помещенного в зазор между пуансоном и матрицей замкнутой формы, и отверждении связующего, пропитывающего армирующий материал в этой же форме.
Пропитка осуществляется при принудительном перемещении связующего сквозь армирующий материал за счет перепада давления на входе и выходе связующего из пресс-формы. В зависимости от способов создания перепада давления различают несколько разновидностей этого процесса:
пропитка под вакуумом; в этом случае давление на входе связующего в пресс-форму равно атмосферному, а на выходе является пониженным (вакуум) за счет использования вакуум-насоса;
пропитка под давлением; давление на входе выше атмосферного, на выходе - равно атмосферному; избыточное давление создается, как правило, за счет повышенного давления в газовой полости над уровнем связующего в расходной емкости;
комбинированный метод (повышенное давление на входе и пониженное на выходе).
Для принудительного перемещения связующего используют также более сложный в аппаратурном оформлении вариант с использованием насосов-дозаторов, чаще всего, плунжерного типа или перистальтические (шланговые). При применении связующих с повышенной реакционной способностью, во избежание отверждения связующего в исходных емкостях и подводящих коммуникациях, исходные компоненты связующего нагнетают индивидуальными насосами из отдельных емкостей. Смешение компонентов в этих случаях производят в специальных проточных смесителях непосредственно перед вводом связующего в пресс-форму.
Для реализации процесса пропитки под вакуумом необходимо обеспечить надежную герметизацию пресс-формы во избежание подсоса внешнего воздуха внутрь пресс-формы, попадания его в связующее и резкого увеличения пористости материала изделия. Однако в случае крупногабаритной оснастки это не всегда удается. Поэтому наиболее широко из указанных методов изготовления РПИ используется пропитка под давлением.
1.7.2 Основные требования к оснастке и вспомогательному оборудованию.
Главным элементом оборудования при изготовлении РПИ методом пропитки под давлением является пресс-форма [132, 133]. На рисунке 12. представлена схема устройства формы для изготовления крупногабаритного радиопрозрачного обтекателя антенны радиолокационной станции морского базирования.

Рисунок 12 - Схема устройства пресс-формы для изготовления крупногабаритного радиопрозрачного обтекателя сферо-конической конфигурации методом пропитки под давлением:
1 - пуансон; 2 - матрица; 3 - пакет стеклоармирующего материала; 4 - съемное кольцо; 5 - направляющие колонки; 6 - герметизирующее кольцо; 7 - отводящие штуцера (стоки); 8 - опорная площадка для гидродомкрата разъема частей матрицы; 9 - фиксирующие колонки с запирающими клиньями; 10 - опорная площадка для гидродомкрата съема изделия; 11 — механизм перемещения формы по рельсам; 12 - редуктор; 13 - опорная площадка смыкания формы; 14 - питающие штуцера; 15 - передвижная подставка-тележка
Пресс-форма должна быть герметична, во избежание просачивания наружу связующего под воздействием избыточного внутреннего давления при варианте пропитки под давлением или подсоса воздуха внутрь при вакуумном варианте. Герметичность обеспечивается кольцом из эластичного материала (резины) - см. рис. 12 поз. 6.
Для правильной ориентации матрицы относительно пуансона пресс-форма должна содержать элементы, обеспечивающие равномерное (без перекосов) соединение (смыкание) пуансона и матрицы (направляющие колонки 5 на рис. 12). Для упрощения извлечения отвержденного изделия из пресс-формы целесообразно предусматривать специальные отжимные элементы (кольцо 4), отжимные болты.
В процессе пропитки под давлением в полости между пуансоном и матрицей могут возникать заметные давления, а в стенках пуансона и матрицы - соответствующие напряжения и деформации. Последнее обусловлено комплексным воздействием внутреннего давления (гидравлическое сопротивление) связующего при пропитке пакета армирующего материала, давления упрессовки армирующего стеклопакета, а также термических напряжений, которые могут возникать в процессе нагрева вследствие различных, в общем случае, коэффициентов термического расширения материала пресс-формы и формуемого стеклопластика.
Учитывая изложенное, пресс-форма должна быть спроектирована и изготовлена таким образом, чтобы исключить недопустимый уровень деформации узлов и деталей пресс-формы от воздействия вышеуказанных нагрузок и не допустить тем самым отклонения размеров готовых изделия от проектных параметров.
Чаще всего в качестве материала для изготовления матрицы и пуансона используют различные качественные стали. Однако, в ряде случаев, особенно для изготовления крупногабаритных изделий используют и другие, более легкие материалы.
Размыкание пуансона с матрицей осуществляется с помощью отжимных болтов или специальных размыкающих устройств, например, тех же гидравлических домкратов и толкателей, размещенных на опорных площадках. Размыкающие устройства должны обеспечивать размыкание формы с преодолением сил трения и возможных «залипаний» отформованного изделия [132]. Съем изделия с пуансона осуществляется также специальными съемниками, обычно вместе со съемным кольцом, на которое опирается отформованное изделие. Крупногабаритные изделия вместе с кольцом снимаются с пуансона тельфером.
Как указывалось выше, для нагнетания связующего в форму применяются установки пропитки под давлением (УПД). УПД имеет один или несколько реакторов для подготовки связующего, снабженных нагревательными рубашками, термостат для создания и поддержания заданной температуры в реакторах, мерник для приемки связующего после пропитки изделия в форме.
Для заливки компонентов связующего реакторы имеют заливные горловины, а для подачи связующего в форму - расходные штуцера. Для перемешивания компонентов связующего предусматриваются механические мешалки с выведенными наружу электродвигателями. Емкости могут иметь различный объем в зависимости от габаритов изготавливаемого изделия.
К реакторам по соответствующим линиям подводится сжатый воздух или сжатый азот. Для создания вакуума на определенных стадиях процесса реакторы подключаются к вакуум-насосам. Контроль над давлением (вакуумом) и температурой в реакторе осуществляется с помощью манометров (вакуумметров) и, соответственно, термопар.
Нагрев и отверждение связующего в пропитанном стеклонаполнителе осуществляют с помощью паровых, масляных или электронагревателей, смонтированных на пресс-форме, или в термокамерах с паровым или электрическим обогревом. Нагреватели в виде паровых змеевиков или электроспиралей располагаются в термокамерах чаще всего по боковым стенкам под защитными кожухами.
В целях обеспечения максимальной равномерности температурного поля внутри термокамеры часто прибегают к использованию циркуляционного вентилятора, перемешивающего воздух внутри камеры и обеспечивающего тем самым выравнивание температуры.
1.7.3 Контактный, вакуумный, пресскамерный и автоклавный методы изготовления РПИ однослойной конструкции.
Указанные методы используются чаще всего для изготовления крупногабаритных изделий, к которым не предъявляются повышенные прочностные и радиотехнические требования, и изготовление которых другими способами затруднено [136-140]. Данные методы формования позволяют обеспечивать различные давления прессования и, как следствие, различные характеристики стеклопластиков.
Наиболее простым способом формования изделий из стеклопластиков является метод контактного (ручного) формования, заключающийся в следующем. После нанесения на поверхность формы разделительного антиадгезионного слоя и при необходимости тонкого слоя связующего (гелькоута), на форме последовательно размещают слои стеклоткани или стекломатов. Каждый слой пропитывают соответствующим связующим непосредственно на форме с помощью кистей, роликов, стремясь обеспечить хороший контакт между слоями и максимальное удаление воздуха.
В случае использования связующих холодного отверждения форму с заготовкой изделия выдерживают необходимое время при комнатной температуре до полного отверждения связующего. При применении связующего горячего отверждения форма с заготовкой изделия помещается в термокамеру.
Температура и продолжительность термообработки зависят от вида применяемого связующего. После отверждения связующего изделие (заготовку) снимают с формы и при необходимости производят финишные операции - обрезку технологических припусков, покраску и т.п.
Преимущество этого метода состоит в возможности изготовления крупногабаритных изделий при использовании несложных и недорогих форм. Даже в случае необходимости применения металлических форм (для связующего горячего отверждения) они могут быть изготовлены из тонкого листового материала в связи с тем, что форма в процессе формования практически не испытывает деформирующих усилий. Это значительно удешевляет оснастку и стоимость изготовления изделий. Однако отсутствие давления на формуемое изделие обусловливает пониженные прочностные характеристики стеклопластиков и повышенную пористость, особенно в случае использования связующих, содержащих инертные растворители.
Улучшение характеристик стеклопластика может быть достигнуто при использовании метода вакуумного формования. Вакуумный метод основан на прессовании пакета армирующего материала, пропитанного связующим, с помощью атмосферного давления, передаваемого через герметичный чехол, под которым создается вакуум (смотри рисунок 13). При использовании связующего холодного отверждения необходимость в термокамере отпадает, и установка заметно упрощается.
В процессе вакуумного формования из связующего, которым пропитывается стеклоткань, в вакуумирующую систему может попадать большое количество паров растворителя и других летучих веществ. Эти вещества могут вывести из строя уплотнения вакуум- насосов, и поэтому в вакуумной системе следует устанавливать холодильник-отстойник.
Вакуумный метод формования предусматривает такую же технологию укладки и пропитки стеклоткани, как и метод контактного формования. В некоторых случаях вакуумного формования используют предварительно пропитанную связующим стеклоткань (препрег). Набранную на форме заготовку изделия закрывают эластичным чехлом и герметизируют по краям.
Для изготовления герметичного чехла можно использовать любой эластичный герметичный материал, который бы не разрушался под воздействием связующего и температуры в случае использовании связующих горячего отверждения. Наиболее часто применяют листовую резину, прорезиненную ткань и различные полимерные пленки.

