

4.8.Контрольные вопросы
1. Характеристика шероховатости поверхности.
2. Виды смазочно-охлаждающих технологических средств.
3. Наклеп поверхностного слоя детали.
4. Остаточные напряжения в поверхностном слое.
5. Вибрации при резании металлов.
5.Силы резания при точении
5.1.Механика резания при точении и строгании
Силы резания определяют не только нагрузку технологической системы резания (станок – приспособление – инструмент - заготовка), но и температуру резания, стойкость режущего инструмента, точность обработки, производительность и потребную мощность.
Под действием силы , направленной вдоль оси режущего клина, последний внедряется в материал (рис. 5.1).
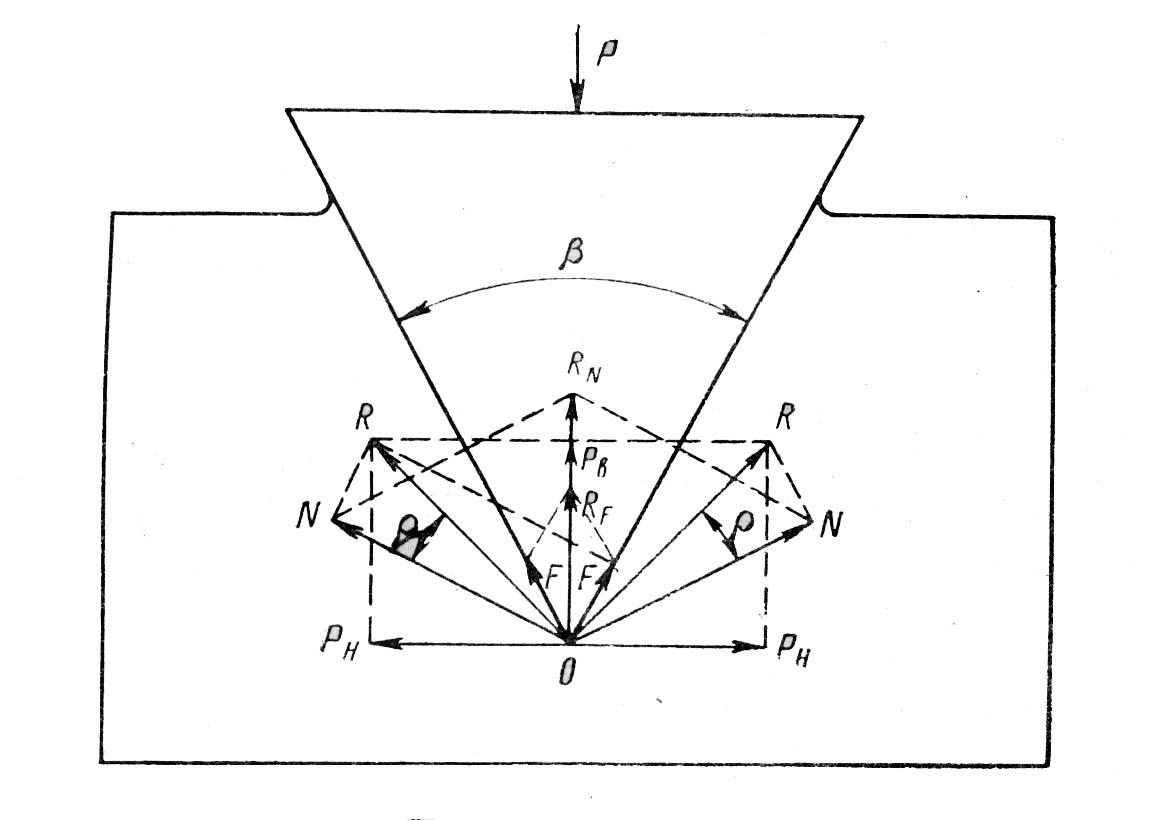
Рис. 5.61. Силы, действующие на режущий клин
Когда давление на клин превзойдет по величине силы трения материала о кромки и силы сцепление частиц материала, наступает разделение материала.
В случае симметричного
расположения кромок относительно его
оси обе кромки производят одинаковое
давление с нормальной силой
на материал по обе стороны и вызывают
его деформацию. Под влиянием реакций
этих силы на боковых гранях клина
возникают силы трения
![]() ,
пропорционально нормальному давлению
,
препятствующие внедрению клина в
материал:
,
пропорционально нормальному давлению
,
препятствующие внедрению клина в
материал:
![]() ,
,
где - угол трения, - коэффициент трения.
В условиях
несвободного резания на переднюю
поверхность резца со стороны стружки
и изделия действуют нормальная сила
,
вызывающая пластическую деформацию и
сила трения
![]() .