Рисунок 13 - Схема установки для вакуумного формования:
1 - пуансон; 2 - формуемой изделие; 3 - вакуумный чехол; 4 - термокамера; 5 - вентилятор; 6 - термопара; 7 - вакуумный трубопровод; 8 - вакуумметр; 9 - потенциометр; /0 - холодильник-отстойник; 11 - вакуум-насос.
Для предотвращения воздействия смолы на резиновый чехол между резиной и формуемым изделием часто помещают полимерную пленку, например, целлофановую. Большое распространение для изготовления вакуум-чехлов получила прорезиненная ткань А-500, которую целесообразно использовать для невысоких температур отверждения связующего. Чехол из ткани А-500 склеивается резиновым клеем №88, и этим же клеем приклеивается к основанию формы. Используют также полиамидную пленку ПК-4, которая может применяться для вакуумного формования при температурах до 150 °С.
Для лучшего отсасывания воздуха и летучих веществ из пропитанной стеклоткани, а также создания равномерного давления формования на поверхность заготовки под чехол укладывается дренажный слой стеклоткани (сухой), а под отсасывающий штуцер - хорошо проницаемый материал, например, сотопанель (смотри рисунок 14).
Для улучшения качества поверхности изделия со стороны вакуум-чехла часто используют цулагу* - твердый промежуточный слой из тонкого листового материала (металл, стеклопластик), располагаемый между вакуум-чехлом и формуемым изделием и имеющий форму, соответствующую контуру изделия.
При применении связующего горячего отверждения для нагревания формы используют нагревательную камеру. Иногда применяют поверхностные нагреватели контактного типа, которые могут быть смонтированы непосредственно на форме или цулаге.
Преимущества метода вакуумного формования, позволяющего изготавливать крупногабаритные изделия при использовании несложного и недорогого оборудования и форм, состоят в возможности создания равномерного давления на формуемое изделие. Свойства вакуум-формованных стеклопластиков несколько лучше по сравнению с характеристиками материалов, получаемых методом контактного формования. Однако возможности этого метода для создания высококачественных материалов также ограничены, поскольку давление на прессуемое изделие не может быть в этом случае более 1 кГс/см2 (практически 0,6-0,9 кГс/см2).

Рисунок 14 - Схема заделки штуцера в вакуумный чехол:
1 — штуцер; 2 — резиновая прокладка; 3 - сотовая панель; 4 - вакуумный чехол; 5 - дренажный слой; 6 - формуемое изделие; 7 – форма
Увеличение давления прессования может быть реализовано при использовании пресскамерного метода, основанного на передаче избыточного давления через эластичный резиновый чехол к заготовке, уложенной на жесткой форме. Одна поверхность изделия оформляется формой, а другая - эластичным чехлом. В качестве среды, передающей усилие (давление) прессования, чаще всего применяется сжатый воздух. Под воздействием сжатого воздуха эластичный чехол плотно прижимается к прессуемому изделию (заготовке). Давление формования при пресскамерном методе достигает 5 атм.
При изготовлении крупногабаритных РПИ с повышенными и стабильными физико-механическими и радиотехническими свойствами используют также и автоклавный метод, близкий по существу процесса к пресскамерному и позволяющий создавать удельное давление формования до 25 кГс/см2 (смотри рисунок 15). Давление в автоклаве создается водой, паром или воздухом. Эти же агенты используются и как средства нагрева.
К преимуществам использования пара в качестве средства создания давления и одновременно теплоагента может быть отнесена высокая скорость нагрева. Однако пар не всегда можно использовать для этих целей, так как между температурой пара и его давлением существует определенная взаимосвязь.

Рисунок 15 - Схема автоклавного формования РПИ:
1 - автоклав; 2 - подставка тележка; 3 - пуансон; 4 - формуемое изделие; 5 - цулага; 6 — эластичный чехол; 7 - пресс-камера; 8 - основание формы; 9 - прижим; 10 - включение электрообогрева
В случае использования других веществ давление и температура независимы друг от друга, и процесс нагрева осуществляется при рецеркуляции вещества через выносные теплообменники или с помощью источников тепла, расположенных внутри автоклава.
Давление формования, как и при использовании пресскамерного метода передается на формуемое изделие через герметичный эластичный чехол. Для автоклавного формования можно применять автоклавы, используемые, например, для вулканизации резин [123, 125. 126].
Автоклавы обычно оборудуются системой внутренней вентиляции с расположенным снаружи приводом. Вентилятор создает циркуляцию среды внутри автоклава, что повышает равномерность распределения температуры по поверхности формуемого изделия.
1.7.4 Формование изделий многослойной конструкции с ячеистыми формованными заполнителями.
РПИ многослойной конструкции формуют чаще всего вакуумным, реже пресс-камерным прессованием. Сборку многослойного изделия, включающую операции склеивания наружной и внутренней обшивок с ячеистым заполнителем, производят в тех же пресс- формах, в которых формуют стеклопластиковые обшивки. При этом сборка изделий возможна как на пуансоне (с базированием на внутренние размеры и контур изделия), так и в матрице (с базированием на внешние размеры и контур изделия).
При сборке изделий по первому способу внутренняя поверхность изделий, соответствующая контуру пуансона, получается гладкой, без складок и отпечатков ячеистого заполнителя. Однако наружная поверхность имеет ощутимые неровности, что ухудшает аэродинамические и радиотехнические свойства изделий. Кроме того, при использовании этого способа трудно выполнить внешние контуры изделия, которые бы строго соответствовали заданным параметрам, поэтому от внутреннего контура чаще всего собирают радиопрозрачные укрытия и обтекатели для антенн стационарных наземных объектов.
В случае сборки изделия в матрице, в отличие от первого способа, все погрешности технологии отражаются на качестве внутренней поверхности изделия, а наружная поверхность получается значительно более качественной. Следует отметить, что использование цулаги позволяет уменьшить глубину отпечатков от вдавливания ячеистого заполнителя и повысить качество соответствующих поверхностей как в первом, так и во втором варианте сборки изделий.
Как и в случае формования однослойных изделий, технологический процесс изготовления многослойных изделий начинают с подготовки поверхности форм. Эта операция, как и при других методах формования, является одной из важнейших, обеспечивающих съем изделия и качественную его поверхность. Формующие (ограничительные) поверхности пресс-формы (пуансон, матрица и другие элементы) очищают от остатков смолы, пыли, грязи и обезжиривают бензином, ацетоном или другими подходящими растворителями. На подготовленную поверхность наносят антиадгезионное покрытие.
Затем формуют первую обшивку, используя те же операции и приемы, описанные выше. Для приклеивания к полученной обшивке ячеистого заполнителя используют жидкий клей или клеевые пленки. Марка клея, применяемого для сборки изделий, зависит от типа связующих, применяемых для изготовления обшивок и для пропитки ячеистого заполнителя. Жидкий клей можно наносить с помощью ролика, кисточки и т.п.
Лучшие результаты дают клеевые; пленки, особенно армированные, предохраняющие клей от растекания. При применении клеевой пленки обшивку освежают небольшим количеством клея и затем прикатывают клеевую пленку. В случае изделий небольшой кривизны размягченные ячеистые панели формуют по контуру, вручную непосредственно при сборке изделия. Стыки заготовки располагают со смещением. Заготовки ячеистых заполнителей обычно между собой не склеивают, а закрепляют на обшивке изделия киперной или стеклотканевой лентой [124].
Для увеличения площади склеивания иногда торцы сотовых панелей подвергают пескоструйной обработке, способствующей разрыхлению стеклонитей по торцам сотов. Имеются примеры применения гофрированных заготовок для изготовления сотов с отогнутыми концами [127]. Такие отбортовки делаются на сотопанелях с обеих сторон. Для облегчения укладки заготовок сотовых заполнителей их размягчают в сушильном шкафу. Перед укладкой торцы сотовых панелей обезжиривают.
При изготовлении РПИ сложной конфигурации ячеистые панели, пропитанные раствором связующего, укладывают на вспомогательную форму, соответствующую по конфигурации изготовляемому изделию. Панели соединяют между собой (сшивают, склеивают, сваривают). При этом получается заполнитель заданной конфигурации данного конкретного РПИ многослойной конструкции. Полученный заполнитель, уложенный на форму, термообрабатывают в термокамере по заданному режиму. Например, стеклосотовый заполнитель, пропитанный бакелитовым лаком марки БСЛ, термообрабатывают по режиму, приведенному в таблице 27.
Таблица 27 - Режим термообработки стеклосотового заполнителя, пропитанного бакелитовым лаком марки БСЛ.
Операция |
Температура, °С |
Время, мин. |
Повышение температуры |
До 100 |
15-20 |
T ермообработка |
100 |
10 |
Термообработка |
130-160 |
60 |
Охлаждение |
Комнатная температура |
|
Наружные поверхности сотового заполнителя, не снимая его с формы, зачищаются наждачной шкуркой для выравнивания поверхности. В таком виде собранный сотовый заполнитель поступает на сборку.
Изделия многослойной конструкции с сотовым заполнителем, как правило, обрамляются крепежным металлическим или стеклотекстолитовым поясом (смотри рисунок 16). Крепежные пояса из стеклопластика можно изготовить отдельно либо одновременно с изделием, собирая их из заранее пропитанной стеклоткани. После приклейки ячеистого заполнителя и части крепежного пояса к одной из обшивок проверяют поверхность сотового заполнителя, очищают сотовые ячейки от потеков клея, затем соты зачищают наждачной шкуркой. Стеклянную пыль удаляют пылесосом. На обезжиренные торцы сотового заполнителя наносят роликом тонкий слой клея и на него прикатывают клеевую пленку (иногда пленку укладывают без подслоя клея), затем укладывают предварительно пропитанные и подсушенные заготовки стеклянной ткани для формования последующей обшивки.
На практике применяется также «мокрый» метод, когда заготовки стеклоткани пропитываются непосредственно при укладке на сотовый заполнитель. Этот метод применяется при сложной конфигурации изделия, однако, при этом есть опасность попадания связующего в сотовые ячейки.