Соответственно на передней поверхности
коэффициент трения обозначается как
.
Соответственно на передней поверхности
коэффициент трения обозначается как
![]() .
На задней поверхности соответственно
нормальная сила
.
На задней поверхности соответственно
нормальная сила
![]() и сила трения
и сила трения
![]() (рис. 5.2). Коэффициент трения по задней
поверхности
(рис. 5.2). Коэффициент трения по задней
поверхности
![]() .
.
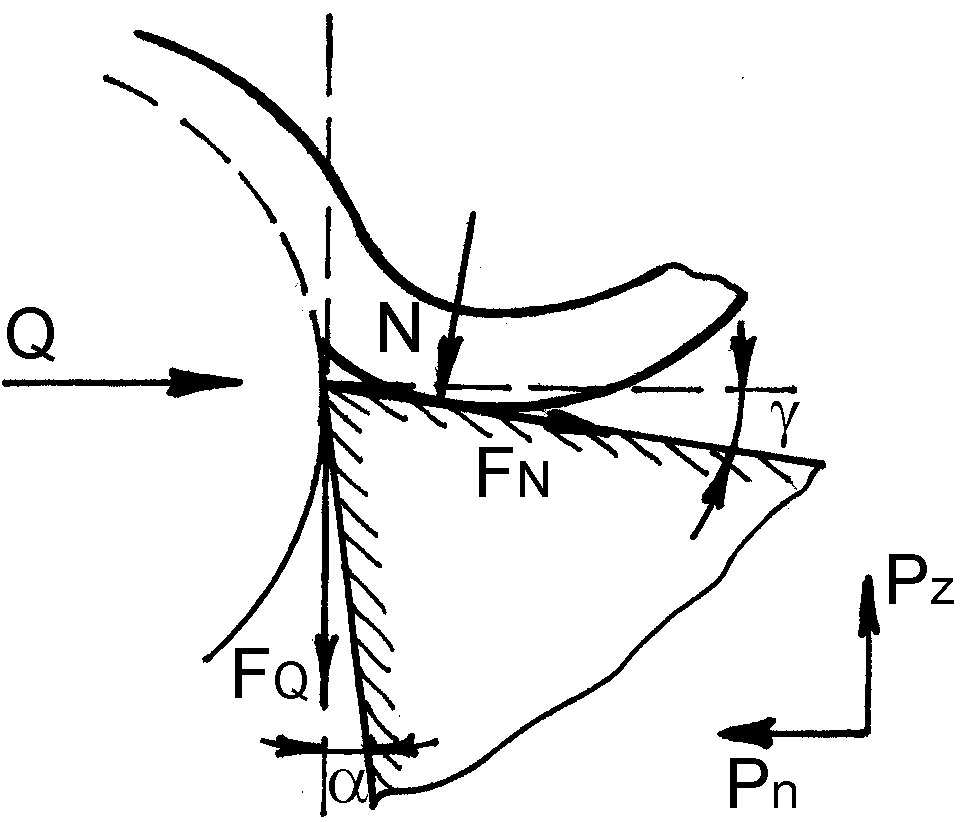
Рис. 5.62. Схема воздействия силовых факторов
Эти четыре силы
уравновешиваются силами, исходящими
от станка: силой
![]() – тангенциальная или главная составляющая
силы резания и
– тангенциальная или главная составляющая
силы резания и
![]() – нормальная составляющая (перпендикулярна
к главной режущей кромке в ее проекции
на основную плоскость).
– нормальная составляющая (перпендикулярна
к главной режущей кромке в ее проекции
на основную плоскость).
Проектируя силы с первой по четвертой на направление и , получаем основные уравнения механики резания:
![]() (5.1)
(5.1)
Из первого уравнения
системы (5.1) видно, что сила
затрачивается на преодоление силы
сопротивления пластической деформации
-
![]() ,
на преодоление сопротивления по задней
поверхности
,
на преодоление сопротивления по задней
поверхности
![]() и в случае
и в случае
![]() - частично на преодоление трения по
передней поверхности -
- частично на преодоление трения по
передней поверхности -
![]() .
Но если
.
Но если
![]() ,
то она будет разгружать силу
,
то она будет разгружать силу
![]() .
Сила
.
Сила
![]() затрачивается на преодоление сопротивления
поверхностному внедрению и упругому
восстановлению по задней поверхности
–
,
частично на преодоление сил трения по
передней поверхности
затрачивается на преодоление сопротивления
поверхностному внедрению и упругому
восстановлению по задней поверхности
–
,
частично на преодоление сил трения по
передней поверхности
![]() при
сила
при
сила
![]() разгружает силу
.
разгружает силу
.