Рисунок 16. Схемы заделок кромок изделий с сотовым (ячеистым) заполнителем:
а - слои стеклоткани (препрега); б - металлические накладки; в - комбинированный способ; г - металлические накладки, вкладыши; 1 - стеклотекстолит; 2 - накладки; 3 – вкладыш.
Окончательное формование изделия, осуществляют вакуумным или пресскамерным методом. Следует заметить, что технологические режимы формования оказывают заметное влияние на прочностные показатели как отдельных элементов, так и многослойной стенки в целом. Так, например, при формовании стеклопластиковых обшивок на сотовом заполнителе прочностные показатели материала уменьшаются по сравнению с такими же материалами, отформованными на твердой поверхности формы (смотри таблицу 28).
Таблица 28 - Предел прочности при растяжении (МПа) стеклопластиков на связующих ВФТ и БФ-2, отформованных при низких давлениях на твердой поверхности (на форме) и на сотах.
Марка связующего |
На чем формуют |
В исходном состоянии |
После кипячения в течение 3 ч |
||
вакуумное формование |
пресскамерное формование |
вакуумное формование |
пресскамерное формование |
||
ВФТ |
Форма |
320 |
390 |
155 |
290 |
|
Соты |
270 |
300 |
140 |
260 |
БФ-2 |
Форма |
210 |
245 |
95 |
175 |
|
Соты |
150 |
160 |
50 |
100 |
Влияние технологических параметров формования на прочностные характеристики панели трехслойной конструкции представлены в таблице 29
Таблица 29 - Механические свойства панелей трехслойной конструкции, изготовленных по различным технологическим режимам. Обшивки изготовлены на основе стеклоткани марки Т-10 и связующего БФ-2.
№ |
Режимы вакуумного формования |
Предел прочности при изгибе Ои, МПа |
Модуль упругости при изгибе Ей, ГПа |
||
температура, °С |
вакуум, мм рт.ст. |
время, ч |
|||
1 |
Подъем от 65 до 90 |
От 120 до 170 |
3 |
11,2-13,7 |
3,1 |
|
Подъем от 90 до 130 |
200 |
5 |
|
|
|
130-160 |
250 |
1 |
|
|
|
130-160 |
300 |
1 |
|
|
- |
130-160 |
400-430 |
7 |
|
|
2 |
Подъем от 20 до 70 |
От 150 до 250 |
3 |
19,8 |
3,6 |
|
Подъем от 70 до 130 |
От 400 до 420 |
5 |
|
|
|
130-150 |
420 |
9 |
|
|
3 |
Подъем от 20 до 130 |
От 120 до 200 |
2 |
21,6 |
2,8 |
|
130-140 |
250 |
4 |
|
|
1.7.5 Влияние технологических факторов сборки многослойных РПИ с ячеистыми формованными заполнителями на радиотехнические характеристики
Многослойные РПИ состоят из нескольких элементов (обшивки, ячеистый заполнитель, клеевые прослойки, лакокрасочное покрытие). В процессе изготовления изделий с многослойными стенками происходит прогибание наружных стеклопластиковых обшивок в ячейки, вдавливание торцов ячеек в обшивки, деформация клеевых пленок и др.
У изделий с базой на наружный контур, наружная обшивка состоит из стеклотекстолита, клеевой прослойки и тонкого слоя лакокрасочного покрытия. Торцы сотов пронизывают клеевую прослойку, но не вдавливаются в заранее отформованную наружную обшивку из стеклотекстолита. В процессе приформовки внутренней обшивки в этом случае стенки сотов, пронизав клеевую прослойку, вдавливаются во внутреннюю оболочку. Кроме того, внутренняя обшивка при формовании без использования цулаги, прогибается в сотовые ячейки или в свободное пространство ячеистого заполнителя вафельного типа (смотри рисунок 17).
В случае сборки изделия с базой на внутренний контур, при формовании без использования цулаги, углубления в наружной обшивке чаще всего заполняют шпатлевкой и лакокрасочным покрытием, при этом эффективная толщина обшивок и стенки в целом Заметно увеличивается. Клеевые прослойки также приводят к увеличению этих размеров.
Прогиб обшивок в ячеистый заполнитель ведет к уменьшению фактического расстояния между обшивками радиопрозрачной стенки. Величина прогиба может быть весьма заметной и зависит от давления формования, размеров ячеек и, кроме того, от толщины обшивок в случае формования без использования цулаги.

Рисунок 17 - Структура трехслойных стенок с базой на наружного контура (А) и от внутреннего контура (Б):
1 - наружная обшивка; 2 - внутренняя обшивка; 3 - лакокрасочное покрытие; 4 - клеевая прослойка; 5 - шпаклевка и лакокрасочное покрытие; 6 – соты.
Для получения многослойных стенок с сотовым заполнителем с высокой радиопрозрачностью существенное значение имеет и то обстоятельство, что в процессе сборки изделия под воздействием давления формования соты вдавливаются в слои стеклоткани наружной обшивки, формуемой непосредственно на сотовом заполнителе. Это приводит к уменьшению расчетного расстояния между обшивками и, следовательно, к «рассогласованию» радиопрозрачной стенки - снижению радиопрозрачности. Глубина вдавливания увеличивается с повышением давления формования, с увеличением размеров сотовых ячеек и толщины формуемой на сотах обшивки
Указанные выше факторы влияют на отклонение действительных параметров многослойной стенки от номинальных (расчетных) значений, что неизбежно ведет к ухудшению радиопрозрачности изделий. В результате прогиба обшивок в процессе формования РПИ без использования цулаги, наличия клеевых прослоек, необходимости нанесения выравнивающих шпаклевочных слоев и других технологических факторов происходит изменение толщин обшивок, расстояния между ними.
1.7.6 Изготовление РПИ с пенопластовыми заполнителями
В промышленном производстве используются разнообразные методы получения вспененных полимерных материалов (пенопластов). Вспенивание осуществляется под действием газов, выделяющихся при повышенных температурах вследствие разложения введенных в смесь газообразователей; под действием газов, выделяющихся в процессе реакции между компонентами исходной смеси; за счет испарения легкокипящих жидкостей, введенных в состав полимерной основы и др.
Известно большое количество разнообразных пенопластов (смотри главу 5), но большую их часть можно разделить на следующие две основные группы материалов, используемых для изготовления РПИ: первая группа - термопластичные материалы, неоднократно размягчающиеся при повторных нагревах (материалы на основе термопластов - полистирол, поливинилхлорид, полиэтилен и др.); вторая группа - термореактивные материалы, отверждающиеся при первом цикле нагрева за счет протекающей при этом химической реакции и не размягчающиеся в дальнейшем при повторном нагреве (материалы на основе термореактивных смол - полиэфиризоцианатных композиций, фенолоформальдегидных, эпоксидных, кремнийорганических и других смол).
Молекулярное строение полимеров этих двух классов полимеров обусловливает как особенности процессов вспенивания, так и большинство свойств получаемых из них пеноматериалов. Термопластичные полимеры вспениваются в состоянии высокоэластической деформации при температуре, превышающей на 10-20 °С температуру стеклообразного состояния. Теплостойкость таких пенопластов, как правило, невысока, так как по мере размягчения полимера и диффузии газов из ячеек пенопласта, особенно интенсивной при повышенных температурах, происходит заметная усадка пенопласта. Вспенивание пенопластов на основе термореактивных полимеров происходит в процессе реакции на стадии, когда компоненты исходной композиции способны к вязкому течению. Затем система становится сшитой и полимер окончательно отверждается.
При изготовлении изделий на основе термопластичных пенопластов используют следующие методы формования пенопластовых заготовок: масштабное формование, «самоформование»: При масштабном формовании изделие вспенивается из предварительно изготовленной не вспененной заготовки, имеющей форму, подобную форме изделия. При нагревании заготовки, например, с помощью насыщенного пара или нагретого воздуха полимер размягчается, и под давлением выделяющихся газов линейные размеры заготовки пропорционально увеличиваются.
В случае свободного вспенивания «рост» заготовки происходит до наступления равновесия между давлением газов и упругостью полимера в нагретом состоянии. Вспенивание можно осуществлять и в ограничительной форме, внутренние размеры которой соответствуют наружным размерам заданного изделия. В этом случае точность обводов изделия повышается. Затем на наружные поверхности вспененного материала наклеиваются стеклопластиковые обшивки.
Процесс «самоформования», как и масштабное формование, основан на использовании давления газа, повышающегося при увеличении температуры. Изделия в этом случае изготавливаются из заготовок пенопласта (пластин) разной толщины
Как и в случае масштабного формования стеклопластиковые обшивки могут быть наклеены на пенопластовые заготовки на завершающей стадии изготовления РПИ. Однако более совершенным является метод напрессовки стеклопластиковых обшивок в той же ограничительной форме, где формуется пенопластовая заготовка.
Технологический процесс изготовления обтекателей с пенополистирольным заполнителем и облицовочными слоями из стеклопластика состоит из следующих основных стадий. На первой стадии изготавливают заготовки пенопластового заполнителя в пресс-формах на гидравлических прессах по ступенчатому режиму с периодическим повышением температуры до 150 °С и постепенным снижением давления прессования от 100-500 до 60-80 кГс/см2.