Сила трения
![]() оказывает значительное влияние на
- т.к. значение
оказывает значительное влияние на
- т.к. значение
![]() близко к единице
близко к единице
![]() .
.
Если , то основное уравнение механики резания имеет вид:
![]()
Коэффициент трения
- это величина переменная и имеет значение
![]() (в
зависимости от обрабатываемого материала,
резца, режима резания).
(в
зависимости от обрабатываемого материала,
резца, режима резания).
5.2.Расчет сил резания исходя из механики резания
Для
расчета сил резания необходимо знать
входные параметры, к которым относятся
силы
![]()
![]()
![]()
![]()
1.
Определение силы
– сопротивление пластической деформации.
Определим значение
![]() .
Пользуясь уравнением пластической
деформации:
.
Пользуясь уравнением пластической
деформации:
![]() - закон политропы сжатия,
- закон политропы сжатия,
![]()
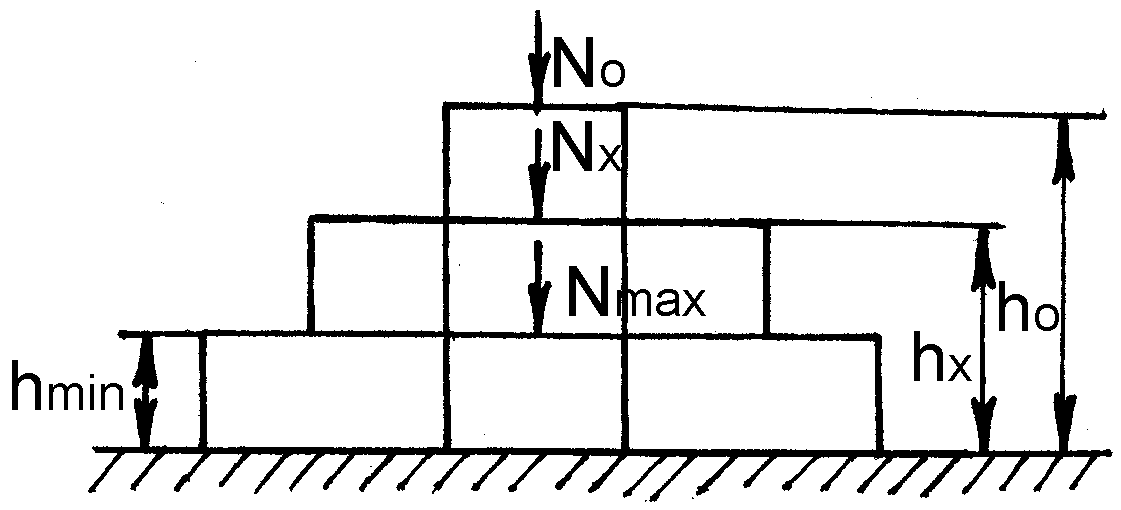
Рис. 5.63. Определение силы сопротивления пластической деформации
Предположим, что закон пластического сжатия имеет место с самого начала:
![]() ;
;
 ,
,
 .
.
Так
как
 ,
тогда
,
тогда
![]() ,
,
где
![]() - напряжение (нагрузка на единицу площади
поперечного сечения образца).
- напряжение (нагрузка на единицу площади
поперечного сечения образца).
![]() ,
,
где
![]() - коэффициент усадки стружки;
- коэффициент усадки стружки;
–
показатель
упрочнения, величина
![]() определяется из опытов на сжатие;
определяется из опытов на сжатие;
![]() -
площадь срезанного слоя;
-
площадь срезанного слоя;
![]() -
условный предел текучести при сжатии.
-
условный предел текучести при сжатии.
Величина условного
предела текучести определяется на
основании механических испытаний при
сжатии. Так, для стали 35
![]() МПа, сплавов 1Х1849Г -
МПа, и ХН35ВТЮ
МПа, сплавов 1Х1849Г -
МПа, и ХН35ВТЮ
![]() МПа.
МПа.
Определение
силы
–
сопротивление поверхностному внедрению.
Как сопротивление пластического сжатия:
![]() ,
где
,
где
![]() ,
,
![]() - ширина среза,
- ширина среза,
![]() - износ резца по задней поверхности и
- износ резца по задней поверхности и
![]() мм.
мм.
Коэффициент
трения определяется из формулы Зворыкина:
![]()
Коэффициенты
трения по передней и задней поверхностям
получаются равными
![]() .
При скоростном резании коэффициент
трения
.
При скоростном резании коэффициент
трения
![]() ,
,
![]() ,
где
,
где
![]() - коэффициент трения при обычном резании.
С увеличением скорости значение
- коэффициент трения при обычном резании.
С увеличением скорости значение
![]() уменьшается.
уменьшается.
При :
![]()
![]()