Рисунок 18 - Схема установки для напрессовки стеклотекстолитовых обшивок на формуемое изделие:
1 - ограничительная форма; 2 - наружный паровой кожух; 3 - трубка для термопары;
4 - оболочка из перфорированного металла; 5 - резиновая пресс-камера; 6 - уплотнительное кольцо; 7 - крышка; 8 - перепускной кран; 9 - манометр; 10 - струбцина; 11 - заготовка из пенополистирола; 12 - стеклоткань, пропитанная связующим
При температуре 150 °С дается выдержка из расчета 2-3 мин. на 1 мм толщины заготовки. Заготовка охлаждается в пресс-формах при давлении 60-80 кГс/м2. «Самоформование» изделия происходит в установке, представленной на рис. 9.6-2, при интенсивном и равномерном прогреве заготовки при температуре 100 °С.
Время воздействия давления и его величина определяются конструкцией стенки, глубиной и габаритами заготовки изделия. Обычно на конечной стадии процесса давление не превышает 0,6-1,0 атм.
Наружная стеклопластиковая обшивка напрессовывается на пенополистирольную заготовку в той же ограничительной форме. Для этого на наружную поверхность пенопластового заполнителя накладывают необходимое количество слоев раскроенной и пропитанной связующим стеклоткани. В таком состоянии изделие снова закладывается в форму, на внутреннюю поверхность которой предварительно наносится слой специальной антиадгезионной смазки для предотвращения прилипания изделия. После смыкания формы и установления заданного температурного режима связующее полимеризуется и одновременно стеклопластиковая оболочка приклеивается к пенопласту. Во избежание деформации пенополистирольной заготовки давление при напрессовке стеклопластиковой обшивки должно выбираться с учетом упруго-прочностных свойств заготовки. Чрезмерное давление может приводить к необратимой деформации пенопласта. Для стеклопластиковой обшивки в этом случае обычно используются связующие, применяемые при контактном формовании.
Напрессовка стеклопластиковой обшивки на внутреннюю поверхность пенопластового изделия производят с помощью резинового чехла, имеющего форму внутреннего контура изделия. Трехслойное РПИ с пенопластовым заполнителем можно получить и путем наклейки на пенопластовую часть заранее изготовленных стеклопластиковых обшивок. В этом случае на сторону стеклопластиковой оболочки, соприкасающуюся с пенопластом, наносится соответствующий клей. Затем оболочка вставляется в ограничительное приспособление, в которое затем помещается ранее отформованная в нем пенопластовая заготовка, и проводятся описанные выше операции.
Пенопластовые заполнители на основе термореактивных полимеров (композиций) вспенивают, чаще всего, непосредственно в форме для изготовления РПИ. При заполнении полости между заранее изготовленными стеклопластиковыми обшивками пенопласт одновременно склеивается с ними, создавая тем самым прочную жесткую конструкцию.
Следует учитывать, что газ, выделяющийся при вспенивании пенопласта, создает в пеноматериале повышенное давление. Величина этого давления зависит от типа пенопласта, его плотности, количества выделяющегося газа* конструкции изделия и других факторов. В некоторых случаях давление может достигать значительных величин. Так, например, при изготовлении пенопласта марки ПУ-101 давление достигает 2-3 кГс/см2, а марки ФК-20 - 3-5 кГс/см2 [128]. Давление газа передается на стеклопластиковые обшивки РПИ или на стенки ограничительной формы. В некоторых случаях необходимо предусматривать технологические отверстия в стеклопластиковых обшивках и в стенках ограничительной формы для сброса избыточного давления выделяющихся газов.
Наибольшее распространение в качестве заполнителей для многослойных конструкций РПИ получили пенопласты на основе пенополиуретанов (ПУ-101 и др.), фенольных и фенолокаучуковых композиций (ФФ, ФК-20, ФК-40 и др.).
Пенополиуретан образуется при взаимодействии диизоцианатов с полиэфирами [129,130]. По мере прохождения реакции первоначально жидкие компоненты, реагируя друг с другом, образуют разветвленные трехмерные макромолекулярные структуры и одновременно выделяют углекислый газ, который вспенивает эту массу. Для окончания процесса полимеризации производят термическую обработку при температуре 100-160 °С. Применяя избыточное количество диизоцианата и добавляя к смеси небольшое количество воды, которая реагирует с диизоцианатом с выделением СО2, можно значительно снизить объемную массу пенопласта до 100 кг/м3 [128. Для получения пенопластов с различными объемными массами и равномерной ячеистой структурой применяют эмульгаторы и другие добавки [130.131]. Исходные компоненты для получения пенополиуретана смешиваются непосредственно перед применением. Полученная жидкая заливочная композиция должна быть незамедлительно использована, так как жизнеспособность композиции весьма ограничена. Смешение компонентов осуществляется в специальных смесителях, а дозирование заливочной композиции с помощью специальных дозаторов или вручную.
При использовании композиции для получения пенопласта ПУ-101 форму следует предварительно нагревать до 35-40 °С. При этом введенная композиция пенопласта в течение 10-20 мин полностью заполняет весь объем формы (или изделия). При дальнейшей термообработке пеноматериал переходит в твердое состояние.
Технология изготовления изделий трехслойной конструкции со стеклопластиковыми оболочками и пенопластовым заполнителем включает две основные операции: изготовление стеклопластиковых оболочек и заполнение пенопластом пространства между этими оболочками. Для улучшения сцепления пенопласта со стеклопластиковыми оболочками их можно предварительно промазать клеем, например, БФ-2, затем просушить при комнатной температуре в течение 90-120 мин.
Приготовленная композиция для получения пенопласта выливается в наружную оболочку, находящуюся в матрице. Затем вставляется пуансон с размещенной на нем внутренней оболочкой. Композиция вспенивается и заполняет пространство между двумя стеклотекстолитовыми оболочками. Пенополиуретан отверждается по следующему примерному режиму: нагрев формы до 80 °С в течение 15-20 мин, выдержка при 80 °С в течение 60 мин, нагрев формы до 150°С в течение 20-25 мин, выдержка при 150°С в течение 120-160 мин и последующее охлаждение.
Для получения качественного изделия следует стремиться к тому, чтобы полуфабрикат заполнил в оболочке весь объем. В этом случае при термообработке происходит, в основном, лишь вспенивание и спекание отдельных частиц полуфабриката в общую пенистую массу без существенного перемещения частиц относительно исходного положения; объемная плотность полученного пенопласта относительно мало (на 30-40 кг/м3) отличается от насыпной массы исходного полуфабриката, что обеспечивает равномерность структуры пенопласта.
В целях получения РПИ многослойной конструкции с повышенной прочностью и равномерностью свойств по всему объему были созданы высокопрочные материалы на основе полимерных связующих и полых микросфе синтактные пены. Для изготовления РПИ чаще всего используются синтактные пены на основе эпоксидных связующих и стеклянных микросфер [132-135].
Вязкость композиции в неотвержденном состоянии определяет способ ее переработки. Различают два типа синтактовых пен: заливочные и пастообразные. Технология изготовления РПИ с использованием заливочных синтактовых композиций аналогична вышеописанной технологии изготовления изделий с пенополиуретановым заполнителем.
Использование пастообразных композиций для изготовления РПИ с многослойными стенками осуществляется по технологии, аналогичной той, которая используется при изготовлении изделий со стеклосетчатым заполнителем. В этом случае, чаще всего композиция предварительно наносится на препрег на специальной установке. Получается так называемый «синпрег», который затем раскраивается и укладывается на пуансон формы. После этого пуансон смыкается с матрицей и производится отверждение связующего синтактной пены и препрега.
2 Экспериментальная часть
2.1 Используемые материалы
В нашем случае, основными материалами, используемыми для изготовления радиопрозрачных укрытий, являются препреги (стеклоткани предварительно пропитанные связующим) и стеклосотовые заполнители
В работе были использованы:
Препрег КМКС 2м.120 производства ВИАМ.
Клеевые препреги марки КМКС-2м.120 получают по принципиально новой технологии. В качестве связующего используют расплав высокопрочной клеевой композиции, что исключает наличие растворителя и сопутствующих ему отрицательных явлений как в процессе получения препрега, так и при его переработке. Нанесение связующего производят на специализированном оборудовании путем переноса расплава связующего с обогреваемого подфильерного вала на наполнитель.
Препрег собственного производства на основе эпоксидного связующего марки SGL Германия.
Препрег изготавливался на пропиточной установке, показанной на рисунке 11

Рисунок 11 пропиточная установка для изготовления препрега
Стеклосотовый заполнитель марки ССП-1-ФЭ. Производства ОАО "ОНПП "Технология" Рисунок 12

Рисунок 12 Стеклопластиковый сотовый заполнитель.
2.2 Методы исследования.
С целью отработки конструкции стенки, технологии наноса связующего на материалы и технологии изготовления РПУ, были проведены следующие работы:
Проведен теоретический расчет стенки радиопрозрачного укрытия при использовании данных материалов и в соответствии с техническим заданием;
В лаборатории изготовлены образцы стенки РПУ автоклавным методом. С различным наносом связующего на препрег. И разными технологическими режимами формовки.
Проведены механические испытания полученных образцов. А именно:
Испытания на изгиб (методом короткой балки);
Испытания на отрыв обшивки сот.
Проведены климатические испытания полученных образцов:
Испытания на изгиб при повышенной температуре и влажности.
Ускоренное влагонасыщение.
В лабораторных условиях произведена выкладка опытной РПУ сложной формы. Для отработки технологии серийного изготовления изделия.
Проведена обработка полученных данных. Составлена технология для серийного изготовления РПУ.
В заводских условиях по новой технологии создано полноразмерное РПУ.
В лаборатории заказчика проведены комплексные испытания нового РПУ. А именно:
Определение потерь, вносимых РПУ;
Проверка на воздействие инея и росы;
Проверка на воздействие дождя;
Проверка на воздействие влаги;
Проверка на воздействие изменения температуры окружающей среды;
Проверка на прочность при воздействии механических ударов многократного действия;
Проверка на прочность при воздействии синусоидальной вибрации.
Проведено сравнение полученных результатов с результатами испытаний серийной продукции, а так же с требуемыми ТТХ.
2.2.1 Теоретический расчет стенки радиопрозрачного укрытия.
Общим принципом при конструировании многослойных стенок является принцип подбора таких размеров (толщин) ее слоев - толщин плотных слоев, расстояния между этими слоями (толщин легкого заполнителя), которые обеспечивают минимальное отражение ЭМВ. Вместе с тем, процесс прохождения ЭМВ через многослойные стенки имеет некоторые специфические особенности. Заметим, что в случае полуволновых однослойных стенок имеются только две границы раздела сред с различными значениями е (границы «воздух-диэлектрик» и «диэлектрик-воздух»), являющиеся источниками отраженных волн. Соответственно, имеется только один показатель, который можно варьировать - расстояние между этими границами (толщина стенки) d.
Необходимо
расчитать оптимальную толщину среднего
слоя заполнителя симметричной трехслойной
стенки 1-ого порядка (N=1)
и ее радиопрозрачность при прохождении
ЭМВ длинной 40 мм. Угол падения волны
составляет ⍬=45⁰.
Обшивки выполнены из стеклопластика
толщиной 1 мм и
 =4,5.
Диэлектрическая проницаемость заполнителя
ε2=1,5.
=4,5.
Диэлектрическая проницаемость заполнителя
ε2=1,5.
Так же следует рассмотреть различные случаи поляризации волн.
Электрическая толщина слоев обшивки:

Коэффициенты Френеля при перпендикулярной поляризации:


Коэффициенты Френеля при параллельной поляризации:


Найдем теперь значения углов φ1 и χ при перпендикулярной поляризации:


При
параллельной поляризации
 ;
χ=-1,43
рад
;
χ=-1,43
рад
Тогда оптимальная толщина слоя заполнителя при перпендикулярной поляризации:

А при параллельной поляризации:

Итак. Высота необходимых нам сот равна 10 мм. При толщине обшивок в 1 мм.
Теперь рассчитаем радиопрозрачность данной конструкции. В последующем сравним эти данные с практическим результатом.
Электрическая толщина слоя заполнителя

Значение комплекса p

При
параллельной поляризации

Тогда коэффициент радиопрозрачности, без учета внутренних потерь для перпендикулярной поляризации равен:

Для
параллельной поляризации:

Теперь рассчитаем самые важные показатели. Коэффициент ослабления мощности ЭМВ за счет внутренних потерь. Для этого примем tgδ1=0.015 (обшивки), tgδ2=0.002 («соты»).

В таком случае, коэффициент радиопрозрачности с учетом внутренних потерь составит при перпендикулярной поляризации:

А
для параллельной поляризации:

2.2.2 Изготовление образцов.
Образцы изготавливались в центре композиционных материалов НИТУ «МИСиС». В автоклаве Magnabosco (рисунок 22). На специально изготовленной под образцы оснастке (рисунок 23). С идеально гладкой поверхностью и нулевым коэффициентом теплового расширения перпендикулярно плоскости образцов.
Рисунок 22 - Лабораторный автоклав

Рисунок 23 - Специальная оснастка под образцы
2.2.3. Определение механических характеристик образцов.
Механические испытания проводились на разрывной машине Zwick Roell Z020 (рисунок 24). Испытания на предел прочности при изгибе проводились согласно ASTM 2344 [2]
Испытания на отрыв обшивки согласно ОСТ 1 90069-72 [2].
Механические испытания в условиях повышенной влажности и температуры проводились в лаборатории холдинговой компании «Композит» на разрывной машине инстрон с установленной климатической камерой.

Рисунок 24 – Внешний вид разрывной машины Zwick Roell
2.2.4 Климатические испытания.
По мимо механических испытаний в климатической камере, так же проводился эксперимент по влагонасыщению образцов РПУ.
Для этого были изготовлены специальные образцы в виде пластин толщиной около трех миллиметров, полностью состоящие из препрега. Сотовая часть отсутствовала. Т.к. в подобных испытаниях важно лишь поведение обшивок.
Образцы были помещены в закрытый резервуар с водой. И поставлены в термостат. Температура выдержки термостата была 80 ⁰С (рисунок 30). Время выдержки было около месяца.
Суть эксперимента заключалась в следующем. Образцы проходили контрольное взвешивание перед тем, как были залиты водой (на сухую). После того, как их поместили в резервуар с водой и поставили прогреваться. С интервалом в сутки происходили контрольные взвешивания образцов на аналитических весах. После взвешиваний определялся ежесуточный прирост массы в процентах и строились соответствующие графики. Эксперимент прекратился в тот момент, когда ежесуточный прирост массы стал менее 0,01% , т.е. образцы вышли на предельное влагонасыщение.

Рисунок 30 – сушильный шкаф Blinder, который использовался в качестве термостата
2.2.5. Испытания по проверке радиотехнических характеристик
Проверка радиотехнических характеристик проводилась в испытательной лаборатории НПО «ЛЭМЗ». На различном оборудовании.
Итоговая проверка новой РПУ проводилась с помощью анализатора цепей Agilent E5071C (Рисунок 33)

Рисунок 33 – Анализатор цепей Agilent E5071C
2.2.5. Анализ полученных результатов в ходе проведения экспериментов
Опытные панели изготавливались в соответствии со схемой конструкции стенки, которая представлена на рисунке 31.
Рисунок 31
При этом РПУ 1-4 изготавливались из препрега КМКС, РПУ 5-6 из препрега собственного производства на основе немецкого связующего.
По завершении всех экспериментов была составлена сводная таблица 12 с результатами экспериментов.
Таблица 12 результаты экспериментов.
Образец № |
Разрывная нагрузка, Н, при температуре, ⁰С |
Прочность на отрыв, МПа |
Влагонасыщение % |
Соответствие РТХ (сух) |
|
20 |
120 |
||||
РПУ 1 |
42 |
25 |
47 |
1,3 |
- |
РПУ 2 |
12 |
10,3 |
21 |
1,6 |
+ |
РПУ 3 |
27,2 |
19,3 |
37 |
1,1 |
+ |
РПУ 4 |
19,3 |
13,2 |
19 |
1,4 |
+ |
РПУ 5 |
29,4 |
22,2 |
17 |
3,3 |
+ |
РПУ 6 |
30,7 |
25,5 |
21 |
2,9 |
+ |
РПУ 1 изготавливались из препрега с самым большим наносом смолы по массе (40 %) Ввиду большого наноса связующего на материалы, прочностные характеристики были высокими, а процент влагонасыщения низким. Однако проверка радиотехнических характеристик показала, что РТХ ниже нормы.
В связи с чем было принято решение изготовить образцы со средним наносом связующего (РПУ 4), а так же с чередованием слоев среднего и большого наноса (РПУ 2).
Механические испытания показали, что укладка по схеме РПУ 2 недопустима. т.к. разрушение образцов происходит по слоям с наименьшим количеством связующего: разрушаю нагрузка на изгиб образцов из панели №2 более чем в два раза ниже, чем у образцов из панели 1.
РПУ 4 показали хорошие результаты по прочностным испытаниям, однако они вплотную приблизились к верхней границе по влагонысыщению – 1,5 %.
РПУ 5 и 6 изготовленные из немецкого связующего с разными температурами формования показали отличные результаты по прочности. Но оба типа образцов набирали очень много воды на влагонасыщении. Что не приемлемо.
В итоге было принято решение изготовить РПУ 3 со средним наносом связующего КМКС, но зато с увеличенной выдержкой и температурой формования. С помощью этого мы уменьшили пористость и добились очень хороших прочностных результатов.
Полноразмерное РПУ изготавливалось в дальнейшем по технологии формовки образцов №3.
Однако, перед тем как приступить к изготовлению «боевого» РПУ, необходимо было отработать технологию формовки из данного препрега изделий сложной геометрической формы. Для этих целей была изготовлена маленькая оснастка. Которая помещалась в лабораторный автоклав. Ее видно на рисунке 23.
Было проведено несколько формовок. Окончательно отработана технология. При изготовлении данных образцов пришлось решать задачи, которые не вставали при изготовлении образцов плоских панелей.
Например, устранение налипания не отверждённого клеевого связующего на переходы оснастки. Упрочнения клеевого соединения в местах стыка сотоблоков с боковыми стенками РПУ. Преодоление ряда других особенностей конструкции форм и техпроцесса формования.
Конструкция РПУ монолитная, состоит из последовательно выкладываемых ручным путем описанных выше слоев на оснастку в соответствии с чертежом и схемами в технологическом паспорте.
Отличительной особенностью изготовления РПУ по новой технологии является то, что формование производится в оснастке практически при контактном давлении в расчете на заданную толщину стенки всего за один технологический переход. При использовании старых методов таких переходов требуется как минимум три.
Оснастка состоит из матрицы, обрамляющей внешнюю поверхность изделия, цулаги, оформляющую внутреннюю поверхность и вспомогательных материалов, необходимых для создания давления.
По результатам проведенных экспериментов, была составлена технологическая инструкция, по которой было изготовлено полноценной опытное РПУ.
2.2.6 Изготовление полноразмерного РПУ на промышленном оборудовании
При изготовлении полноразмерного РПУ применялась технология, отработанная в лабораторных условиях.
РПУ изготавливалось в автоклаве OLMAR внутренним обьемом в 56000 литров. Рисунки 55-56

Рисунок 55 – автоклав OLMAR. ЗАО «ПромКомпозит»

Рисунок 56 – РПУ изготовленное по новой технологии
2.2.7. Комплексные испытания РПУ сделанного по новой технологии
По завершении производства нового РПУ, оно было передано на Лианозовский Электро-Механический завод для проведения заключительных комплексных испытаний.
По результатам этих испытаний стало ясно, что внедрение в производство новой технологии целесообразно. Т.к. новое РПУ полностью отвечает поставленным ТТХ.
Рисунки 1-9 Протоколы испытаний нового РПУ.
2.3 Безопасность жизнедеятельности и охрана окружающей среды
В данном разделе рассматривается вопрос обеспечения безопасности труда в рамках выполнения экспериментальной части дипломной работы. В ходе подготовки и проведения экспериментов могут возникнуть ситуации, связанные с вредными производственными факторами и способные при определенных условиях привести к травме или нанести вред здоровью человека. Во избежание травмоопасных ситуаций в рамках данного раздела проводится выявление потенциально вредоносных факторов, их анализ и способы защиты от поражающих факторов.
2.3.1 Анализ потенциально опасных и вредных производственных факторов, сопутствующих выполнению экспериментальной части дипломной работы
Идентификация и анализ опасных и вредных факторов, отрицательно влияющих на здоровье человека, которые могут возникать при выполнении различных операций в рамках дипломной работы, проведены в соответствии с нормативной документацией ГОСТ 12.0.003-74 [84]. Результаты представлены в таблице 18.
Таблица 18 – Потенциально опасные и вредные производственные факторы
Операция |
Используемое оборудование и вещества |
Опасные и вредные факторы |
Нормируемые значения параметров |
|
Классификация |
Перечень |
|||
1 |
2 |
3 |
4 |
5 |
Приготовление связующего для пропитки стеклоткани |
Пропиточная машина Impregnator MS
|
1
|
Опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека: U = 220 В, f = 50 Гц |
|
Продолжение таблицы 18
1 |
2 |
3 |
4 |
5 |
|
Эпихлоргидрин |
2,3 |
Раздражающее и сенсибилизирующее действие на кожу, слизистые, верхние дыхательные пути |
ПДКр.ср=1 мг/м3 |
Подготовка оснастки в формовке изделия |
Ацетон |
2,3 |
Поражает центральную нервную систему |
ПДКр.ср=200 мг/м3 |
Спирт этиловый |
2,3 |
Сильно действующий наркотик, вызывает паралич нервной системы |
ПДКр.ср=1000 мг/м3 |
|
Спирт изопропиловый |
2,3 |
Сильно действующий наркотик, вызывает паралич нервной системы |
ПДКр.ср=100 мг/м3 |
|
Автоклавное формование изделия |
Автоклав Magnabosco |
1 |
Опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека: U = 220 В, f = 50 Гц |
Uп = 2 В Iп = 0,3 мА
|
Механическая обработка изделия |
Угловая шлиф машина |
1 |
1 Опасный уровень напряжения в электрической цепи;
|
Uпр=2 B I=0,3 мА
|
Продолжение таблицы 18
1 |
2 |
3 |
4 |
5 |
|
Пыль углеродного волокна |
1,2 |
Повышенная запыленность воздуха рабочей зоны |
ПДКр.ср=4 мг/м3 |
Пыль стекловолокна
|
1,2 |
Повышенная запыленность воздуха рабочей зоны |
ПДКр.ср=2 мг/м3 |
|
Обработка результатов |
Компьютер с процессором типа Intel Celeron |
1,3 |
1 Опасный уровень напряжения в электрической цепи; недостаточная освещенность; повышенный уровень ионизирующего и электромагнитного излучений; 2 Умственное напряжение и монотонность труда |
Uпр=2 B I=0,3 мА E=200 лк ППД = 20 мЗв/г |
Примечания 1 – физические опасные и вредные производственные факторы; 2 – химические опасные и вредные производственные факторы; 3 – психофизиологические опасные и вредные производственные факторы. |
||||